一种左右侧门内扣手手柄注塑成型模具的制作方法
1.本实用新型涉及注塑成型模具技术领域,具体为一种左右侧门内扣手手柄注塑成型模具。
背景技术:
2.左右侧门内扣手手柄一般应用于车门的内侧,能够起到开关车门的作用,在对其进行生产加工时,需对其进行多项工艺处理,而为了对其进行成型工艺处理,进而需使用到相应的注塑成型模具对其进行注塑成型处理。
3.注塑成型模具能够赋予工件精准的尺寸,且能够对工件进行批量加工处理,因而被广泛应用于此种手柄的生产工艺中,目前的注塑成型模具虽能够对手柄进行注塑成型处理,但不便于对定模板与动模板进行锁紧处理,使得两者之间难以紧密接触,进而影响其注塑成型精度。
技术实现要素:
4.本实用新型的目的在于提供一种左右侧门内扣手手柄注塑成型模具,以解决上述背景技术中提出不便于对定模板与动模板进行锁紧处理,使得两者之间难以紧密接触,进而影响其注塑成型精度的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种左右侧门内扣手手柄注塑成型模具,包括下模固定板,所述下模固定板的外表面设置有压线板,所述下模固定板的顶端设置有方铁,所述方铁远离下模固定板的一端设置有动模板,所述动模板远离方铁的一端设置有定模板,所述定模板的顶端设置有热流道板,所述热流道板远离定模板的一端设置有上模固定板,所述上模固定板远离热流道板的一端设置有隔热板,所述隔热板顶部的中心位置处安装有定位环,所述方铁、动模板、定模板以及上模固定板一侧的外壁上皆设置有两组站脚,所述定模板与动模板的接触位置处安装有锁模扣。
6.优选的,所述方铁表面的中心位置处设置有两组油嘴,所述方铁表面的一侧设置有开关接线盒,通过将开关接线盒设置于方铁的表面,以便接入外部导线对该模具提供能源。
7.优选的,所述方铁内部的底端设置有顶针底板,所述顶针底板的顶端设置有顶针面板,通过将顶针底板与顶针面板设置于方铁的内侧,以便配合该模具的内部组件对手柄工件进行注塑成型处理。
8.优选的,所述动模板两侧的外壁上皆设置有挡块,通过将挡块对称设置于动模板两侧的外壁上,以达到遮挡的目的。
9.优选的,所述动模板表面的两侧皆设置有水嘴,所述水嘴关于动模板的中心线对称,通过将水嘴设置于动模板的表面,以达到注入水源的目的。
10.优选的,所述动模板表面的两侧皆设置有行程开关,所述行程开关关于动模板的中心线对称,所述行程开关靠近水嘴一侧的动模板外壁上安装有油缸,通过将行程开关设
置于动模板的表面,以达到按照设定程序自动注塑成型的目的。
11.与现有技术相比,本实用新型的有益效果是:该左右侧门内扣手手柄注塑成型模具不仅使得定模板与动模板之间紧密贴合,进而确保了注塑成型模具使用时对手柄工件的成型精度,还使得水源与油液对该模具内部的工件进行冷却处理,进而提高了注塑完毕后手柄工件的成型效率,而且便于该注塑成型模具按照设定程序进行自动运转,进而提高了注塑成型模具使用时的便捷性;
12.(1)通过将锁模扣设置于定模板与动模板的接触位置处,即可经锁模扣对定模板与动模板进行扣合锁定,以使得定模板与动模板之间紧密贴合,从而确保了注塑成型模具使用时对手柄工件的成型精度;
13.(2)通过将水嘴与油嘴分别设置于动模板与方铁的表面,即可经水嘴与油嘴注入水源与油液,且能够经油缸进行驱动处理,以使得水源与油液对该模具内部的工件进行冷却处理,从而提高了注塑完毕后手柄工件的成型效率;
14.(3)通过将开关接线盒设置于方铁表面的一侧,且将两组行程开关设置于动模板表面的两侧,即可经开关接线盒接入导线,且由行程开关对该注塑成型模具进行形成控制,即可便于该注塑成型模具按照设定程序进行自动运转,从而提高了注塑成型模具使用时的便捷性。
附图说明
15.图1为本实用新型的正视结构示意图;
16.图2为本实用新型的左视结构示意图;
17.图3为本实用新型的右视结构示意图;
18.图4为本实用新型的三维结构示意图。
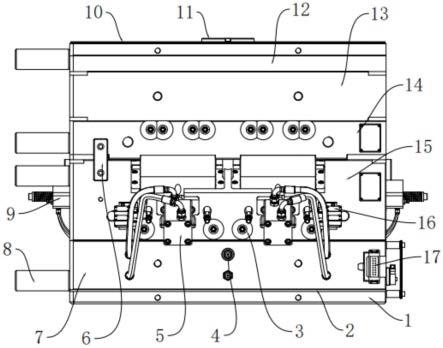
19.图中:1、下模固定板;2、压线板;3、水嘴;4、油嘴;5、油缸;6、锁模扣;7、方铁;8、站脚;9、挡块;10、隔热板;11、定位环;12、上模固定板;13、热流道板;14、定模板;15、动模板;16、行程开关;17、开关接线盒;18、顶针底板;19、顶针面板。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-4,本实用新型提供的一种实施例:一种左右侧门内扣手手柄注塑成型模具,包括下模固定板1,下模固定板1的外表面设置有压线板2,下模固定板1的顶端设置有方铁7,方铁7表面的中心位置处设置有两组油嘴4,方铁7表面的一侧设置有开关接线盒17;
22.使用时,通过将开关接线盒17设置于方铁7的表面,以便接入外部导线对该模具提供能源;
23.方铁7内部的底端设置有顶针底板18,顶针底板18的顶端设置有顶针面板19;
24.使用时,通过将顶针底板18与顶针面板19设置于方铁7的内侧,以便配合该模具的内部组件对手柄工件进行注塑成型处理;
25.方铁7远离下模固定板1的一端设置有动模板15,动模板15两侧的外壁上皆设置有
挡块9;
26.使用时,通过将挡块9对称设置于动模板15两侧的外壁上,以达到遮挡的目的;
27.动模板15表面的两侧皆设置有水嘴3,水嘴3关于动模板15的中心线对称;
28.使用时,通过将水嘴3设置于动模板15的表面,以达到注入水源的目的;
29.动模板15表面的两侧皆设置有行程开关16,行程开关16关于动模板15的中心线对称,行程开关16靠近水嘴3一侧的动模板15外壁上安装有油缸5;
30.使用时,通过将行程开关16设置于动模板15的表面,以达到按照设定程序自动注塑成型的目的;
31.动模板15远离方铁7的一端设置有定模板14,定模板14的顶端设置有热流道板13,热流道板13远离定模板14的一端设置有上模固定板12,上模固定板12远离热流道板13的一端设置有隔热板10;
32.隔热板10顶部的中心位置处安装有定位环11,方铁7、动模板15、定模板14以及上模固定板12一侧的外壁上皆设置有两组站脚8,定模板14与动模板15的接触位置处安装有锁模扣6。
33.本技术实施例在使用时,首先通过将开关接线盒17设置于方铁7表面的一侧,且将两组行程开关16设置于动模板15表面的两侧,即可经开关接线盒17接入导线,且由行程开关16对该注塑成型模具进行形成控制,即可使该注塑成型模具按照设定程序进行自动运转,以提升其注塑成型的效率,并能够降低工作人员的劳动强度,之后通过将水嘴3与油嘴4分别设置于动模板15与方铁7的表面,即可经水嘴3与油嘴4注入水源与油液,且能够经油缸5进行驱动处理,以使得水源与油液对该模具内部的工件进行冷却处理,以达到快速冷却工件的目的,最后通过将锁模扣6设置于定模板14与动模板15的接触位置处,即可经锁模扣6对定模板14与动模板15进行扣合锁定,以使得定模板14与动模板15之间能够紧密贴合,以确保工件的注塑成型精度,从而完成该注塑成型模具的使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1