一种挤出头的制作方法
1.本实用新型涉及挤出机设计领域,具体涉及一种挤出头。
背景技术:
2.在塑料颗粒生产领域中,一般利用挤出机生产塑料颗粒,生产过程中工人会将粉料原料混合并加热融化成胶体,胶体输入挤出机中受压力从挤出头中挤出,挤出胶体同时将胶体剪断成单独的颗粒,最后胶体颗粒掉落冷却水中进行固化,形成最终的塑料颗粒。
3.然而现有技术中大部分挤出机上的挤出头都是一体设计,安装好挤出头后,该设备就只能够挤出同一种形状的塑料颗粒,当需要生产其他形状的塑料颗粒时,则需要更换另一种挤出头,并不能一次满足多种形状的塑料颗粒的生产需求。
4.因此,现有技术有待改进和发展。
技术实现要素:
5.本技术的目的在于提供一种挤出头,能够实现同时挤出多种不同形状的塑料颗粒,有利于满足生产需求的多样性。
6.本技术的技术方案如下:
7.一种挤出头,包括:
8.注料部,所述注料部包括固定座,所述固定座上设置有多个注料孔,多个所述注料孔沿周向方向均匀分布;
9.多个成型模块,所述成型模块安装在所述注料部上;每个所述成型模块上均设置有1个通孔,且每个所述注料孔均对应与1个所述通孔连通;至少两个所述通孔的形状不同;
10.固定盖,所述固定盖与所述注料部固定连接,且所述成型模块位于所述固定盖和所述注料部之间,所述固定盖上设置绕所述固定座中心轴旋转的刮刀,所有所述通孔在所述刮刀的旋转平面上的投影均位于所述刮刀的扫掠区域内。
11.本技术提供的挤出头,设计出模块化的成型模块,不同种的成型模块能够挤出不同形状的塑料颗粒,同时不同种的成型模块也能够相互组合,从而实现同时生产出多种形状的塑料颗粒。
12.进一步的,所述注料部还包括总管和多个支管,所述总管与所有所述支管均连通;所有所述支管插接在所述固定座上且每个所述支管均对应与1个所述通孔连通。
13.胶体统一由总管输送到各个注料孔中,便于统一控制和管理。
14.进一步的,所述总管上套设有加热丝。
15.能够确保胶体能够保持熔融状态,避免胶体在管内凝固。
16.进一步的,所述固定座靠近所述成型模块的一侧设置有多个沿轴向方向延伸且沿径向方向凸出的第一凸台,多个所述第一凸台沿周向方向均匀分布;每两个相邻的所述第一凸台之间均对应嵌入1个所述成型模块。
17.有利于确保成型模块上的通孔保持与注料孔连通以正常挤出胶体,也便于用户找
准成型模块的安装位置,有利于实现快速定位和安装。
18.进一步的,所述固定座靠近所述成型模块的一侧的中心设置有沿轴向方向延伸的第二凸台,所述第二凸台的周面上均匀分布有多个沿轴向方向延伸且沿径向方向凸出的第三凸台;每两个相邻的所述第三凸台之间均对应嵌入1个所述成型模块。
19.进一步的,单个所述通孔的形状为圆形、棱形、正方形、长方形、椭圆形和多边形中的任意一种形状。
20.进一步的,所述固定盖靠近所述成型模块的一侧设置有驱动电机,所述驱动电机与所述刮刀连接且用于驱动所述刮刀旋转;多个所述成型模块围绕形成插口,所述驱动电机插接在所述插口中。
21.本实用新型的有益效果:多个成型模块通过自定义组合拼装形成挤出头,从而实现多种形状的塑料颗粒同步生产的效果,满足生产需求的多样性,同时,在实际生产时,用户能够根据需求通过调整成型模块的组合从而调整各个形状的塑料颗粒的生产比例,进而提高生产效率。
附图说明
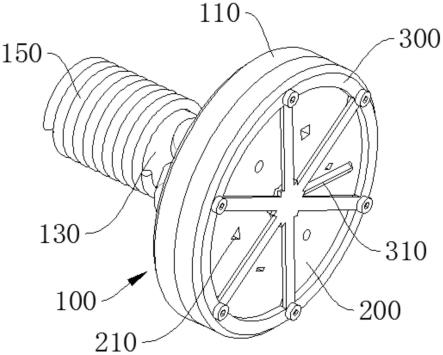
22.图1为本技术实施例提供的一种挤出头的结构示意图。
23.图2为本技术实施例提供的一种挤出头的爆炸图。
24.图3为本技术实施例中注料部在其中一个视角下的结构示意图。
25.图4为本技术实施例中注料部在另一个视角下的结构示意图。
26.图5为本技术实施例提供的一种挤出头的局部爆炸图。
27.标号说明:
28.100、注料部;110、固定座;111、第一凸台;112、第二凸台;113、第三凸台;120、注料孔;130、总管;140、支管;150、加热丝;200、成型模块;210、通孔;220、插口;300、固定盖;310、刮刀;400、驱动电机。
具体实施方式
29.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
30.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
31.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
32.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
33.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同结构。为了简化本实用新型的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本实用新型。此外,本实用新型可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本实用新型提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
34.在某些实施例中,参考附图1和附图2,一种挤出头,包括:
35.注料部100,注料部100包括固定座110,固定座110上设置有多个注料孔120,多个注料孔120沿周向方向均匀分布;
36.多个成型模块200,成型模块200安装在注料部100上;每个成型模块200上均设置有1个通孔210,且每个注料孔120均对应与1个通孔210连通;至少两个通孔210的形状不同;
37.固定盖300,固定盖300与注料部100固定连接,且成型模块200位于固定盖300和注料部100之间,固定盖300上设置绕固定座110中心轴旋转的刮刀310,所有通孔210在刮刀310的旋转平面上的投影均位于刮刀310的扫掠区域内。
38.本实施例中,在实际应用时,注料部100将会与挤出机连接,用户根据生产需求将各种粉料原料调配好并输入到挤出机中进行加热,加热得到熔融状态的胶体,胶体在压力推动下输入到注料部100中,最终在压力下从各个注料孔120中被挤出。
39.用户在进行生产前,需要根据生产需求将成型模块200装配好,例如需要生产2倍量的方块状塑料颗粒和1倍量的柱状塑料颗粒,则可以将通孔210为方形的成型模块200和通孔210为圆形的成型模块200的数量设置有2:1,使得两种产品能够按生产需求的数量同时完成制作。
40.此外,本实施例中还设置有刮刀310,生产作业时,刮刀310会按预设的速度持续旋转,并且能够扫过所有成型模块200的通孔210,胶体经过成型模块200从通孔210中挤出时,会被持续旋转的刮刀310切断,从而将胶体切割成颗粒,切割掉落的胶体颗粒一般置于冷却水中进行冷却,最终固化成特定形状的塑料颗粒。
41.在某些实施例中,参考附图1、附图2、附图3和附图4,注料部100还包括总管130和多个支管140,总管130与所有支管140均连通;所有支管140插接在固定座110上且每个支管140均对应与1个通孔210连通。
42.本实施例中,为了便于统一管理,所有注料孔120均与同一条总管130连通,以此将胶体同时输入到各个注料孔120中。
43.在某些实施例中,用户也可以在各个支管140上设置用于控制支管140通断的阀门,由此可以控制各个注料孔120停止挤出或开始挤出胶体。
44.在某些实施例中,参考附图1、附图2、附图3和附图4,总管130上套设有加热丝150。设置加热丝150能够确保胶体能够保持熔融状态,避免胶体在管内凝固。
45.在某些实施例中,参考附图3,固定座110靠近成型模块200的一侧设置有多个沿轴向方向延伸且沿径向方向凸出的第一凸台111,多个第一凸台111沿周向方向均匀分布;每两个相邻的第一凸台111之间均对应嵌入1个成型模块200。
46.本实施例中,设置第一凸台111能够有效将成型模块200限位在固定座110上,避免成型模块200在固定座110上发生沿周向方向的转动,有利于确保成型模块200上的通孔210保持与注料孔120连通以正常挤出胶体;同时设置第一凸台111也便于用户找准成型模块200的安装位置,有利于实现快速定位和安装。
47.在某些实施例中,参考附图3,固定座110靠近成型模块200的一侧的中心设置有沿轴向方向延伸的第二凸台112,第二凸台112的周面上均匀分布有多个沿轴向方向延伸且沿径向方向凸出的第三凸台113;每两个相邻的第三凸台113之间均对应嵌入1个成型模块200。
48.本实施例中,设置第二凸台112和第三凸台113能够进一步将成型模块200限位在固定座110上,避免成型模块200在固定座110上发生沿周向方向的转动,进一步确保成型模块200上的通孔210保持与注料孔120连通以正常挤出胶体;同时设置第二凸台112和第三凸台113也进一步便于用户找准成型模块200的安装位置,有利于进一步提高定位速度和安装速度。
49.在某些实施例中,参考附图1,单个通孔210的形状为圆形、棱形、正方形、长方形、椭圆形和多边形中的任意一种形状。
50.在某些实施例中,参考附图5,固定盖300靠近成型模块200的一侧设置有驱动电机400,驱动电机400与刮刀310连接且用于驱动刮刀310旋转;多个成型模块200围绕形成插口220,驱动电机400插接在插口220中。
51.本实施例中,将驱动电机400隐藏在插口220中能够增加机构之间的紧凑程度,更具美观之余,还能够避免驱动电机400外露,有效降低驱动电机400受外力碰撞或环境侵蚀导致损坏的风险。
52.综上所述,虽然本实用新型已以优选实施例揭露如上,但上述优选实施例并非用以限制本实用新型,本领域的普通技术人员,在不脱离本实用新型的精神和范围内,均可作各种更动与润饰,因此本实用新型的保护范围以上述所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1