一种用于成型汽车座椅导套的滑块进胶模具结构的制作方法
1.本实用新型涉及注塑模具技术领域,特别涉及一种用于成型汽车座椅导套的滑块进胶模具结构。
背景技术:
2.注塑成型又称注射模塑成型,在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。
3.现有公告号为cn 217531731 u的中国专利,公开了一种胶框注塑模具,包括:下模板、模仁、四个滑块、四个流道及上模板,四个滑块与模仁之间形成型腔,每一滑块朝向模仁的一面设置有至少一个凸出部,每一凸出部开设有进胶口,各进胶口分别与型腔连通,每一流道设置于一滑块上,流道与各进胶口相互连通,上模板与下模板相互间隔设置,上模板用于活动封闭型腔。
4.但上述的注塑模具存在以下缺点:其滑块是通过驱动装置如油缸驱使进行直线往复运动的,油缸会使模具整体的占用面积变大,另外该模具的成型品在成型后没有顶出机构,脱模不够方便。
技术实现要素:
5.本实用新型的目的是提供一种用于成型汽车座椅导套的滑块进胶模具结构,采用在上模仁和下模仁之间加装若干滑块共同形成型腔,在其中一个滑块表面开设进胶的中间流道,后续开模时通过导向结构带动滑块远离成型品,使滑块上的料头与下模仁上的成型品相分离,最后通过顶杆从滑块上对应顶出料头和成型品,具有结构紧凑、成型品自动顶出脱模、料头自动断裂脱落的效果。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种用于成型汽车座椅导套的滑块进胶模具结构,包括有上模仁、下模仁、若干滑块,所述上模仁、所述下模仁与若干所述滑块之间形成型腔,所述上模仁开设有注胶口,所述下模仁开设有进胶孔,所述进胶孔与所述型腔连通,至少一个所述滑块表面开设有中间流道,所述中间流道连通所述注胶口和所述进胶孔,所述滑块还开设有顶出孔,所述顶出孔一端连通所述中间流道,所述顶出孔另一端贯穿所述滑块,所述下模仁开设有若干通孔,所述通孔内设有顶杆,所述顶杆与所述通孔活动配合;所述上模仁与若干所述滑块之间设有导向结构,所述导向结构使所述滑块沿水平方向靠近或者远离所述下模仁,当注塑成型时,所述滑块贴紧下模仁,所述顶出孔与所述通孔错位设置;当开模时,所述滑块远离所述下模仁,所述顶出孔与所述通孔相对应。
7.通过采用上述技术方案,在注塑开始时,上模仁盖合在下模仁上,若干滑块围设于上模仁和下模仁之间,使上模仁、下模仁和若干滑块之间形成型腔,此时一滑块的中间流道两端分别与注胶口和进胶孔连通,然后从注胶口注胶进行注塑成型,滑块的整个中间流道和顶出孔中的胶料共同形成料头,成型后通过外部驱动力使上模仁向上抬起,通过导向结
构的导向作用,使若干滑块水平方向远离下模仁,让中间流道的出口端远离进胶孔的入口端,如此,使滑块内的料头在进胶孔位置与成型品之间相互分离,实现料头从成型品上的自动剥离,若干滑块只能沿水平方向进行移动,当滑块滑动至距离成型品最远端时,通孔与顶出孔中心重合,通过外部驱动力作用顶杆,顶杆依次穿过通孔并伸入顶出孔中,使料头从滑块上脱离。具有结构紧凑、成型品自动顶出脱模、料头在开模时即可自动断裂脱落的效果。
8.本实用新型的进一步设置为:对应所述顶出孔的一所述通孔的孔径小于或等于所述顶出孔的孔径。
9.通过采用上述技术方案,对应顶出孔的一个通孔的尺寸小于或者等于顶出孔的尺寸,使顶杆能够顺利地从通孔中穿入顶出孔中,对成型品从滑块上顶出。
10.本实用新型的进一步设置为:所述导向结构包括斜导柱和导向孔,所述导向孔倾斜开设于所述滑块,所述斜导柱与所述导向孔导向配合。
11.通过采用上述技术方案,上模仁的上下移动能够带动斜导柱同步位移,省去了额外的作用于斜导柱的驱动力,节省成本和空间。
12.本实用新型的进一步设置为:所述上模仁设有若干固定块,所述固定块倾斜开设有安装孔,所述安装孔内安装有所述斜导柱。
13.通过采用上述技术方案,斜导柱固定安装在上模仁四周的固定块上,方便后续对斜导柱的更换。
14.本实用新型的进一步设置为:所述斜导柱的端部设为半球形。
15.通过采用上述技术方案,半球形的斜导柱端部,可以有效减少斜导柱在导向孔内滑移时,其端部与导向孔内壁硬性摩擦导致损坏。
16.本实用新型的进一步设置为:所述导向孔与所述斜导柱之间设有润滑涂层。
17.通过采用上述技术方案,润滑图层可以有效减少斜导柱侧壁与导向柱内壁之间的摩擦力,提高本实用新型的使用寿命。
18.本实用新型的进一步设置为:所述进胶孔靠近所述型腔的一端小于所述进胶孔远离所述型腔的一端。
19.通过采用上述技术方案,在滑块远离成型品时,料头与成型品的断裂位置能够保证贴近于进胶孔靠近型腔的一端。
20.本实用新型的进一步设置为:所述进胶孔开设于所述下模仁的型腔侧壁。
21.通过采用上述技术方案,当料头与成型品分离时,断裂部位位于成型品的侧面,而不是在成型品表面,这样产品的表面无需后续修补,更加美观。
22.本实用新型的进一步设置为:所述下模仁开设有若干冷却水道。
23.通过采用上述技术方案,在注塑完成后可以通过往冷却水道加注循环冷却水进行冷却,加快成型品的成型速度,节省时间成本,利于工业化的生产。
24.本实用新型的进一步设置为:所述下模仁开设有若干滑道,所述滑块对应所述滑道开设有滑轨,所述滑轨与所述滑道滑动配合。
25.通过采用上述技术方案,通过滑道与滑轨的滑动配合,可以有效防止滑块相对下模仁直线水平方向发生偏移,使本实用新型注胶和开模顶出时通孔与顶出孔对应不上,影响注胶和开模时的成型品顶出。
26.综上所述,本实用新型具有以下有益效果:采用在上模仁和下模仁之间加装若干
滑块共同形成型腔,在其中一个滑块表面开设进胶的中间流道,后续开模时通过导向结构带动滑块远离成型品,使滑块上的料头与下模仁上的成型品相分离,最后通过顶杆从滑块上对应顶出料头和成型品,具有结构紧凑、成型品自动顶出脱模、降低成本、料头自动断裂脱落、减少修剪料头及修补成型品的工序、外观完整的效果。
附图说明
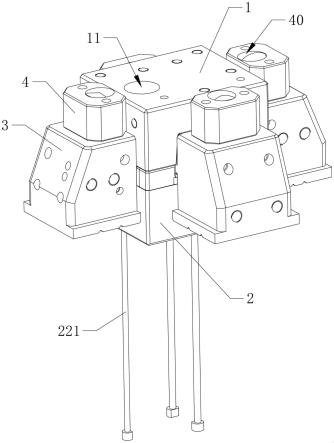
27.图1是本实用新型的结构图,处于合模状态。
28.图2是本实用新型另一结构图,处于开模状态。
29.图3是本实用新型的纵向剖视图,处于合模状态。
30.图4是本实用新型的俯视图,处于开模状态。
31.图5是本实用新型图4中a-a截面的剖视图。
32.图6是本实用新型顶杆顶出料头和成型品时的纵向剖视图,上模仁和斜导柱未示出。
33.图7是本实用新型顶杆顶出料头和成型品时,图4中b-b截面的剖视图,上模仁和斜导柱未示出。
34.图中:1、上模仁;11、注胶口;2、下模仁;21、进胶孔;22、通孔;221、顶杆;23、冷却水道;24、滑道;3、滑块;31、中间流道;32、顶出孔;33、导向孔;34、滑轨;4、固定块;40、安装孔;41、斜导柱;5、型腔。
具体实施方式
35.下面结合附图对本实用新型作进一步的说明。
36.一种用于成型汽车座椅导套的滑块进胶模具结构,如图1-3所示,包括有上模仁1、下模仁2、四个滑块3,四个滑块3分别位于下模仁2的四周,每个滑块3两侧均设有限位块,在外部设备中对应限位块设有对应的限位结构,限位结构未示出,限位块与限位结构限位滑动配合,使四个滑块3只能沿水平直线方向进行滑移,合模状态时上模仁1、下模仁2与四个滑块3之间形成型腔5,上模仁1开设有注胶口11,下模仁2开设有进胶孔21,进胶孔21与型腔5连通,一个滑块3表面开设有中间流道31,中间流道31连通注胶口11和进胶孔21,滑块3还开设有顶出孔32,顶出孔32一端连通中间流道31,顶出孔32另一端连通滑块3的端面,下模仁2对应开设有三个通孔22,其中一个通孔22对应开模时滑块3的顶出孔32开设,另外两个通孔22对应成型品底部的两侧开设在下模仁2上,对应顶出孔32的一通孔22的尺寸小于或者等于顶出孔32的尺寸,使对应顶杆221能够顺利地从通孔22中穿入至顶出孔32中,让成型品从滑块3上被顶出,通孔22内设有顶杆221,顶杆221与通孔22滑动配合,顶杆221下方设有驱动装置,驱动装置未示出,驱动装置带动顶杆221上下直线运动,驱动装置可以是油缸或者其他可使顶杆221上下直线运动的装置。
37.如图5-7所示,上模仁1上方设有升降装置,升降装置可以使上模仁1在竖直的直线方向运动,该升降装置可以是油缸或者其他使上模仁1直线运动的装置,上模仁1上方设有上模板(未示出),上模板下端固定连接有上模仁1和四个固定块4,四个固定块4分别围设在上模仁1四周,固定块4与四个滑块3之间设有导向结构,导向结构使滑块3水平方向靠近或者远离下模仁2,导向结构包括斜导柱41和导向孔33,导向孔33倾斜开设于滑块3上,固定块
4中部对应导向孔33开设有倾斜的安装孔40,斜导柱41固定安装在安装孔40内,使斜导柱41倾斜固定安装在固定块4上,区别于斜导柱41直接焊接在上模仁1四周,固定块4的设置可以方便后续对斜导柱41的更换;斜导柱41与导向孔33一一对应导向配合,上模仁1的上下移动能够带动斜导柱41同步位移,省去了额外的作用于斜导柱41的驱动力,节省成本和空间,当滑块3远离下模仁2至最远端时,通孔22与顶出孔32中心重合,在注塑前,顶出孔32与通孔22错位设置,上模仁1盖合在下模仁2上,通过导向结构的导向配合使四个滑块3与上模仁1、下模仁2进行合模形成型腔5,此时然后可以开始注塑,在注塑的整个过程中滑块3下端始终贴紧下模仁2的上抵挡台面;当注塑完成后,通过升降装置驱动上模仁1向上抬起,升降装置未示出,通过导向结构的导向作用,使四个滑块3水平方向远离成型品,直至顶出孔32与通孔22相对应,在远离成型品的过程中,滑块3内的料头在进胶孔21位置与成型品之间相互断裂,之后可通过顶杆221进行对料头和成型品的顶出。
38.如图3和图5所示,斜导柱41的端部设为半球形,半球形的斜导柱41端部,可以有效减少斜导柱41在导向孔33内滑移时,其端部与导向孔33内壁硬性摩擦导致损坏;斜导柱41外壁涂有润滑脂或者润滑油,当斜导柱41插入到导向孔33后,斜导柱41与导向孔33之间形成润滑涂层,润滑图层可以有效减少斜导柱41侧壁与导向柱内壁之间的摩擦力,提高本实用新型的使用寿命。
39.如图5-7所示,进胶孔21靠近型腔5的一端小于进胶孔21远离型腔5的一端,在滑块3远离成型品时,料头与成型品的断裂位置能够保证贴近于进胶孔21靠近型腔5的一端,实现了成型品与料头的断裂分离;另外进胶孔21出口的位置开设于下模仁2的侧壁远离成型件表面的位置,例如开设在对应成型件中部的位置,当料头与成型品分离时,断裂部位于成型品的侧面,而不是在成型品表面,这样注塑成型的成型品的表面就会十分美观,产品的表面无需后续修补。
40.如图3和图5所示,下模仁2开设有若干冷却水道23,在注塑完成后可以通过往冷却水道23加注循环冷却水进行冷却,加快成型品的成型速度,节省时间成本,利于工业化的生产。
41.如图2所示,下模仁2开设有若干滑道24,滑块3对应滑道24开设有滑轨34,滑轨34与滑道24滑动配合,通过滑道24与滑轨34的滑动配合,可以有效防止滑块3相对下模仁2直线水平方向发生偏移,使本实用新型注胶和开模顶出时通孔22与顶出孔32对应不上,影响注胶和开模时的成型品顶出。
42.本实用新型的基本工作原理为:在注塑开始时,上模仁1盖合在下模仁2上,若干滑块3围设于上模仁1和下模仁2之间,使上模仁1、下模仁2和若干滑块3之间形成型腔5,此时一滑块3的中间流道31两端分别与注胶口11和进胶孔21连通,然后从注胶口11注胶进行注塑成型,滑块3的整个中间流道31和顶出孔32中的胶料共同形成料头,成型后通过外部驱动力使上模仁1向上抬起,通过导向结构的导向作用,使若干滑块3水平方向远离下模仁2,让中间流道31的出口端远离进胶孔21的入口端,如此,使滑块3内的料头在进胶孔21位置与成型品之间相互分离,实现料头从成型品上的自动剥离,若干滑块3只能沿水平方向进行移动,当滑块3滑动至距离成型品最远端时,通孔22与顶出孔32中心重合,通过外部驱动力作用顶杆221,顶杆221依次穿过通孔22并伸入顶出孔32中,使料头从滑块3上脱离。具有结构紧凑、成型品自动顶出脱模、料头在开模时即可自动断裂脱落的效果。
43.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1