一种多层共挤流延膜设备的制作方法
1.本实用新型涉及一种多层共挤流延膜设备。
背景技术:
2.塑料薄膜成型工艺有压延法、吹塑法、拉伸法、流延法等,近年来随着政策升级指导及支持,包装行业对于包装材料的要求不断的升级,多元新型复合材料的需求不断增长;
3.现有的多层流延膜在挤出成型时,需要经过冷却成型辊对膜料进行冷却成型,但在这一过程中,需要膜料贴合冷却成型辊,否则会存在平整度存在较大偏差的问题。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种多层共挤流延膜设备;
5.按此目的设计的一种多层共挤流延膜设备,包括依次设置的供料装置、挤出装置、成型装置、测厚装置、电晕装置、再结晶装置以及分切收卷装置;
6.所述成型装置包括安装架,在所述安装架的右侧设有纵向滑轨组件,所述纵向滑轨组件上设有能相对所述安装架上下移动的升降架,所述升降架上安装有冷却成型辊,在所述安装架上设有用于带动所述升降架相对所述安装架上下移动的第一升降组件,在所述安装架上设有第二冷却辊,在所述安装架的前后任意一侧设有与所述冷却成型辊内部以及所述第二冷却辊连通的冷却液输送装置,所述冷却成型辊的上方左右分别设有负压组件以及正压风刀组件,所述负压组件与所述正压风刀组件分别位于模具出料口的左右两侧;
7.所述冷却成型辊上方设有龙门架,所述冷却成型辊上方设有模具,所述模具固定设置在所述龙门架,所述挤出装置与所述模具的入料口连接;
8.所述供料装置的出料口与所述挤出装置入料口连接;
9.作为优选,所述负压组件包括设置在模具出料口左侧的负压风罩,还包括有离心风机,所述离心风机的输入端连接有多根风管,所述风管与所述负压风罩连接,还包括有龙门架,所述离心风机设置在所述龙门架上;
10.作为优选,所述正压风刀组件包括左右间隔设置的固定座,所述固定座左右滑动设置在所述升降架上,在所述固定座上设有用于与所述升降架连接的左右横移调节机构,在所述固定座上滑动设置有能相对所述固定座上下移动的移动座,在所述固定座上设有用于带动所述移动座上下移动的第二升降组件,还包括有出风管,所述出风管的左右两端可旋转设置在所述移动座上,所述出风管至少一端开口设置,所述出风管开口一端连接外部的风机,在所述出风管朝向模具出料口的一侧均布有出风口,所述移动座上设有用于调节所述出风管角度的调节组件;
11.所述正压风刀组件的左右两侧还设有用于对所述冷却成型辊进行放电使冷却成型辊产生静电吸附作用的放电组件;
12.作为优选,所述冷却成型辊的左右两侧还设有摆臂,所述摆臂的上端可转动设置
在所述升降架上,所述摆臂的转动轴心与所述冷却成型辊的轴心互为同轴设置,在两根所述的摆臂的下部上下滑动设置有滑块,在两个所述的滑块之间安装有压合辊,所述摆臂上设有用于带动所述滑块上下移动的第一气缸,所述摆臂的上端套设在所述冷却成型辊的左右两端,在所述升降架上设有用于驱动所述摆臂相对所述冷却成型辊转动的摆动转动机构;
13.作为优选,所述分切收卷装置包括机架,在所述机架的右侧依次设有张力传导装置一、分切机构、牵引装置以及张力传导装置二;
14.在所述机架上还设有横向轨道,所述横向轨道上活动插接有能相对所述横向轨道滑动的移动架,在所述移动架上设有能驱使所述移动架相对所述横向轨道左右移动的移动机构,所述移动架上设有导向辊一;
15.在所述机架的左侧设有能相对所述机架转动的翻转机构,所述翻转机构上至少设有一根收卷轴;
16.所述移动架上还设有与所述收卷轴配合的间隙压辊;
17.在所述收卷轴与所述间隙压辊之间上下分别设有检测电眼;
18.作为优选,所述机架的右侧依次设有导向辊二、导向辊三以及导向辊四;
19.所述张力传导装置一设置在所述导向辊二与所述导向辊三之间;
20.所述牵引装置设置在所述导向辊三与所述导向辊四之间;
21.所述张力传导装置二设置在所述导向辊四与所述导向辊一之间;
22.作为优选,所述张力传导装置一与所述张力传导装置二均匀两个张力传感器以及安装在张力传感器上的传导辊组成;
23.作为优选,所述分切机构设置在所述导向辊三右侧的机架上,所述分切机构由多把气动分切刀组成,所述气动分切刀的刀刃与流延膜接触;
24.作为优选,所述导向辊四与所述张力传导装置二之间还设有边料回收装置;
25.作为优选,还包括有底板,所述底板上设有摇摆机构,所述机架设置在所述摇摆机构上,所述摇摆机构能驱使所述机架进行前后摆动;
26.所述摇摆机构包括安装在所述机架左右两侧的多个滑轮,在所述滑轮下方的底板上设有横向导轨,所述滑轮设置在所述横向导轨内,在所述底板上设有摆动电机,所述摆动电机的电机轴上设有转盘,所述转盘上偏心设置有一根连接杆,在所述机架的内侧设有铰接座,所述连接杆与所述铰接座铰接;
27.本实用新型与现有的技术相比,所述成型装置包括安装架,在所述安装架的右侧设有纵向滑轨组件,所述纵向滑轨组件上设有能相对所述安装架上下移动的升降架,所述升降架上安装有冷却成型辊,在所述安装架上设有用于带动所述升降架相对所述安装架上下移动的第一升降组件,在所述安装架上设有第二冷却辊,在所述安装架的前后任意一侧设有与所述冷却成型辊内部以及所述第二冷却辊连通的冷却液输送装置,所述冷却成型辊的上方左右分别设有负压组件以及正压风刀组件,所述负压组件与所述正压风刀组件分别位于模具出料口的左右两侧;所述冷却成型辊上方设有龙门架,所述冷却成型辊上方设有模具,所述模具固定设置在所述龙门架,所述挤出装置与所述模具的入料口连接;所述供料装置的出料口与所述挤出装置入料口连接。本实用新型通过设置了负压组件以及正压风刀组件,膜料在模具输出到冷却成型辊进行冷却成型,在成型的同时,负压组件负责抽风,而
正压风刀组件负责吹风,使膜料平整的贴合在冷却成型辊进行冷却成型,从而能有效的保证膜料平整度。
附图说明
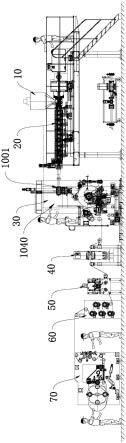
28.图1为本实用新型的平面结构示意图之一;
29.图2为本实用新型中成型装置的平面结构示意图;
30.图3为本实用新型中成型装置的立体结构示意图之一;
31.图4为本实用新型中成型装置的立体结构示意图之二;
32.图5为本实用新型中成型装置的立体结构示意图之三;
33.图6为本实用新型中成型装置的剖面结构示意图之一;
34.图7为本实用新型中成型装置的剖面结构示意图之二;
35.图8为本实用新型中正压风刀组件的立体结构示意图之一;
36.图9为本实用新型中正压风刀组件的立体结构示意图之二;
37.图10为本实用新型图8中a处放大结构示意图;
38.图11为本实用新型中分切收卷装置的平面结构示意图;
39.图12为本实用新型中分切收卷装置的剖面结构示意图;
40.图13为本实用新型中分切收卷装置的立体结构示意图之一;
41.图14为本实用新型中分切收卷装置的立体结构示意图之二;
42.图15为本实用新型中再结晶装置的立体结构示意图;
43.图16为本实用新型中挤出装置的立体结构示意图。
具体实施方式
44.下面结合附图及实施例对本实用新型作进一步描述;
45.参见图1-图16,一种多层共挤流延膜设备,包括依次设置的供料装置10、挤出装置20、成型装置30、测厚装置40、电晕装置50、再结晶装置60以及分切收卷装置70;
46.所述成型装置30包括安装架1014,在所述安装架1014的右侧设有纵向滑轨组件1016,所述纵向滑轨组件1016上设有能相对所述安装架1014上下移动的升降架1010,所述升降架1010上安装有冷却成型辊1017,在所述安装架1014上设有用于带动所述升降架1010相对所述安装架1014上下移动的第一升降组件1011,在所述安装架1014上设有第二冷却辊1015,在所述安装架1014的前后任意一侧设有与所述冷却成型辊1017内部以及所述第二冷却辊1015连通的冷却液输送装置1019,所述冷却成型辊1017的上方左右分别设有负压组件1002以及正压风刀组件1004,所述负压组件1002与所述正压风刀组件1004分别位于模具1001出料口的左右两侧;
47.所述冷却成型辊1017上方设有龙门架1040,所述冷却成型辊1017上方设有模具1001,所述模具1001固定设置在所述龙门架1040,所述挤出装置20与所述模具1001的入料口连接;
48.所述供料装置10的出料口与所述挤出装置20入料口连接;
49.参见图16,所述供料装置10为多个料桶100,所述挤出装置20包括多台挤出机200以及一台分配器210;
50.所述料桶100的出料端与所述挤出机200的入料端进行连接,所述挤出机200的出料端与所述分配器210进行连接。分配器210的出料端与模具1001的入料端进行连接;
51.所述挤出机200、分配器210以及料桶100均采用现有技术的产品;
52.在实际生产时,多条挤出螺杆分别将不同的原料通过螺杆的内部精密流道及在不同的温度下呈线性将材料塑化融化,经过分配器的定量、定比混合后送进平肩式模头横向挤出,膜料落在冷却成型辊上进行冷却;
53.本实用新型中,所述测厚装置40与电晕装置50均采用现有技术或市售产品。所述测厚装置40能实时测量膜料的厚度;
54.所述电晕装置50能对膜料的上下面进行电火花加工,正反面电火花后改变材料表面极性便于下一工序的操作;
55.再结晶装置60由左右间隔设置的机座610以及多根加热辊620组成;
56.所述加热辊620内部中空且具有电加热模块;
57.经过电晕后材料表面温度升高且内部分子结构分布不均,此时通过再结晶装置,通过不同温度的回火工艺,多辊式在线热处理机构,且各辊均采用模温机进行独立的温控,适合的工艺温度有效地控制膜面收缩率使得材料内部变得稳定;
58.本实用新型的工作流程;
59.1、进料装置向挤出装置内加入对应的原料;
60.2、挤出机将原料螺旋输送并将原料熔化输送至模具内;
61.3、膜料在模具的模头横向挤出;
62.4、膜料经冷却成型辊冷却成型后经第二冷却辊进入到测厚装置40内进行测厚;
63.5、测厚完毕后,通过电晕装置50对薄膜的正反面进行电火花加工;
64.6、电火花加工后,通过再结晶装载60对薄膜进行加热加工,多根加热辊能实现不同温度的加工;
65.7、加工完毕后,通过分切收卷装置70对薄膜进行分切再收卷;
66.本实用新型中,所述第一升降组件1011采用现有通过电动进行升降的往复移动机构,例如电动缸;
67.本实用新型中,冷却成型辊1017与第二冷却辊1015的内部均为中空设置。冷却液输送装置1019也采用现有的结构,其能向冷却成型辊1017与第二冷却辊1015的内部输送冷却液,以实现对从模具输出的薄膜进行冷却。该装置以及冷却辊为现有技术,本领域技术人员能从现有技术中获知;
68.在实际的生产时,膜料在模具输出到冷却成型辊进行冷却成型,在成型的同时,负压组件负责抽风,而正压风刀组件负责吹风,使膜料平整的贴合在冷却成型辊进行冷却成型,从而能有效的保证膜料平整度;
69.参见图5和图6,所述负压组件1002包括设置在模具1001出料口左侧的负压风罩1021,还包括有离心风机1022,所述离心风机1022的输入端连接有多根风管1023,所述风管1023与所述负压风罩1021连接,还包括有龙门架1040,所述离心风机1022设置在所述龙门架1040上。所述负压风罩1021靠近模具1001的一侧壁面上设有导风板1050,所述导风板1050延伸至所述模具1001的下端面上,所述导风板1050的下端面与所述冷却成型辊1017之间具有吸风空间;
70.即,在使用时,离心风机1022抽风,带动模具下方的空气从负压风罩1021进入到风管1023、再从离心风机排出。即使得从模具输出的膜料更好的贴附在冷却成型辊上。从而能有效的保证膜的平整度;
71.参见图7至图9,所述正压风刀组件1004包括左右间隔设置的固定座1031,所述固定座1031左右滑动设置在所述升降架1010上,在所述固定座1031上设有用于与所述升降架1010连接的左右横移调节机构1006,在所述固定座1031上滑动设置有能相对所述固定座1031上下移动的移动座1032,在所述固定座1031上设有用于带动所述移动座1032上下移动的第二升降组件1007,还包括有出风管1033,所述出风管1033的左右两端可旋转设置在所述移动座1032上,所述出风管1033至少一端开口设置,所述出风管1033开口一端连接外部的风机,在所述出风管1033朝向模具1001出料口的一侧均布有出风口1034,所述移动座1032上设有用于调节所述出风管1033角度的调节组件1005;
72.所述第二升降组件1007采用现有通过电动进行升降的往复移动机构,例如电动缸;
73.所述左右横移调节机构1006采用现有通过电动进行升降的往复移动机构,例如电动缸。或者是通过手摇调节的丝杆往复移动机构。其只需带动固定座1031相对升降架1010左右横向移动调节左右位置即可;
74.即,通过风机吹风,气流进入到出风管1033内,然后从出风口1034吹到薄膜的表面,使薄膜与冷却成型辊1017进行贴合,以保证薄膜的平整度;
75.参见图1和图6,所述正压风刀组件1004的左右两侧还设有用于对所述冷却成型辊1017进行放电使冷却成型辊1017产生静电吸附作用的放电组件1003。放电使材料在没有贴辊情况下快速贴附成型辊保证两侧材料与中间材料厚薄均匀;
76.参见图4,所述冷却成型辊1017的左右两侧还设有摆臂1020,所述摆臂1020的上端可转动设置在所述升降架1010上,所述摆臂1020的转动轴心与所述冷却成型辊1017的轴心互为同轴设置,在两根所述的摆臂1020的下部上下滑动设置有滑块1009,在两个所述的滑块1009之间安装有压合辊1008,所述摆臂1020上设有用于带动所述滑块1009上下移动的第一气缸1018,所述摆臂1020的上端套设在所述冷却成型辊1017的左右两端,在所述升降架1010上设有用于驱动所述摆臂1020相对所述冷却成型辊1017转动的摆动转动机构;
77.压合辊1008与冷却成型辊1017配合,行成压合辊组,将材料表面细微杂质分子通过清理辊表面的沟槽吸附清除,并展撵材料清除气泡防止起皱;
78.所述摆动转动机构,优先采用电机以及齿轮传动。即,在摆臂上安装一个与其转动轴心互为同轴的从动齿轮,在升降架1010上安装一个第一电机,第一电机的电机轴安装一个与从动齿轮啮合的主动齿轮。这样一来,第一电机在转动时,能通过主动齿轮带动从动齿轮进行转动;
79.进一步,在冷却成型辊1017的左右两端上套设有轴承,所述摆臂1020的上端开设有安装孔,安装孔内套设有转动轴承,转动轴承的内圈套设在冷却成型辊1017的外壁上,即,摆臂1020能相对冷却成型辊1017进行转动。当然,这只是转动设置的一种方式,也可以采用现有技术中其他的转动设置方式;
80.参见图1,所述安装架1014的前后两侧下端面上分别有轨道轮1013,在所述安装架1014的下方前后分别设有横移轨道1012,所述轨道轮1013滑动设置在所述横移轨道1012
上。所述轨道轮1013通过电机进行驱动,也就是,安装架1014在电机的驱动下,能通过轨道轮相对于横移轨道进行横向滑动;
81.参见图9,所述调节组件1005包括设置在所述出风管1033一端的涡轮1035,在所述涡轮1035下方的移动座1032上可转动设置有与所述涡轮1035相啮合的蜗杆1036,在所述蜗杆1036上设有转动把手1037。即,通过转动把手带动蜗杆转动,驱使涡轮转动从而带动出风管1033转动,调节其出风角度;
82.所述出风管1033的左右两端套设有轴承,轴承通过轴承座固定安装在移动座1032上;
83.所述分切收卷装置70包括机架2001,在所述机架2001的右侧依次设有张力传导装置一2002、分切机构2003、牵引装置2004以及张力传导装置二2006;
84.在所述机架2001上还设有横向轨道2015,所述横向轨道2015上活动插接有能相对所述横向轨道2015滑动的移动架2009,在所述移动架2009上设有能驱使所述移动架2009相对所述横向轨道2015左右移动的移动机构2008,所述移动架2009上设有导向辊一2016;
85.在所述机架2001的左侧设有能相对所述机架2001转动的翻转机构2012,所述翻转机构2012上至少设有一根收卷轴2011;
86.所述移动架2009上还设有与所述收卷轴2011配合的间隙压辊2010;
87.在所述收卷轴2011与所述间隙压辊2010之间上下分别设有检测电眼;
88.本实用新型,通过移动机构能带动移动架左右移动,从而带动间隙压辊移动,在检测电眼的作用下,调节间隙压辊与收卷轴的间距,这样一来能保证间隙压辊与收卷轴形成一定的间距,以实现在收卷过程均匀卷入部分空气作为预留收缩引起的间隙余量;
89.本实用新型中,所述移动机构2008采用齿条齿轮的方式进行传动,即在移动架2009上固定安装有齿条,而齿轮则安装在一个转动组件上,该转动组件可以是电机,即,在电机的电机轴上安装一个齿轮,齿轮与齿条进行啮合,这样一来,在电机进行转动过程中,能带动齿轮转动,从而驱使齿条进行直线移动,电机采用正反转的方式,从而在正反转的过程中,移动架实现往复移动;
90.本实用新型中,所述翻转机构2012包括转动设置在所述机架2001上的转动盘2013,转动盘2013前后对称设置有两个,收卷轴2011的两端转动设置在转动盘2013上,所述机架2001上设有用于带动所述转动盘2013转动的第一转动组件,所述转动盘2013上设有用于带动所述收卷轴2011转动的第二转动组件;
91.参见图1,所述机架2001的右侧依次设有导向辊二2000、导向辊三2017以及导向辊四2018;
92.所述张力传导装置一2002设置在所述导向辊二2000与所述导向辊三2017之间;
93.所述牵引装置2004设置在所述导向辊三2017与所述导向辊四2018之间;
94.所述张力传导装置二2006设置在所述导向辊四2018与所述导向辊一2016之间;
95.所述张力传导装置一2002与所述张力传导装置二2006均匀两个张力传感器以及安装在张力传感器上的传导辊组成;
96.所述分切机构2003设置在所述导向辊三2017右侧的机架2001上,所述分切机构2003由多把气动分切刀组成,所述气动分切刀的刀刃与流延膜接触;
97.参见图1,所述导向辊四2018与所述张力传导装置二2006之间还设有边料回收装
置2005;
98.参见图1,所述移动架2009下方的机架2001上还设有用于对流延膜进行切断的断料装置2007,所述断料装置2007由机械手2107以及设置在所述机械手2107上的切刀2207组成。所述切刀采用现有的气动分切刀。气动分切刀能将薄膜进行分切;
99.还包括有底板2020,所述底板2020上设有摇摆机构2014,所述机架2001设置在所述摇摆机构2014上,所述摇摆机构2014能驱使所述机架2001进行前后摆动。设计摇摆式收卷偏摆厚薄位置行成均匀的卷料;设置两段收卷张力确保收卷张力的稳定性
100.参见图1至图2,所述摇摆机构2014包括安装在所述机架2001左右两侧的多个滑轮2022,在所述滑轮2022下方的底板2020上设有横向导轨2021,所述滑轮2022设置在所述横向导轨2021内,在所述底板2020上设有摆动电机2023,所述摆动电机2023的电机轴上设有转盘2024,所述转盘2024上偏心设置有一根连接杆2025,在所述机架2001的内侧设有铰接座2026,所述连接杆2025与所述铰接座2026铰接;
101.所述连接杆2025通过转轴可转动设置在所述转盘2024上,这样一来,在摆动电机带动转盘2024转动,能带动连接杆2025偏心转动,驱动机架相对横向导轨2021前后横移;
102.参见图3,所述边料回收装置2005包括主回收管2030,所述主回收管2030上设有多根向上延伸的入料管2031,所述主回收管2030一端开口、另一端封闭、在其开口一端设有出料管2032,所述出料管2032连接有风机2033。风机起到2033带动空气流通,空气流通能带动废料从人料管进入到主回收管2030内,在从出料管2032输出;
103.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量;
104.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1