用于复合膜布的制备装置的制作方法
本技术涉及复合膜布的制备装置,尤其涉及一种用于复合膜布的制备装置。
背景技术:
1、目前,复合膜布的制备都是采用先分别制成基布和膜材,再进行贴膜的工序,比如一布二膜、二布二膜、二布三膜或多布多膜等复合膜布,这样的工艺制备复合膜布需要分别进行多次贴合热融成型等,操作不便,不仅浪费时间,需要重复消耗大量的热能,而且还容易影响产品的质量等,从而造成成本的增加,产能低,耗时耗工,不符合国家对工业生产的节能降耗、降低碳排放的要求等。
技术实现思路
1、本实用新型的目的是提出一种用于复合膜布的制备装置,可以解决上述技术问题中的至少一个,本实用新型的技术方案如下:
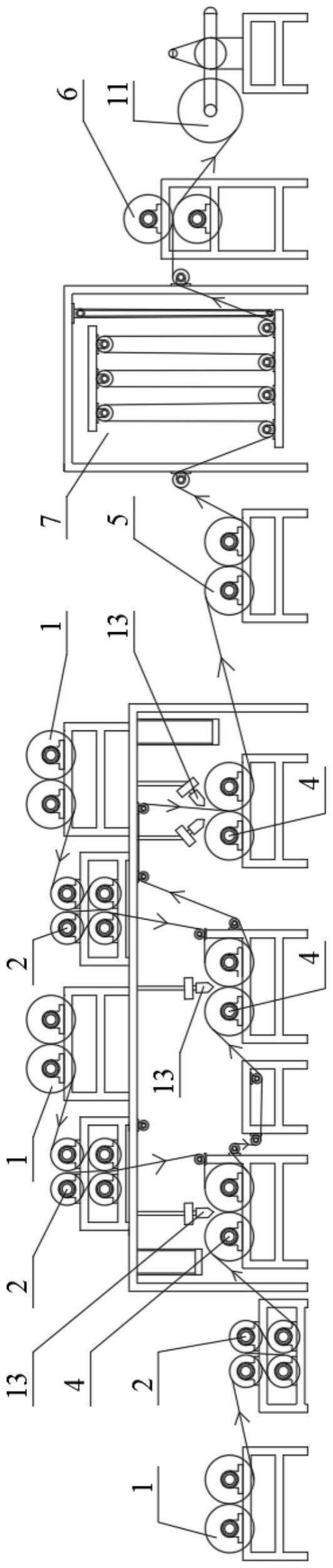
2、一种用于复合膜布的制备装置,包括放卷装置、挤水烘干整平装置、配料装置、挤塑机、流延模头、冷却复合定型装置、冷却装置及第一牵引装置,在第一牵引装置的作用下,放卷装置输出的基布依次通过挤水烘干整平装置、冷却复合定型装置和冷却装置,挤水烘干整平装置用于对基布进行挤水、烘干和冷却整平定型,配料装置的出口与挤塑机的入口连接,挤塑机的出口与流延模头的入口连接,冷却复合定型装置位于流延模头的下方,配料装置将覆膜材料送入挤塑机中,挤塑机将塑化后的覆膜材料送入流延模头中,流延模头流延出热融状态的流延膜,热融状态的流延膜沿基布的表面流延,冷却复合定型装置将热融状态的流延膜与基布进行挤压复合且对复合形成的膜布初步冷却定型,冷却装置对复合完成的产品膜布进行冷却定型以形成成品膜布。
3、在一些实施方式中,挤水烘干整平装置包括第三支架,第三支架上设置有挤水辊、第一压辊、加热辊及第一冷却辊,挤水辊由相应的驱动机构驱动进行转动,第一压辊与挤水辊相配合,基布从第一压辊与挤水辊之间穿过进行挤水,挤水后的基布再经过加热辊进行烘干,烘干后的基布再经过第一冷却辊进行冷却整平定型。
4、在一些实施方式中,配料装置包括高速搅拌机、低速搅拌机、第一储料仓及真空上料机,高速搅拌机的出口与低速搅拌机的入口连接,低速搅拌机的出口与第一储料仓的入口连接,第一储料仓的出口通过第一输料管与真空上料机的入口连接,真空上料机的出口与挤塑机的进料斗连接,挤塑机的出口与换网器的入口连接,换网器的出口与流延模头的入口连接。
5、在一些实施方式中,冷却复合定型装置包括第一支架,第一支架上并排设置有相配合的第一主动辊与第二压辊,第一主动辊中和第二压辊中分别通入冷却介质,第一主动辊由相应的驱动机构驱动进行转动,基布与沿基布的表面流延的热融状态的流延膜一同从第一主动辊与第二压辊之间穿过进行挤压复合。
6、在一些实施方式中,第一牵引装置包括第二支架,第二支架上设置有切边组件及相配合的第二主动辊与第三压辊,第二主动辊由相应的驱动机构驱动进行转动,成品膜布从第二主动辊与第三压辊之间穿过进行牵引,切边组件能够将成品膜布的毛边切除。
7、在一些实施方式中,还包括储布架及收卷装置,冷却装置、储布架、第一牵引装置及收卷装置依次设置。
8、本实用新型的有益效果是:挤水烘干整平装置用于对基布进行挤水、烘干和冷却整平定型,保证更好地热融流延复合成型,提高产品的质量,热融状态的流延膜流延至基布的表面,可以是两层热融状态的流延膜夹着一层基布,也可以是两层基布夹着一层热融状态的流延膜,还可以是两层热融状态的流延膜与两层基布依次交错复合,冷却复合定型装置将热融状态的流延膜与基布进行挤压复合,使得一次流延复合成型,冷却复合定型装置还能够对复合形成的膜布初步冷却定型,经过分批逐次热融流延复合,能够实现多布多膜连续流延复合成型,比如根据具体的需要制备一布二膜、二布二膜、二布三膜或多布多膜等复合膜布,设备结构紧凑、稳定,加工精度高,工艺简单,操作方便,省去了重复热融复合等,制备装置能耗低,生产效率高,产能大,提高了产品质量,降低了生产成本,实现了节能减排的目的,能够更好应用于蓬布、矿用风筒布、防水板以及有高强物理性能要求、多用途的复合布材的制备,应用范围广。
9、另外,在本实用新型技术方案中,凡未作特别说明的,均可通过采用本领域中的常规手段来实现本技术方案。
技术特征:
1.用于复合膜布的制备装置,其特征在于,包括放卷装置(1)、挤水烘干整平装置(2)、配料装置、挤塑机、流延模头(13)、冷却复合定型装置(4)、冷却装置(5)及第一牵引装置(6),在所述第一牵引装置(6)的作用下,所述放卷装置(1)输出的基布依次通过所述挤水烘干整平装置(2)、所述冷却复合定型装置(4)和所述冷却装置(5),所述挤水烘干整平装置(2)用于对基布进行挤水、烘干和冷却整平定型,所述配料装置的出口与所述挤塑机的入口连接,所述挤塑机的出口与所述流延模头(13)的入口连接,所述冷却复合定型装置(4)位于所述流延模头(13)的下方,所述配料装置将覆膜材料送入所述挤塑机中,所述挤塑机将塑化后的覆膜材料送入所述流延模头(13)中,所述流延模头(13)流延出热融状态的流延膜,热融状态的流延膜沿基布的表面流延,所述冷却复合定型装置(4)将热融状态的流延膜与基布进行挤压复合且对复合形成的膜布初步冷却定型,所述冷却装置(5)对复合完成的产品膜布进行冷却定型以形成成品膜布。
2.根据权利要求1所述的用于复合膜布的制备装置,其特征在于,所述挤水烘干整平装置(2)包括第三支架(25),所述第三支架(25)上设置有挤水辊(21)、第一压辊(22)、加热辊(23)及第一冷却辊(24),所述挤水辊(21)由相应的驱动机构驱动进行转动,所述第一压辊(22)与所述挤水辊(21)相配合,基布从所述第一压辊(22)与所述挤水辊(21)之间穿过进行挤水,挤水后的基布再经过所述加热辊(23)进行烘干,烘干后的基布再经过所述第一冷却辊(24)进行冷却整平定型。
3.根据权利要求1所述的用于复合膜布的制备装置,其特征在于,所述挤塑机的出口与换网器的入口连接,所述换网器的出口与所述流延模头的入口连接。
4.根据权利要求1所述的用于复合膜布的制备装置,其特征在于,所述冷却复合定型装置(4)包括第一支架(41),所述第一支架(41)上并排设置有相配合的第一主动辊(42)与第二压辊(43),所述第一主动辊(42)中和所述第二压辊(43)中分别通入冷却介质,所述第一主动辊(42)由相应的驱动机构驱动进行转动,基布与沿基布的表面流延的热融状态的流延膜一同从所述第一主动辊(42)与所述第二压辊(43)之间穿过进行挤压复合。
5.根据权利要求1至4中任一权利要求所述的用于复合膜布的制备装置,其特征在于,所述第一牵引装置(6)包括第二支架(61),所述第二支架(61)上设置有切边组件及相配合的第二主动辊(62)与第三压辊(63),所述第二主动辊(62)由相应的驱动机构驱动进行转动,成品膜布从所述第二主动辊(62)与所述第三压辊(63)之间穿过进行牵引,所述切边组件能够将成品膜布的毛边切除。
6.根据权利要求5所述的用于复合膜布的制备装置,其特征在于,还包括储布架(7)及收卷装置(11),所述冷却装置(5)、所述储布架(7)、所述第一牵引装置(6)及所述收卷装置(11)依次设置。
技术总结
本技术提供了一种用于复合膜布的制备装置,包括放卷装置、挤水烘干整平装置、配料装置、挤塑机、流延模头、冷却复合定型装置、冷却装置及第一牵引装置,放卷装置输出的基布依次通过挤水烘干整平装置、冷却复合定型装置和冷却装置,挤水烘干整平装置用于对基布进行挤水、烘干和冷却整平定型,冷却复合定型装置将热融状态的流延膜与基布进行挤压复合且对复合形成的膜布初步冷却定型,冷却装置对复合完成的产品膜布进行冷却定型以形成成品膜布。本技术能够实现多布多膜连续流延复合成型,省去了重复热融复合等,制备装置能耗低,生产效率高,提高了产品质量,降低了生产成本,实现了节能减排的目的。
技术研发人员:崔文轩,范文付,崔开华,董建军,魏涛,周建东
受保护的技术使用者:江苏苏龙环保科技有限公司
技术研发日:20221208
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!