多液体自动加料系统的制作方法
本技术属于塑料粒料生产领域,具体涉及多液体自动加料系统。
背景技术:
1、pvc造粒前需将pvc粉体与需添加的其他加工粉体助剂搅拌混合,并且需要液体助剂帮助其混合;根据不同的材料要求,液体助剂有多种比如增塑剂、稳定剂、增韧剂等等。那么如果在混合生产时添加各种液体助剂会导致很繁琐,并且容易出错,复杂的配方所需要的液体助剂就会有多种液体助剂。所以合理的使用液体助剂则提前预配混合,这样生产时那就只有一种混合液体加工助剂;把液体助剂控制在前道混合工序越保险;并且减少劳动强度与增加效率;需要生产越软的pvc粒料,那所需要的混合油助剂就越多。如中国专利公开号为cn207206822u,实用新型创造名称为用于塑料造粒生产的自动连续配油系统,包括自动配油系统,搅拌系统和数控系统;搅拌系统包括若干搅拌桶,搅拌桶均分别通过管路与一个共用的储料搅拌桶连通,管路上设有电磁阀,搅拌桶和储料搅拌桶内设电动搅拌器;搅拌桶上设有进油口,底部设有出油口;储料搅拌桶底部设有出油口;自动配油系统包括分别位于搅拌桶上方的自动配油桶;自动配油桶上设进料管,底部设出料管,该出料管上设气动球阀;出料管与其下方搅拌桶的进油口连通;自动配油桶上设有计量模块;数控系统包括控制器。又如公开号为cn216578678u的实用新型专利公开了一种自动称重混料装置,包括控制器、多个粉料加料器、粉料计量桶、油助剂计量桶和高速混合机,控制器电连接多个粉料加料器、粉料计量桶、油助剂计量桶和高速混合机,多个粉料加料器的出料口均对准粉料计量桶的进料口,粉料计量桶设于高速混合机的上方,且粉料计量桶的出料口和油助剂计量桶的出料口均连通高速混合机。本实用新型提供的自动称重混料装置,通过控制器实现粉料加料器对各种粉料的质量控制,粉料计量桶对混合粉料的总质量控制,油助剂计量桶对混合油助剂的质量控制,高速混合机对加料温度的控制,满足自动上料、自动精确称重、到达温度自动放料的需求,保障了产品的品质。
2、然而上述加料系统只有一个称重计量单元,而存在多种液体的情况,只能轮流计量,不能实现同时预配,此外,只有一个出料速度的阀体,不能兼顾出料速度和出料精度,液体助剂的成本很高,同时精度越差会影响产品的质量,最后影响整体生产的速度和产品的品质。
技术实现思路
1、针对上述现有技术的不足,本实用新型提供了多液体自动加料系统,目的是为了解决现有的液体助剂配料系统只有一个称重计量单元,而存在多种液体的情况,只能轮流计量,不能实现同时预配,此外,只有一个出料速度的阀体,不能兼顾出料速度和出料精度,进而影响整体生产的速度和产品的品质的技术问题。
2、本实用新型提供了多液体自动加料系统,具体技术方案如下:
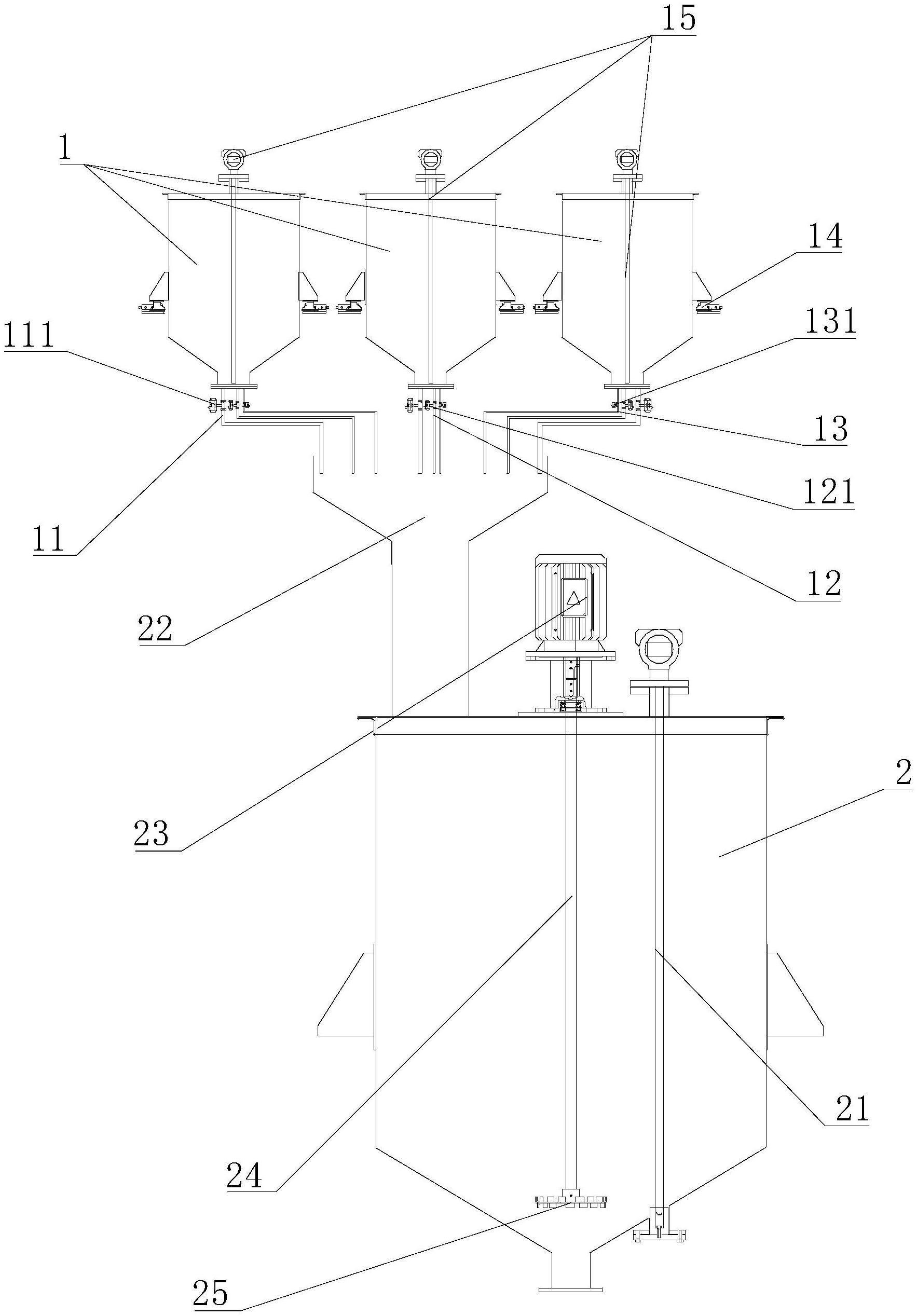
3、多液体自动加料系统,包括控制器、混合液体搅拌储罐和多个油助剂计量桶,多个所述油助剂计量桶设于所述混合液体搅拌储罐的上方,多个所述油助剂计量桶均设有第一出料管、第二出料管和第三出料管,多个所述油助剂计量桶通过所述第一出料管、所述第二出料管和所述第三出料管连通所述混合液体搅拌储罐,所述第一出料管的管径大于所述第二出料管的管径,所述第二出料管的管径大于第三出料管的管径,所述第一出料管上设有快速加料气动阀,所述第二出料管上设有中速加料气动阀,所述第三出料管上设有低速加料气动阀,所述控制器电连接所述快速加料气动阀、所述中速加料气动阀和所述低速加料气动阀。
4、在某些实施方式中,多个所述油助剂计量桶的两侧分别连接有计量感应器,所述计量感应器与所述控制器电连接。
5、在某些实施方式中,多个所述油助剂计量桶中贯穿设有第一液位传感器,所述第一液位传感器与所述控制器电连接。
6、在某些实施方式中,所述混合液体搅拌储罐中贯穿设有第二液位传感器,所述第二液位传感器与所述控制器电连接。
7、在某些实施方式中,所述混合液体搅拌储罐顶部连通有接料斗,所述第一出料管、所述第二出料管和所述第三出料管均对准所述接料斗。
8、在某些实施方式中,所述混合液体搅拌储罐顶部设有搅拌电机,所述搅拌电机的输出端连接有搅拌轴,所述搅拌轴伸入至所述混合液体搅拌储罐底部且所述搅拌轴端部设有多个搅拌叶,所述搅拌电机电连接所述控制器。
9、本实用新型具有以下有益效果:本实用新型提供了多液体自动加料系统,通过多个油助剂计量桶的设置形成多个液体助剂的计量单元,采用减重法对油助剂计量桶中发出的物料进行计重,进而实现多种液体助剂能同时预配,此外每个油助剂计量桶底端设置三个管径不同的出料管,并分别配置快速加料气动球阀、中速加料气动球阀、慢速加料气动球阀三档加料阀,能够在兼顾速度的同时,也能够达到对放料精度的控制,进而提升了生产速度和优化了产品质量。
技术特征:
1.多液体自动加料系统,其特征在于,包括控制器、混合液体搅拌储罐和多个油助剂计量桶,多个所述油助剂计量桶设于所述混合液体搅拌储罐的上方,多个所述油助剂计量桶均设有第一出料管、第二出料管和第三出料管,多个所述油助剂计量桶通过所述第一出料管、所述第二出料管和所述第三出料管连通所述混合液体搅拌储罐,所述第一出料管的管径大于所述第二出料管的管径,所述第二出料管的管径大于第三出料管的管径,所述第一出料管上设有快速加料气动阀,所述第二出料管上设有中速加料气动阀,所述第三出料管上设有低速加料气动阀,所述控制器电连接所述快速加料气动阀、所述中速加料气动阀和所述低速加料气动阀。
2.根据权利要求1所述的多液体自动加料系统,其特征在于,多个所述油助剂计量桶的两侧分别连接有计量感应器,所述计量感应器与所述控制器电连接。
3.根据权利要求1所述的多液体自动加料系统,其特征在于,多个所述油助剂计量桶中贯穿设有第一液位传感器,所述第一液位传感器与所述控制器电连接。
4.根据权利要求1所述的多液体自动加料系统,其特征在于,所述混合液体搅拌储罐中贯穿设有第二液位传感器,所述第二液位传感器与所述控制器电连接。
5.根据权利要求1所述的多液体自动加料系统,其特征在于,所述混合液体搅拌储罐顶部连通有接料斗,所述第一出料管、所述第二出料管和所述第三出料管均对准所述接料斗。
6.根据权利要求1所述的多液体自动加料系统,其特征在于,所述混合液体搅拌储罐顶部设有搅拌电机,所述搅拌电机的输出端连接有搅拌轴,所述搅拌轴伸入至所述混合液体搅拌储罐底部且所述搅拌轴端部设有多个搅拌叶,所述搅拌电机电连接所述控制器。
技术总结
本技术属于塑料粒料生产领域,具体涉及多液体自动加料系统,包括多个油助剂计量桶,多个油助剂计量桶均设有粗细不同的第一出料管、第二出料管和第三出料管,由粗到细依次设有快速加料气动阀、中速加料气动阀和低速加料气动阀。本技术提供了多液体自动加料系统,通过多个油助剂计量桶的设置形成多个液体助剂的计量单元,采用减重法对油助剂计量桶中发出的物料进行计重,进而实现多种液体助剂能同时预配,此外每个油助剂计量桶底端设置三个管径不同的出料管,并分别配置快速加料气动球阀、中速加料气动球阀、慢速加料气动球阀三档加料阀,能够在兼顾速度的同时,也能够达到对放料精度的控制,进而提升了生产速度和优化了产品质量。
技术研发人员:顾友强,管锡康
受保护的技术使用者:无锡嘉弘塑料科技有限公司
技术研发日:20221116
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!