注塑件自动剪水口称重检测及装盒装置的制作方法
本技术涉及剪水口及装盒设备领域,具体是涉及一种注塑件自动剪水口称重检测及装盒装置。
背景技术:
1、汽车旋钮一般注塑而成,注塑后还需进行电镀,为了方便电镀,注塑完成后的汽车旋钮一般保留水口料,待电镀完成后再依靠人工逐一剪去水口料。在剪切水口料过程中,只能通过目测检查其电镀层外观,无法检测电镀层厚度是否符合要求。现有该方法,不仅效率低下,而且还需耗费较多人力,不利于降低生产成本。
技术实现思路
1、本实用新型的目的是提供一种集自动剪水口、检查电镀层厚度和装盒等功能于一体的注塑件自动剪水口称重检测及装盒装置。
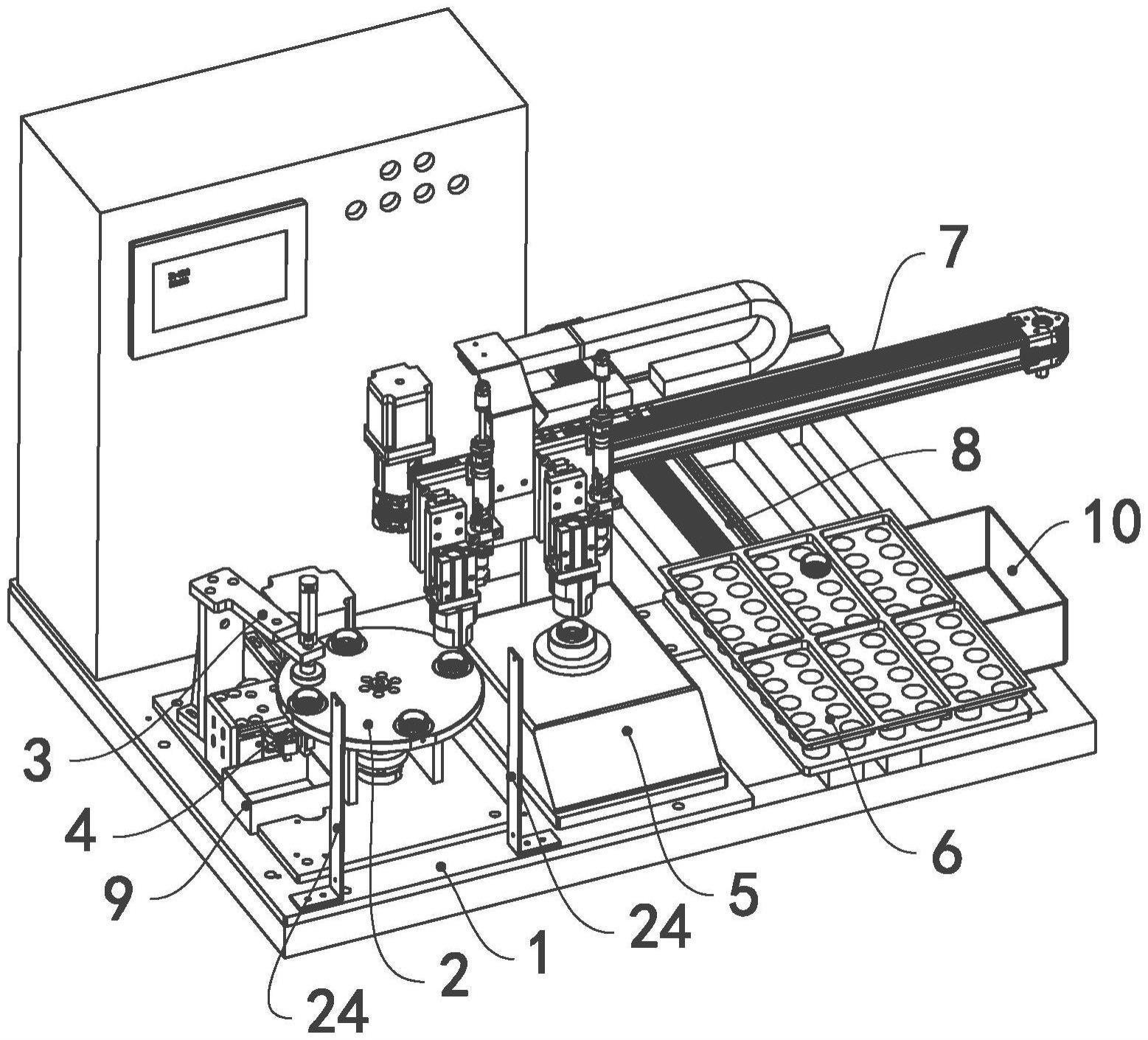
2、为了实现上述的目的,本实用新型提供的注塑件自动剪水口称重检测及装盒装置包括步进旋转机构、下压固定机构、剪水口机构、称重器、料盘和下料装盘机构,步进旋转机构包括转盘、旋转驱动装置和多个第一定位座,旋转驱动装置驱动转盘绕其中心旋转,多个第一定位座均设置在转盘上,转盘上设置有剪水口工位;下压固定机构设置在转盘的第一侧,下压固定机构包括下压件和下压驱动装置,下压件设置在剪水口工位上方,下压驱动装置驱动下压件上下移动;剪水口机构包括升降驱动装置和剪水口装置,剪水口装置设置在剪水口工位的下方,升降驱动装置驱动剪水口装置上下移动;称重器设置在转盘的第二侧;料盘设置在称重器的一侧;下料装盘机构设置在转盘的第二侧,下料装盘机构包括机械手和第一平移驱动装置,第一平移驱动装置驱动机械手在转盘、称重器和料盘之间来回移动。
3、由上述方案可见,通过设置步进旋转机构,用于将工件自动按照预设的加工顺序方向一步一停地转动;通过设置下压固定机构,在剪水口料时,向下压紧工件,防止工件移动;通过设置剪水口机构,用于自动剪切水口料;通过设置称重器,用于自动测量电镀后工件的重量,通过将测量值与标准值进行比较,检测工件的电镀层厚度是否符合要求,具有检测效率高的优点;通过设置下料装盘机构,用于将剪完水口的工件放入称重器上,并将称重后符合要求的工件转移至料盘上,不符合要求的工件转移至其它位置。本实用新型能自动剪水口料、能自动检测电镀层厚度是否符合要求,还能自动装盘,具有自动化程度高、工作效率高的优点。
4、进一步的方案是,转盘上还设置有上料工位和下料工位,上料工位、剪水口工位和下料工位沿转盘的旋转方向排列设置;第一定位座的数量设为至少三个,三个第一定位座分别设置在上料工位、剪水口工位和下料工位上。
5、进一步的方案是,转盘开设有多个安装孔,安装孔贯穿转盘的厚度方向,第一定位座设置在安装孔内;第一定位座设置有第一安装槽和穿孔,穿孔设置在第一安装槽的槽底上,穿孔贯穿第一安装槽的槽底。
6、由上述方案可见,通过设置第一安装槽,用于放置工件,通过设置穿孔,用于供水口料向下穿出,方便剪水口装置剪水口料。
7、进一步的方案是,上料工位在其上料方向上设置有安全光栅。
8、由上述方案可见,通过设置安全光栅,确保上料时操作人员的安全性。
9、进一步的方案是,剪水口机构在剪水口装置的正下方设置有水口料收集盒。
10、进一步的方案是,称重器上设置有第二定位座,第二定位座开设有第二安装槽。
11、由上述方案可见,通过设置第二安装槽,用于容纳工件,方便后续再次夹起工件。
12、进一步的方案是,下料装盘机构还包括横向安装架和第一直线模组,第一直线模组设置在横向安装架上,机械手包括下料机械手和装盘机械手,下料机械手和装盘机械手沿横向排列设置在第一直线模组上,第一平移驱动装置驱动下料机械手和装盘机械手沿横向移动。
13、由上述方案可见,通过设置下料机械手,用于将工件从下料工位转移至称重器上,通过设置装盘机械手,用于将工件从称重器转移至料盘上。
14、进一步的方案是,第一直线模组上设置有第一滑板,下料机械手和装盘机械手均设置在第一滑板上,下料机械手到装盘机械手之间的距离与下料工位到称重器的距离相等。
15、进一步的方案是,下料机械手包括第一上下驱动装置、第一夹持驱动装置、第一固定板和两个第一夹持块,第一夹持驱动装置和两个第一夹持块均设置在第一固定板上,第一夹持驱动装置驱动两个第一夹持块相对靠近或相对远离,第一上下驱动装置驱动第一固定板沿上下方向移动;装盘机械手包括第二上下驱动装置、第二夹持驱动装置、第二固定板和两个第二夹持块,第二夹持驱动装置和两个第二夹持块均设置在第二固定板上,第二夹持驱动装置驱动两个第二夹持块相对靠近或相对远离,第二上下驱动装置驱动第二固定板沿上下方向移动。
16、进一步的方案是,注塑件自动剪水口称重检测及装盒装置还包括料盘移动机构,料盘移动机构设置在下料装盘机构的下方;料盘移动机构包括第二直线模组、第二平移驱动装置和托板,托板设置在第二直线模组上,第二平移驱动装置驱动托板沿纵向来回移动,料盘设置在托板上。
17、由上述方案可见,通过设置转盘移动机构,用于适时调整料盘在纵向上的位置,方便机械手逐一摆放工件。
技术特征:
1.注塑件自动剪水口称重检测及装盒装置,其特征在于,包括:
2.根据权利要求1所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
3.根据权利要求2所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
4.根据权利要求2所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
5.根据权利要求1所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
6.根据权利要求1所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
7.根据权利要求2所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
8.根据权利要求7所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
9.根据权利要求8所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
10.根据权利要求1所述的注塑件自动剪水口称重检测及装盒装置,其特征在于:
技术总结
本技术提供一种注塑件自动剪水口称重检测及装盒装置包括步进旋转机构、下压固定机构、剪水口机构、称重器、料盘和下料装盘机构,步进旋转机构包括转盘、旋转驱动装置和多个第一定位座,转盘上设置有剪水口工位;下压固定机构包括下压件和下压驱动装置,下压件设置在剪水口工位上方,下压驱动装置驱动下压件上下移动;剪水口机构包括升降驱动装置和剪水口装置,剪水口装置设置在剪水口工位的下方,升降驱动装置驱动剪水口装置上下移动;下料装盘机构包括机械手和第一平移驱动装置,第一平移驱动装置驱动机械手在转盘、称重器和料盘之间来回移动。本技术集自动剪水口、检测电镀层厚度和装盒等功能于一体。
技术研发人员:黄鹏
受保护的技术使用者:江门塚田正川科技有限公司
技术研发日:20221109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!