一种条状塑料在线同步闭环造粒机的制作方法
1.技术领域:本实用新型涉及的是一种造粒机的改进,特别涉及的是一种能够连续送料的一种条状塑料在线同步闭环造粒机。
背景技术:
2.现有技术中,成卷的塑料在加工时,要对两边的废边进行裁切,该加工设备均是连续的开机运行状态,废料不及时处理,则会进行堆积,又要通过人工将该废料拿到粉碎机进行粉碎,再进行造粒回收,这个环节就比较费时费力。因此,要出现一种和该设备联机的塑料造粒机,而虽然市场上有联机的造粒机出现,但是,都是废边直接与造粒机的送料仓衔接,废边处理的速度并非一致的,有快有慢,如果送料过快,那么废边就会在送料仓的基础螺杆部位进行堆积,又或者会在通道进行堆积,又或者会垂挂,一旦堆积,就无法将该条状塑料进行挤碎,也就无法正常送入;而一旦送料过慢,又会出现断料现象,又要人工将该塑料的头部拉进送料仓,因此一直造成对联机送料的困扰。
技术实现要素:
3.鉴于此,本实用新型的目的是为了提供一种在联机送料时不间断进行的一种条状塑料在线同步闭环造粒机。
4.该种条状塑料在线同步闭环造粒机,包括挤出螺杆,在其挤出螺杆的上方设有送料仓,其特征在于所述送料仓底部与挤出螺杆衔接,顶部与送料通道衔接,送料通道由第一料筒和第二料筒构成,第一料筒的内径大于第二料筒的内径,第一料筒底部的进气口与风机接通后产生进气通道,第二料筒插入第一料筒内,且第二料筒的开口端越过第一料筒底部的进气通道的进气端,当风机的气流从第一料筒的进气端吹入气流后,该气流沿第二料筒的外壁向周边扩散,扩散至第二料筒的开口端时会形成物料推送气流,第二料筒的另一端为物料送入端。
5.作为优选,所述风机还通过管路与挤出螺杆外面的腔体接通,在其腔体表面的接通出设有网眼,所述腔体通过风机吸风产生负压,形成一个将物料向下的拉力。这样,可以实现一个正负压循环,上方管路内的气流有一个向前推送的气流为正压,是由吹风机的吹力产生,而腔体内又有一个吹风机形成的吸力产生一个负压,这样的循环可以将物料非常顺畅的送入挤出螺杆处,而且也不会使物料产生堆积,当然,这些也可以通过风机的转速调节来进行控制,转速调节只是一个增加的一个功能,并非必须要调节转速来实现连续送料,只要有循环,也可以实现。另外,这里也可以将一些挤出螺杆未挤出的颗粒状的的碎料通过负压,从网眼中被风机吸入,然后被风机吹入第一料筒,再沿第一料筒的筒壁被吹入送料仓继续被挤压螺杆挤压。
6.作为优选:所述第一料筒可由两段构成,前方与送料仓接通为前段,后端供第二料筒插入为后段,后段的内径大于前段的内径,并且前后两段之间通过锥形料筒连接,第二料筒可在第一料筒的锥形位置范围内进行气流大小的调节,由于锥形料筒的内径为变径,由
大变小,那么,第二料筒的端部就可以在该范围内进行位置设置,来实现气流大小,第二料筒的内径和锥形料筒的截面内径越接近,气流就会越大,反之就会变小。这可以根据物料输送的速度进行调节。这里的调节可以人工调节,当然也可以机械调节,通过电机或气缸与第二料筒连接后,进行机械自动调节。
7.所述送料仓底部还设有碎料喂料嘴,这个喂料嘴可以将碎料从这里人工送入。
8.本实用新型通过两个料筒的设置,接通风机,通过风机与第一料筒接通后对第二料筒进行吹起,在第二料筒的筒壁产生一个向前推送的气流,就可以将第二料筒开口处的物料向前吹,那么就可以实现条状物料连续输送,就可以实现与后方的物料裁切进行联机不间断工作。
附图说明
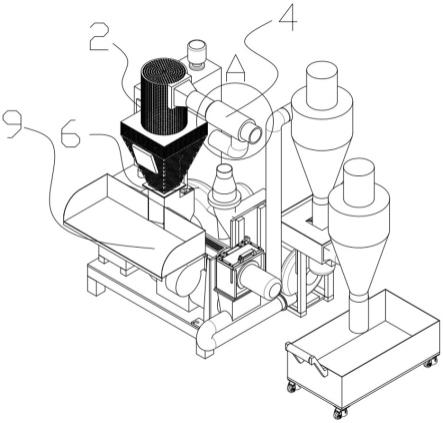
9.图1为本实用新型的立体图;
10.图2为本实用新型的后视图;
11.图3为本实用新型的右视图;
12.图4为图1的a处第一料筒、第二料筒的剖视图。
13.附图标记
14.2、送料仓;4、第一料筒;5、第二料筒;6、风机;7、进气通道;8、进气端;9、碎料喂料嘴;11、前段;12、后段;13、锥形料筒。
具体实施方式
15.下面结合实施例对本实用新型作进一步详细描述。
16.实施例1:该种条状塑料在线同步闭环造粒机,该造粒机本身都是市售产品,因此结构就不仔细进行展开阐述,再说造粒机的结构也并非本实用新型的重点,但是造粒机主要包括挤出螺杆,在其挤出螺杆的上方设有送料仓2,所述送料仓2底部与挤出螺杆衔接,顶部与送料通道衔接,送料仓2可以为封闭的与挤出螺杆衔接衔接,当然也可以是不封闭的格栅,主要是供物料送入,送料通道由第一料筒4和第二料筒5构成,第一料筒4的内径大于第二料筒5的内径,第一料筒4底部的进气口与风机6接通后产生进气通道,第二料筒5插入第一料筒内,且第二料筒5的开口端越过第一料筒底部的进气通道7的进气端8,这里主要保护的是两个料筒(第一料筒4和第二料筒5)安装后,其夹层内会产生向前吹料的气流,而第二料筒5的长度并非有所限制,只要前端越过进气通道7就可以,后端其实不做要求,后端可以和第一料筒4成一体,也可以相互独立,主要是供条状物料送入。当风机的气流从第一料筒4的进气端8吹入气流后,该气流沿第二料筒5的外壁向周边扩散,扩散至第二料筒5的开口端时会形成物料推送气流,第二料筒5的另一端为物料送入端。
17.本实用新型的实施例1为最大保护范围,物料头部被塞入第二料筒内之后,进入挤压螺杆,头部要不断的被送入挤出螺杆1挤压。风机6通过管路会向第二料筒的筒壁产生一个吹力,该吹力收到筒壁的阻挡,向两边扩散,扩散至第二料筒壁的开口处时,就会产生一个气流,该气流会将物料源源不断的向前方吹送,形成一个物料推力,因此,物料就不会在第二料筒内堆积。因此,前方的无阻碍输送加上后方的吹送,会形成一个闭环,并且配合后方的条状废料边进行输送同步,因此,构成了条状塑料在线同步闭环造粒机。
18.实施例2:该实施例是在实施例1的基础上增加的一个技术特征,具体为风机6还通过管路与挤出螺杆外面的腔体接通,在其腔体表面的接通处设有网眼,所述腔体通过风机6吸风产生负压,形成一个将物料向下的拉力。该实施例可以配合实施例1进行工作,因为由于送料仓2上面有气流的吹力,而如果物料送的过快,吹送力不够,那么这个管路循环就可以增加了一个腔体内有负压的吸力,来配合物料输送的速度。这样,即有上方的物料吹力,又有下方的吸力,产生一个循环,能够保证物料不间断的输送,并且不受物料输送速度的局限。
19.实施例3:该实施例也包含了实施例1,所第一料筒4可由两段构成,前方与送料仓2接通为前段11,后端供第二料筒5插入为后段12,后段的内径大于前段的内径,并且前后两段之间通过锥形料筒13连接,第二料筒5可在第一料筒4的锥形位置范围内进行气流大小的调节,第二料筒的开口部越靠近锥面的小截面,气流越大。该实施例主要是为了能够使气流最大,因为由于锥度的原因,第二料筒筒壁向前方吹送的气流通过锥度表面时,会快速从大截面从小截面汇集,因此会产生更大的吹送力,因此,吹送力大,则推送力也就大,这就可以对裁切速度快的设备进行联机,而将第二料筒5的开口部远离锥面的小截面时,则气流变小,因为有一部分气流已经被扩散。
20.实施例4:也包含实施例1,所述送料仓2底部还设有碎料喂料嘴9,可以将碎料进行人工送入。
21.通过上述的描述,已经将本实用新型的结构和各个实施例的具体工作进行了描述,也能够通过各增加的技术点来解决各个问题,本实用新型通过两个料筒(第一料筒4和第二料筒5)的设置,接通风机,通过风机与第一料筒接通后产生一个向前推送的气流,那么就可以实现条状物料连续输送,这样就可以实现与后方的物料裁切进行联机不间断工作,实现在线同步闭环造粒机。本实用新型与现有技术相比,具有实质性特点与显著的进步。
22.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所作的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1