一种大胶量注塑机的制作方法
一种大胶量注塑机
【技术领域】
1.本实用新型涉及注塑设备领域,特别涉及到一种大胶量注塑机。
背景技术:
2.随着注塑机大胶量的成型使用越来越广泛且制品越来越精密,特别是针对一些船舶、机车、生活中的塑料制品等,胶量通常在20kg以上的,有的产品甚至超过了100kg,这样对注塑机塑化结构的选择就起到了关键性的作用,目前要实现大胶量柱塞,一般是增大塑化结构的规格,即延长或增大熔胶筒的体积,但是由于塑化和注射都在熔胶筒内,延长熔胶筒虽能解决塑化不好的问题,但是会导致整体设备过长,需要很高的同轴度,且结构复杂,若通过增大熔胶筒的体积,既会导致塑化不充分的问题。
技术实现要素:
3.实用新型的目的在于针对现有技术的缺陷和不足,提供一种一种结构紧凑、塑化充分的大胶量注塑机。
4.针对上述的问题,本实用新型采用以下技术方案:
5.一种大胶量注塑机,包括注射机射台和熔胶机构,注射机射台上设有注射筒组件,熔胶机构设置在注射机射台一侧,熔胶机构与注射筒组件之间设有胶料交换机构,熔胶机构热熔后的胶料通过胶料交换机构进入注射筒组件或将通过射嘴注射进模具中。
6.本技术实施例提供一种一种大胶量注塑机,通过将注射机射台和熔胶机构分开设置,解决了同轴度的问题,从而降低生产成本和维修成本,同时缩短了整机的长度,在同一环境内可以放置多架注塑机,提高生产效率。通过设置胶料交换机构和注射筒组件,可以按需要进行注射或存料的切换,由于将塑化和注射分开,熔胶机构可充分对塑料进行塑化。
7.在一种可能的实施方式中,所述注射筒组件包括固定设置在注射机射台上的熔胶筒和推杆,所述熔胶筒内设有通道,所述推杆的第一端设有通道内,所述推杆的第二端与注射机射台的主油缸连接,所述第一端上设有顶头,所述主油缸推动推杆使顶头沿通道方向来回运动。
8.当注射时,主油缸推动推杆,推杆的顶头向前运动,从而将塑化后的塑胶从射嘴射入模具中;此时熔胶机构同时对塑料进行塑化,提供生产的效率。
9.在一种可能的实施方式中,胶料交换机构包括胶料导向件、换向阀组和连接座,连接座、熔胶筒和顶头围合形成容纳腔,胶料导向件内设有流道,胶料导向件的一端通过流道与熔胶机构连通,另一端通过流道与连接座连通,换向阀组设置在连接座上,连接座一端与容纳腔连通,另一端与射嘴连通,换向阀组可使热熔后的胶料进入容纳腔或从容纳腔通过射嘴注射进模具中。
10.在一种可能的实施方式中,换向阀组包括设置在连接座外侧的动力组件和与动力组件连接的注射阀芯,注射阀芯设置在连接座内并通过动力组件在连接座上来回移动,连接座内设有第一通道、第二通道和第三通道,第一通道与流道连通,第二通道与射嘴连通,
第三通道与容纳腔连通,注射阀芯上设有第一导道和第二导道,第一通道通过第二导道与第三通道连通,第二通道通过第一导道与第三通道连通。
11.当需要存料,动力组件驱动注射阀芯将第二导道运动至第一通道和第三通道之间,使得熔胶机构与容纳腔连通,此时被熔胶机构塑化后的塑料经流道流入第一导道从而进入容纳腔内,此时主油缸复位,拖动推杆向后移动,此时容纳腔会产生一定的负压,更加有效的将塑料抽进容纳腔内。
12.当需要注射时,动力组件驱动注射阀芯将第一导道运动至第二通道和第三通道之间,此时,注射阀芯截断流道与连接座的连通,使得容纳腔与射嘴连通,主油缸启动,推动推杆向前运动,从而带动顶头向前运动,不断将塑胶从射嘴挤压到模具中,完成注射。同时,熔胶机构同时对塑料进行塑化,等注射完后,动力组件即驱动注射阀芯将第二导道运动至第一通道和第三通道之间,在等待模具脱模的同时,即可实现存料,同步进行,提高生产的效率。
13.在一种可能的实施方式中,动力组件包括支架和设置在支架上的副油缸,支架设置在连接座上,副油缸的活塞杆与注射阀芯活动连接,副油缸驱动注射阀芯在连接座内来回移动,支架上设有到位感应器,注射阀芯与活塞杆的连接端设有感应片,感应片随注射阀芯的移动而移动,感应片的自由端向在到位感应器延伸并设置在到位感应器的前方。
14.为了更好的控制副油缸的行距,在支架上设置了2个到位感应器,包括第一感应器和第二感应器,当感应片的自由端运动到第一感应器时,副油缸停止运动,将第二导道运动到第一通道和第三通道之间,当感应片的自由端运动到第二感应器时,副油缸停止运动,将第一导道运动到第二通道和第三通道之间。
15.在一种可能的实施方式中,沿顶头外圆周方向环设有多条止水槽,止水槽内设有止水环。
16.通过设置止水环,防止塑化后的塑料在注射时从顶头和通道之间的缝隙溢出。
17.本实用新型一种大胶量注塑机的有益效果如下:
18.本技术实施例一种大胶量注塑机,通过将注射机射台和熔胶机构分开设置,并通过胶料交换机构进行连通,既解决了同轴度高的问题,也缩短了整体设备的长度,在长度缩小的同时,具有更好的注射效果和塑化效果,通过设置换向阀组和换向阀组,对注射和存料进行切换,实现脱模的同时进行存料,注射的同时实现塑化,提高生产时效。
19.以下将结合附图对本实用新型的构思、具体结构及产生的效果作进一步说明,以充分地理解本实用新型的目的、特征和效果。
【附图说明】
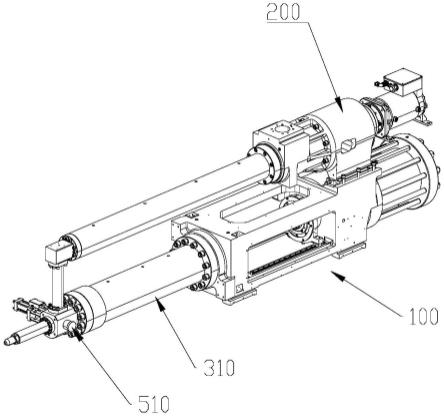
20.图1为本实用新型的立体图;
21.图2为存料时的剖视示意图;
22.图3为注射时的剖视示意图;
23.图4为注射阀芯的示意图;
24.图5为本实用新型另一立体图;
25.图6为图5-a处的放大图;
26.图7为图2-b处的放大图;
27.图8为图3-c处的放大图;
28.图9为图3-d处的放大图;
29.注射机射台100;熔胶机构200;熔胶筒310;推杆320;通道330;第一端321;第二端322;顶头340;胶料导向件410;连接座420;容纳腔430;流道411;射嘴150;注射阀芯510;第一通道421;第二通道422;第三通道423;第一导道511;第二导道512;支架521;副油缸522;第一感应器611;第二感应器612;感应片620;感应片的自由端 621;止水槽900;止水环910。
【具体实施方式】
30.在本实用新型的描述中,需要理解的是,术语中“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
31.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“相连”应做广义理解,例如,可以是固定连接,也可以是拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型的具体含义。此外,在本实用新型的描述中,除非另有说明,“多个”、“若干”的含义是两个或两个以上。
32.请参见图1-9,图1-9揭示的一种大胶量注塑机的最佳实施方式:
33.本技术实施例提供一种大胶量注塑机,该注塑机可以包括注射筒组件、熔胶机构200、注射机射台100和胶料交换机构,注射筒组件设置在注射机射台100的前方,熔胶机构200 设置在注射机射台100的上方,胶料交换机构设置在熔胶机构200和注射筒组件之间。
34.其中,熔胶机构200为常见的塑化螺杆组件,在本实施例中不限定于采用双螺杆塑化或单螺杆塑化,本技术可根据实施需求进行选择。
35.本技术实施例提供的注射筒组件包括固定设置在注射机射台100上的熔胶筒310和推杆320,所述熔胶筒310内设有通道330,所述推杆320的第一端321设置在通道330内,所述推杆320的第二端322与注射机射台100的主油缸110连接,所述第一端321上设有顶头340,所述主油缸110推动推杆320使顶头340沿通道330方向来回运动。
36.示例性地,熔胶筒310设置通道330形成中空结构,推杆320设置有2端,分别为第一端321和第二端322,第二端322与主油缸110进行连接,第一端321与设置在通道330 内的顶头340连接,该顶头340用于挤压塑化的塑料从射嘴150注射进模具中使用。当需要注射时,主油缸110启动,从而推动推杆320向前运动,顶头340在推杆320的推动下,沿通道330向前运动,由于射嘴150与模具连通,塑化后的塑料即在射嘴150中射入模具。当需要存料时,主油缸110复位,即向后运动,从而拖动推杆320向后运动,顶头340在推杆320的拖动下,沿通道330向后运动,从而将熔胶机构200内塑化的塑料抽入熔胶筒 310中。
37.示例性地,为了增加顶头340与通道330接触,防止塑化的塑料在挤压的过程中从顶头340和通道330的缝隙溢出,沿顶头340外圆周方向环设有多条止水槽900,所述止水槽900内设有止水环910,止水环910与通道330的内壁紧密接触,从而防止塑料的溢出。
38.本技术实施例提供胶料交换机构可以包括胶料导向件410、换向阀组和连接座420,述连接座420、熔胶筒310和顶头340围合形成容纳腔430,该容纳腔430用于储存塑化后的塑料,胶料导向件410内设有流道411,从而使得胶料导向件410形成中空结构,胶料导向件410设有头端和尾端,头端与熔胶机构200的出口连通,尾端与连接座420连通,注射阀芯510设置在连接座420内并通过动力组件在连接座420内移动,注射阀芯510上设有第一导道511和第二导道512。
39.示例性地,所述连接座420内设有第一通道421、第二通道422和第三通道423,第一通道421与所料导向件的尾端连接,第二通道422与射嘴150连接,第三通道423与容纳腔430连通,当需要存料,动力组件驱动注射阀芯510将第二导道512运动至第一通道421 和第三通道423之间,使得熔胶机构200与容纳腔430连通,此时被熔胶机构200塑化后的塑料经流道411流入第一导道511从而进入容纳腔430内,此时主油缸110复位,拖动推杆320向后移动,此时容纳腔430会产生一定的负压,更加有效的将塑料抽进容纳腔430 内。当需要注射时,动力组件驱动注射阀芯510将第一导道511运动至第二通道422和第三通道423之间,此时,注射阀芯510截断流道411与连接座420的连通,使得容纳腔430 与射嘴150连通,主油缸110启动,推动推杆320向前运动,从而带动顶头340向前运动,不断将塑胶从射嘴150挤压到模具中,完成注射。同时,熔胶机构200同时对塑料进行塑化,等注射完后,动力组件即驱动注射阀芯510将第二导道512运动至第一通道421和第三通道423之间,即可实现存料,同时模具进行脱模,两道工序同步进行,提高生产的效率。
40.本技术实施例提供了动力组件,动力组件可以包括支架521和设置在支架521上的副油缸522,支架521设置在连接座420上,副油缸522的活塞杆与注射阀芯510活动连接,副油缸522驱动注射阀芯510在连接座420内来回移动,支架521上设有到位感应器,注射阀芯510与活塞杆的连接端设有感应片620,感应片620随注射阀芯510的移动而移动,感应片的自由端621向到位感应器延伸并设置在到位感应器的前方。
41.应理解,副油缸522的活塞杆与注射阀芯510活动连接可以采用螺栓连接或螺纹连接或常规的连接方式。
42.示例性地,在支架521上设置了2个到位感应器,包括第一感应器611和第二感应器 612,当需要存料时,副油缸522启动,推动注射阀芯510向前运动,此时感应片620跟随注射阀芯510运动,当感应片的自由端621运动到第一感应器611时,副油缸522即刻停止运动,从而将第二导道512定位到第一通道421和第三通道423之间;当需要注射时,副油缸522复位,拖动注射阀芯510向后运动,此时感应片620跟随注射阀芯510运动,当感应片的自由端621运动到第二感应器612时,副油缸522即刻停止运动,从而将第一导道511定位到第二通道422和第三通道423之间。通过此设置从而控制副油缸522的行距,保证第一导道511和第二导道512的精确定位。
43.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1