门窗加工用铝型材覆膜装置的制作方法
1.本实用新型涉及门窗加工技术领域,尤其涉及门窗加工用铝型材覆膜装置。
背景技术:
2.门窗按其所处的位置不同分为围护构件或分隔构件,有不同的设计要求要分别具有保温、隔热、隔声、防水、防火等功能,新的要求节能,寒冷地区由门窗缝隙而损失的热量,占全部采暖耗热量的25%左右。门窗的密闭性的要求,是节能设计中的重要内容。门和窗是建筑物围护结构系统中重要的组成部分。作用之二:门和窗又是建筑造型的重要组成部分(虚实对比、韵律艺术效果,起着重要的作用)所以它们的形状、尺寸、比例、排列、色彩、造型等对建筑的整体造型都有很大的影响,其中铝型材门窗在加工过程中需要对铝型材原料进行覆膜操作,对其起到防护的作用。
3.与现有技术相比较存在的问题:现有的铝型材覆膜装置在对不同尺寸铝的型材加工时不便于对其覆膜机构进行调节,大部分采用手动调节,调节的速度较慢,影响覆膜操作的效率,且现有的铝型材覆膜装置在覆膜的过程中,铝型材会与覆膜装置产生摩擦,从而在铝型材的运动过程中,划伤铝型材的表面,影响产品的加工质量,为此,我们提出了门窗加工用铝型材覆膜装置,用于解决上述问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供门窗加工用铝型材覆膜装置。
5.本实用新型解决其技术问题是通过以下技术方案实现的:包括安装支架,所述安装支架的内壁设置有输送机构,所述安装支架的顶部设置有涂胶机构,所述安装支架的外侧设置有覆膜机构,所述覆膜机构包括覆膜支架,所述覆膜支架通过螺栓固定于安装支架的外侧,所述覆膜支架的内壁通过转轴连接有支撑滚轮,所述覆膜支架的一侧设置有涂胶电机,所述涂胶电机的输出端设置有螺杆,所述螺杆的外侧设置有螺纹移动座,所述螺纹移动座的底部设置有电动伸缩杆b,所述电动伸缩杆b的底部通过转轴连接有覆膜辊轴,所述安装支架靠近覆膜支架的一侧通过转轴连接有支撑滚轴,所述覆膜支架的外侧设置有电动伸缩杆c,所述电动伸缩杆c的一端通过转轴连接有定位滚轮,所述覆膜支架的侧壁设置有控制器,所述安装支架靠近覆膜机构的一侧设置有烘烤机构。
6.作为本实用新型再进一步的方案:所述安装支架的底部设置有支撑底座。
7.作为本实用新型再进一步的方案:所述输送机构包括输送电机,所述输送电机通过螺栓固定于安装支架的一侧,所述输送电机的输出端设置有齿轮轴,所述齿轮轴的外侧设置有齿轮输送带。
8.作为本实用新型再进一步的方案:所述输送电机、涂胶电机和电动伸缩杆c均与控制器电性连接。
9.作为本实用新型再进一步的方案:所述涂胶机构包括涂胶支架,所述涂胶支架通过螺栓固定于安装支架的顶部,所述涂胶支架的顶部设置有电动伸缩杆a,所述电动伸缩杆
a的底部设置有转动底座,所述转动底座的内壁通过转轴连接有涂胶滚轴,所述转动底座的顶部设置有储料箱。
10.作为本实用新型再进一步的方案:所述储料箱的顶部设置有加注口。
11.作为本实用新型再进一步的方案:所述烘烤机构包括烘烤箱,所述烘烤箱通过螺栓固定于安装支架的顶部,所述烘烤箱的顶部设置有鼓风机,所述烘烤箱的内壁设置有加热板。
12.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
13.本装置通过设置有覆膜机构,电动伸缩杆c启动,电动伸缩杆c带动定位滚轮移动,对定位滚轮与支撑滚轮之间的距离进行调节,涂胶电机启动,涂胶电机带动螺杆转动,螺杆上的螺纹和螺纹移动座内壁的螺纹相互配合,螺杆转动带动螺纹移动座移动,螺纹移动座移动带动电动伸缩杆b和覆膜辊轴移动,对覆膜位置进行调节,适应对不同尺寸的铝型材进行覆膜操作,代替人工手动调节,提高了调节的速度,进而提高了覆膜操作的效率;装置与铝型材接触的部位均为软质橡胶材质,能够在铝型材的运动过程中避免划伤铝型材的表面,提高了产品的加工质量;通过设置有烘烤机构,铝型材进入烘烤机构时,鼓风机启动,鼓风机将加热板发出的热量吹向铝型材,对其进行烘烤操作,使铝型材上的胶水与贴膜充分接触,提高覆膜的牢固程度。
附图说明
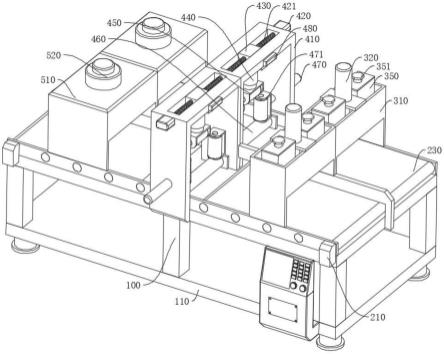
14.图1示出了根据本实用新型实施例提供的轴测结构示意图;
15.图2示出了根据本实用新型实施例提供的轴测剖视结构示意图;
16.图3示出了根据本实用新型实施例提供的图2中a部位放大结构示意图;
17.图4示出了根据本实用新型实施例提供的图2中b部位放大结构示意图;
18.图5示出了根据本实用新型实施例提供的主视剖视结构示意图;
19.图6示出了根据本实用新型实施例提供的图5中c部位放大结构示意图;
20.图7示出了根据本实用新型实施例提供的左视剖视结构示意图;
21.图8示出了根据本实用新型实施例提供的图7中d部位放大结构示意图。
22.图例说明:
23.100安装支架、110支撑底座、210输送电机、220齿轮轴、230齿轮输送带、310涂胶支架、320电动伸缩杆a、330转动底座、340涂胶滚轴、350储料箱、351加注口、410覆膜支架、411支撑滚轮、420涂胶电机、421螺杆、430螺纹移动座、440电动伸缩杆b、450覆膜辊轴、460支撑滚轴、470电动伸缩杆c、471定位滚轮、480控制器、510烘烤箱、520鼓风机、530加热板。
具体实施方式
24.请参阅图1-8,本实用新型提供一种技术方案:包括安装支架100,所述安装支架100的内壁设置有输送机构,所述安装支架100的顶部设置有涂胶机构,所述安装支架100的外侧设置有覆膜机构,所述覆膜机构包括覆膜支架410,所述覆膜支架410通过螺栓固定于安装支架100的外侧,所述覆膜支架410的内壁通过转轴连接有支撑滚轮411,所述覆膜支架410的一侧通过螺栓固定有涂胶电机420,所述涂胶电机420的输出端固定有螺杆421,所述螺杆421的外侧设置有螺纹移动座430,所述螺纹移动座430的底部通过螺栓固定有电动伸
缩杆b440,所述电动伸缩杆b440的底部通过转轴连接有覆膜辊轴450,所述安装支架100靠近覆膜支架410的一侧通过转轴连接有支撑滚轴460,所述覆膜支架410的外侧通过螺栓固定有电动伸缩杆c470,所述电动伸缩杆c470的一端通过转轴连接有定位滚轮471,所述覆膜支架410的侧壁通过螺栓固定有控制器480,所述安装支架100靠近覆膜机构的一侧设置有烘烤机构;通过设置有覆膜机构,电动伸缩杆c470启动,电动伸缩杆c470带动定位滚轮471移动,对定位滚轮471与支撑滚轮411之间的距离进行调节,涂胶电机420启动,涂胶电机420带动螺杆421转动,螺杆421上的螺纹和螺纹移动座430内壁的螺纹相互配合,螺杆421转动带动螺纹移动座430移动,螺纹移动座430移动带动电动伸缩杆b440和覆膜辊轴450移动,对覆膜位置进行调节,适应对不同尺寸的铝型材进行覆膜操作,代替人工手动调节,提高了调节的速度,进而提高了覆膜操作的效率,装置与铝型材接触的部位均为软质橡胶材质,能够在铝型材的运动过程中避免划伤铝型材的表面,提高了产品的加工质量。
25.具体的,所述安装支架100的底部通过螺栓固定有支撑底座110;通过设置有支撑底座110对装置起到支撑的作用。
26.具体的,所述输送机构包括输送电机210,所述输送电机210通过螺栓固定于安装支架100的一侧,所述输送电机210的输出端固定有齿轮轴220,所述齿轮轴220的外侧设置有齿轮输送带230;通过设置有输送机构,将铝型材放置在齿轮输送带230上,输送电机210启动,输送电机210带动齿轮轴220转动,齿轮轴220与齿轮输送带230相互啮合,齿轮轴220转动带动齿轮输送带230转动,齿轮输送带230对铝型材进行运输。
27.具体的,所述输送电机210、涂胶电机420和电动伸缩杆c470均与控制器480电性连接;通过设置有控制器480控制装置的运行,实现对铝型材的自动化涂胶、覆膜和烘烤操作,提高了装置的自动化程度。
28.具体的,所述涂胶机构包括涂胶支架310,所述涂胶支架310通过螺栓固定于安装支架100的顶部,所述涂胶支架310的顶部通过螺栓固定有电动伸缩杆a320,所述电动伸缩杆a320的底部通过螺栓固定有转动底座330,所述转动底座330的内壁通过转轴连接有涂胶滚轴340,所述转动底座330的顶部固定有储料箱350;通过设置有涂胶机构,铝型材输送至涂胶机构时,电动伸缩杆a320启动,电动伸缩杆a320带动转动底座330移动,转动底座330移动带动涂胶滚轴340移动,涂胶滚轴340对铝型材进行滚动涂胶操作。
29.具体的,所述储料箱350的顶部设置有加注口351;通过设置有531方便对储料箱350进行胶水的加注,保证涂胶机构运行的连贯性。
30.具体的,所述烘烤机构包括烘烤箱510,所述烘烤箱510通过螺栓固定于安装支架100的顶部,所述烘烤箱510的顶部通过螺栓固定有鼓风机520,所述烘烤箱510的内壁固定有加热板530;通过设置有烘烤机构,铝型材进入烘烤机构时,鼓风机520启动,鼓风机520将加热板530发出的热量吹向铝型材,对其进行烘烤操作,使铝型材上的胶水与贴膜充分接触,提高覆膜的牢固程度。
31.工作原理:使用时,将铝型材放置在齿轮输送带230上,输送电机210启动,输送电机210带动齿轮轴220转动,齿轮轴220与齿轮输送带230相互啮合,齿轮轴220转动带动齿轮输送带230转动,齿轮输送带230对铝型材进行运输,铝型材输送至涂胶机构时,电动伸缩杆a320启动,电动伸缩杆a320带动转动底座330移动,转动底座330移动带动涂胶滚轴340移动,涂胶滚轴340对铝型材进行滚动涂胶操作,铝型材进入覆膜机构时,电动伸缩杆c470启
动,电动伸缩杆c470带动定位滚轮471移动,对定位滚轮471与支撑滚轮411之间的距离进行调节,对铝型材进行定位,涂胶电机420启动,涂胶电机420带动螺杆421转动,螺杆421上的螺纹和螺纹移动座430内壁的螺纹相互配合,螺杆421转动带动螺纹移动座430移动,螺纹移动座430移动带动电动伸缩杆b440和覆膜辊轴450移动,根据铝型材的尺寸对覆膜位置进行调节,覆膜辊轴450与支撑滚轴460配合对铝型材进行覆膜操作,铝型材进入烘烤机构时,鼓风机520启动,鼓风机520将加热板530发出的热量吹向铝型材,对其进行烘烤操作,使铝型材上的胶水与贴膜充分接触,提高覆膜的牢固程度。
32.本实用新型虽公开了实施例和附图,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本实用新型的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1