一种软雾剂瓶缩口轧盖设备的制作方法
1.本实用新型涉及食品、药品包装机械设备技术领域,尤其涉及一种软雾剂瓶缩口轧盖设备。
背景技术:
2.软雾剂是一种药械组合吸入制剂产品,软雾剂瓶主要用于盛装具有活性成分的药液,是一种软雾剂瓶。软雾剂瓶是一种特殊设计的塑料容器,有两种形式。一种为单层结构的塑料瓶,瓶身部分比较软;另一种为双层机构的塑料瓶,瓶身较硬。为增加软雾剂瓶运输或使用时的强度与稳定性,需要将灌装好的软雾剂瓶装入瓶套(瓶套)中,然后再将瓶套颈部缩口封闭,起到固定保护和辅助密封作用。软雾剂瓶外包的瓶套,一端为开口,另一端为封闭,瓶套的内径尺寸略大于软雾剂瓶的外形尺寸,确保软雾剂瓶能够被顺利装入。
3.软雾剂瓶在灌装、压盖、封膜完成后,需要将整个软雾剂瓶及瓶盖全部装入瓶套中,再对瓶套进行缩口,传统的生产设备无法实现装套、缩口功能,而且现有的软雾剂瓶加工方式采用单线运输,结构布局不合理,产能普遍偏低,占地面积大,工作效率低。专利文献 cn112520661a公开了一种软雾剂塑料瓶装管封口设备,通过集成塑料瓶输送转盘和封口输送转盘实现装瓶封口,只能在转盘上特定的位置实现对转盘上的瓶体进行压瓶封口效率低。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的不足,提供一种生产质量好和生产效率高的软雾剂瓶缩口轧盖设备。
5.为解决上述技术问题,本实用新型采用以下技术方案:
6.一种软雾剂瓶缩口轧盖设备,包括用于输送瓶体瓶套组合体的双排输送线以及沿双排输送线输送方向依次设置的上料装置、压瓶装置、瓶套缩口轧盖装置、成品检测装置、成品剔废装置和成品输出装置,所述双排输送线上设有平移转运装置,所述平移转运装置包括撑座、设于撑座上的平移座和设于平移座上的升降架,所述撑座上设有用于驱动平移座平移的第一平移驱动,所述平移座上设有用于驱动升降架升降的升降驱动,所述升降架上设有双排沿平移座平移方向布置的夹瓶组件。
7.作为上述技术方案的进一步改进:
8.所述平移座上设有用于限制升降架上下位置的缓冲部件。
9.所述上料装置包括两条与双排输送线垂直的横向导轨,所述横向导轨上滑设有横移座和用于驱动横移座横向平移的横移驱动,所述横移座上设有竖移座和用于驱动竖移座竖向移动的竖移驱动,所述竖移驱动上设有夹爪组件。
10.所述双排输送线于压瓶装置和瓶套缩口轧盖装置之间设有瓶到位检测装置和未到位剔废装置。
11.所述瓶到位检测装置包括压瓶件和与压瓶件相对设置的检测开关,所述压瓶件连
接有升降压瓶驱动。
12.所述瓶套缩口轧盖装置包括沿双排输送线输送方向依次设置的用于对瓶套颈部缩口成型的缩口成型机构、用于在瓶套外周轧出凹槽的轧槽机构和用于将瓶套口部向内翻转以包住瓶盖的翻边轧盖机构。
13.所述双排输送线的进料端设有瓶体瓶套组合供应线,所述上料装置位于瓶体瓶套组合供应线与双排输送线之间。
14.所述瓶体瓶套组合供应线上设有用于将紧挨瓶体分距的分瓶机构,所述分瓶机构包括设于瓶体瓶套组合供应线上的绞龙、两个分布在绞龙两侧的夹条和用于驱动两个夹条夹放运动的夹放驱动机构。
15.所述成品检测装置包括第二旋转座、固定座、滑设于固定座上的平移架、用于驱动平移架前后平移的第二平移驱动以及用于驱动第二旋转座旋转的第三旋转驱动,所述第二旋转座上设有第二夹套组件,所述平移架上设有用于检测第二夹套组件上瓶套侧面的侧面检测相机、用于检测第二夹套组件上瓶套顶部的顶部检测相机,用于为侧面检测相机补光的侧光源和用于为顶部检测相机补光的顶光源,所述固定座上还设有剔废喷嘴。
16.与现有技术相比,本实用新型的优点在于:
17.本实用新型的软雾剂瓶缩口轧盖设备,生产过程:套有瓶套的瓶体(瓶体瓶套组合体) 由上料装置上料至双排输送线上,夹瓶组件夹紧瓶套,在平移驱动和升降驱动的配合驱动下,作升降夹放瓶套运动和平移输送瓶套运动,将瓶体瓶套组合体上料至双排输送线,瓶体瓶套组合体再由双排输送线向下输送,到达压瓶装置时,由压瓶装置进行下压,将瓶体压入瓶套内,直到瓶体相对瓶套一定高度;到达瓶套缩口轧盖装置,由瓶套缩口轧盖装置对瓶体外瓶套的顶部进行缩口轧盖;缩口轧盖后的瓶套到达成品检测装置,由成品检测装置进行检测,合格品由成品输出装置输出,不合格品由成品剔废装置剔除。本软雾剂瓶缩口轧盖设备能够对瓶体(如软雾剂瓶)进行封口和轧盖,通过双排输送线输送,生产效率高,并通过成品检测装置进行检测,生产质量好。本软雾剂瓶缩口轧盖设备生产质量好和生产效率高。
附图说明
18.图1是本实用新型软雾剂瓶缩口轧盖设备的立体结构示意图。
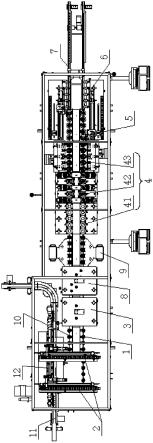
19.图2是本实用新型软雾剂瓶缩口轧盖设备的主视结构示意图。
20.图3是本实用新型软雾剂瓶缩口轧盖设备的俯视结构示意图。
21.图4是本实用新型软雾剂瓶缩口轧盖设备的分瓶机构的结构示意图。
22.图5是本实用新型软雾剂瓶缩口轧盖设备的平移转运装置的结构示意图。
23.图6是本实用新型软雾剂瓶缩口轧盖设备的平移转运装置的局部结构示意图。
24.图7是本实用新型软雾剂瓶缩口轧盖设备的上料装置的结构示意图。
25.图8是本实用新型软雾剂瓶缩口轧盖设备的瓶到位检测装置的结构示意图。
26.图9本实用新型软雾剂瓶缩口轧盖设备的成品检测装置的一部分结构示意图。
27.图10本实用新型软雾剂瓶缩口轧盖设备的成品检测装置的另一部分结构示意图。
28.图11是本实用新型软雾剂瓶缩口轧盖方法的原理图。
29.图12是本实用新型软雾剂瓶缩口轧盖方法的瓶体和瓶套变化过程图。
30.图中各标号表示:
31.1、双排输送线;10、平移转运装置;11、瓶体瓶套组合供应线;12、分瓶机构;121、绞龙;122、夹条;123、夹放驱动机构;13、撑座;14、平移座;15、升降架;16、第一平移驱动;17、升降驱动;18、夹瓶组件;19、缓冲部件;2、上料装置;21、横向导轨;22、横移座;23、横移驱动;24、竖移座;25、竖移驱动;26、夹爪组件;3、压瓶装置;4、瓶套缩口轧盖装置;41、缩口成型机构;42、轧槽机构;43、翻边轧盖机构;5、成品检测装置; 51、第二旋转座;52、固定座;53、平移架;531、侧面检测相机;532、顶部检测相机;533、侧光源;534、顶光源;54、第二平移驱动;55、第三旋转驱动;56、第二夹套组件;57、剔废喷嘴;6、成品剔废装置;7、成品输出装置;8、瓶到位检测装置;81、压瓶件;82、检测开关;83、升降压瓶驱动;9、未到位剔废装置。
具体实施方式
32.以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。
33.实施例一:
34.图1至图10示出了本实用新型软雾剂瓶缩口轧盖设备的一种实施例,本软雾剂瓶缩口轧盖设备包括包括用于输送瓶体瓶套组合体的双排输送线1以及沿双排输送线1输送方向依次设置的上料装置2、压瓶装置3、瓶套缩口轧盖装置4、成品检测装置5、成品剔废装置6和成品输出装置7,双排输送线1上设有平移转运装置10,平移转运装置10包括撑座13、设于撑座13上的平移座14和设于平移座14上的升降架15,撑座13上设有用于驱动平移座14 平移的第一平移驱动16,平移座14上设有用于驱动升降架15升降的升降驱动17,升降架 15上设有双排沿平移座14平移方向布置的夹瓶组件18。
35.生产过程:套有瓶套的瓶体(瓶体瓶套组合体)由上料装置2上料至双排输送线1上,夹瓶组件18夹紧瓶套,在第一平移驱动16和升降驱动17的配合驱动下,作升降夹放瓶套运动和平移输送瓶套运动,将瓶体瓶套组合体上料至双排输送线1,瓶体瓶套组合体再由双排输送线1向下输送,到达压瓶装置3时,由压瓶装置3进行下压,将瓶体压入瓶套内,直到瓶体相对瓶套一定高度;到达瓶套缩口轧盖装置4,由瓶套缩口轧盖装置4对瓶体外瓶套的顶部进行缩口轧盖;缩口轧盖后的瓶套到达成品检测装置5,由成品检测装置5进行检测,合格品由成品输出装置7输出,不合格品由成品剔废装置6剔除。本软雾剂瓶缩口轧盖设备能够对瓶体(如软雾剂瓶)进行封口和轧盖,通过双排输送线1输送,生产效率高,并通过成品检测装置5进行检测,生产质量好。本软雾剂瓶缩口轧盖设备生产质量好和生产效率高。
36.本实施例中,如图6所示,平移座14上设有用于限制升降架15上下位置的缓冲部件19。夹瓶组件18从上一工位夹紧一组瓶体瓶套组合体后,升降驱动17驱动升降架15上升至由缓冲部件19限位的高位位置,第一平移驱动16驱动平移座14带动夹瓶组件18平移至下一工位,升降驱动17驱动升降架15下降至由缓冲部件19限位的低位位置,夹瓶组件18松开,将瓶体瓶套组合体放置在该工位上,完成双排瓶套的输送,实现高效生产。夹瓶组件18在第一平移驱动16和升降驱动17的驱动下前后平移,实现往复送料。
37.本实施例中,如图7所示,上料装置2包括两条与双排输送线1垂直的横向导轨21,横向导轨21上滑设有横移座22和用于驱动横移座22横向平移的横移驱动23,横移座22上设有竖移座24和用于驱动竖移座24竖向移动的竖移驱动25,竖移驱动25上设有夹爪组件26。
38.上料过程:各夹爪组件26夹紧瓶套,竖移驱动25驱动竖移座24带动夹爪组件26上
升至指定高度,横移驱动23驱动横移座22带动夹爪组件26向双排输送线1方向移动,位于双排输送线1正上方时,竖移驱动25驱动竖移座24带动夹爪组件26下降至指定高度,夹爪组件26松开,将瓶体瓶套组合体放置在双排输送线1上,完成上料。两条横向导轨21分别对应双排输送线1的两条输送线,为双排输送线1的两条输送线分别上料。
39.本实施例中,如图1至图3所示,双排输送线1于压瓶装置3和瓶套缩口轧盖装置4之间设有瓶到位检测装置8和未到位剔废装置9。瓶到位检测装置8用于检测瓶体下压至瓶套是否到位,未到位的瓶体通过未到位剔废装置9剔除,从而提高成品的质量。
40.本实施例中,如图8所示,瓶到位检测装置8包括压瓶件81和与压瓶件81相对设置的检测开关82,压瓶件81连接有升降压瓶驱动83。升降压瓶驱动83驱动压瓶件81下升至与瓶体顶面接触电时,若压瓶件81触碰到检测开关82,则证明压瓶装置3压瓶到位,即瓶体位于瓶套内合格位置,若压瓶件81未触碰到检测开关82,则证明压瓶装置3压瓶不到位,需要剔废处理。
41.本实施例中,如图1至图3所示,瓶套缩口轧盖装置4包括沿双排输送线1输送方向依次设置的用于对瓶套颈部缩口成型的缩口成型机构41、用于在瓶套外周轧出凹槽的轧槽机构 42和用于将瓶套口部向内翻转以包住瓶盖的翻边轧盖机构43。
42.生产过程:套有瓶套的瓶体(瓶体瓶套组合体)由上料装置2上料至双排输送线1上,夹瓶组件18夹紧瓶套,在第一平移驱动16和升降驱动17的配合驱动下,作升降夹放瓶套运动和平移输送瓶套运动,将瓶体瓶套组合体上料至双排输送线1,瓶体瓶套组合体再由双排输送线1向下输送,到达压瓶装置3时,由压瓶装置3进行下压,将瓶体压入瓶套内,直到瓶体相对瓶套一定高度;到达缩口成型机构41,由缩口成型机构41对瓶体外瓶套的顶部进行缩口成型;到达轧槽机构42,由轧槽机构42在瓶套外周轧出凹槽,提高瓶体和瓶套的结合度;轧凹痕后的瓶套转运至翻边机构43所在的翻边工位,翻边机构43将瓶套口部向内翻转以包住瓶盖;到达成品检测装置5,由成品检测装置5进行检测,合格品由成品输出装置7 输出,不合格品由成品剔废装置6剔除。本异形瓶缩口轧盖系统能够对瓶体(如软雾剂瓶) 进行封口和轧盖,生产效率高,并通过成品检测装置5进行检测,生产质量好。本异形瓶缩口轧盖系统生产质量好和生产效率高。
43.本实施例中,双排输送线1的进料端设有瓶体瓶套组合供应线11,上料装置2位于瓶体瓶套组合供应线11与双排输送线1之间。瓶体瓶套组合供应线11为上料装置2提供瓶体瓶套组合体。
44.本实施例中,瓶体瓶套组合供应线11上设有用于将紧挨瓶体分距的分瓶机构12,分瓶机构12包括设于瓶体瓶套组合供应线11上的绞龙121、两个分布在绞龙121两侧的夹条122 和用于驱动两个夹条122夹放运动的夹放驱动机构123。由瓶体瓶套组合供应线11进瓶,再由分瓶机构12将瓶体分给上料装置2两条横向导轨21上的夹瓶组件18。
45.瓶体瓶套组合体由瓶体输送线11的输送至绞龙121,绞龙121旋转,将紧挨的瓶体托拉伸到一定间距,同时夹放驱动机构123驱动两个夹条122靠近,将瓶套夹紧定位,便于后续工位的操作。
46.本实施例中,如图9和图10所示,成品检测装置5包括第二旋转座51、固定座52、滑设于固定座52上的平移架53、用于驱动平移架53前后平移的第二平移驱动54以及用于驱动第二旋转座51旋转的第三旋转驱动55,第二旋转座51上设有第二夹套组件56,平移架53上
设有用于检测第二夹套组件56上瓶套侧面的侧面检测相机531、用于检测第二夹套组件 56上瓶套顶部的顶部检测相机532,用于为侧面检测相机531补光的侧光源533和用于为顶部检测相机532补光的顶光源534,固定座52上还设有剔废喷嘴57。
47.翻边后的瓶套转运至成品检测装置5所在的检测工位,第二夹套组件56夹紧瓶套,同时第三旋转驱动55驱动第二夹套组件56及瓶套旋转,随后第二平移驱动54驱动平移架53平移,并带动各检测相机和光源平移至瓶套位置,顶部检测相机532检测瓶套顶部缺陷,侧面检测相机531检测瓶套侧面缺陷,完成缺陷检测后,各检测相机和光源平移至其他瓶体检测位置完成检测,对于检测不合格的产品将在下料时通过剔废喷嘴57吹出剔废。
48.实施例二:
49.图11和图12示出了本实用新型软雾剂瓶缩口轧盖方法的一种实施例,本实用新型软雾剂瓶缩口轧盖方法包括以下步骤:
50.s1、上料;瓶体瓶套组合体输送至分瓶机构12分成固定节距对瓶套定位,然后上料装置 2将瓶体瓶套组合体转移至双排输送线1上;
51.s2、压瓶:双排输送线1上的平移转运装置10将瓶体瓶套组合体转移至压瓶装置3上,压瓶装置3下降将瓶体压入至瓶套固定位置,再转运至瓶到位检测装置8完成对瓶体深度检测,不合格的产品由剔废工位上的未到位剔废装置9剔除回收,合格品转运至缩口成型机构 41上;
52.s3、缩口:瓶套缩口轧盖装置4对瓶套的顶部进行缩口,缩口后的瓶套转运至轧槽机构 42;
53.s4、轧槽:轧槽机构42在瓶套周侧轧出上下两道浅深不一的凹痕,轧槽后的瓶套再转运至翻边轧盖机构43;
54.s5、翻边:翻边轧盖机构43使瓶套的顶端开口部向内翻转形成翻边以包轧瓶盖,翻边轧盖后的瓶套转运至成品检测装置5;
55.s6、检测:成品检测装置5通过跟踪的方式完成对每个瓶体的顶部和侧面进行拍照分析,合格产品通过成品输出装置7输出,不合格品通过成品剔废装置6剔废;
56.s7、重复s1至s6,直至所有物料输送完成。
57.本软雾剂瓶缩口轧盖方法能够对瓶体(如软雾剂瓶)进行封口和轧盖,通过双排输送线 1输送,生产效率高,并通过成品检测装置5进行检测,生产质量好。本软雾剂瓶缩口轧盖方法生产质量好和生产效率高。
58.本软雾剂瓶缩口轧盖方法采用上述的软雾剂瓶缩口轧盖设备进行,生产流程如图11所示,由瓶体输送线11进瓶,再由分瓶机构12将瓶体分给两个瓶体上料装置2,两个瓶体上料装置2分别为双排输送线上瓶,瓶体沿瓶套输送线1输送,依次进行压瓶、瓶到位检测(不合格则剔除,合格则进入缩口工位)、缩口、轧槽、翻边、成品检测(不合格则剔除,合格则进行成品输出)和输出。瓶体和瓶套变化过程如图12所示,a进瓶、分瓶和上料过程的瓶体瓶套组合体,b为压瓶后的瓶体瓶套组合体,c为缩口后的瓶体瓶套组合体,d为轧槽后的瓶体瓶套组合体,e为翻边后的瓶体瓶套组合体。
59.虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效
实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1