电池支架电极片机械手埋入夹具的制作方法
1.本实用新型涉及电极片埋入夹具领域,更具体地说,涉及电池支架电极片机械手埋入夹具。
背景技术:
2.在电池支架生产过程中,需要在注塑件内部事先埋入相应的五金片,然后再进行注塑,生产时往往通过机械手臂将五金片一一埋入模具内部,机械手需要取出注塑好的塑胶件和水口,再在50秒内稳定埋入3款共12片异形带弯脚五金片到注塑机模具里面注塑,取出注塑好的塑胶件和水口,逐一取出,逐一埋入效率很低,严重影响生产效率。
技术实现要素:
3.1.要解决的技术问题
4.针对现有技术中存在的问题,本实用新型的目的在于提供电池支架电极片机械手埋入夹具,它可以实现,快速将成品取出,同时可一次性将多个五金片埋入到模具中。
5.2.技术方案
6.为解决上述问题,本实用新型采用如下的技术方案。电池支架电极片机械手埋入夹具,包括顶出气缸连接板和定位块固定底板,所述顶出气缸连接板一侧表面均匀分布有四个顶针固定板,所述顶针固定板背离顶出气缸连接板的一侧均匀设置有多个埋入顶针,所述埋入顶针背离顶针固定板的一端均安装在定位块固定底板上,所述定位块固定底板背离顶针固定板的一侧表面均匀设置有四个五金件定位块,多个所述五金件定位块均与多个所述顶针固定板相对应,所述五金件定位块背离定位块固定底板的一侧表面镶嵌有待埋入五金件,所述定位块固定底板背离顶针固定板的一侧表面两端对称设置有定位销,所述顶出气缸连接板底部安装有翻转气缸,所述翻转气缸输出端通过销轴安装有翻板,所述翻板结构呈l型。
7.进一步的,所述翻板背离翻转气缸的一端表面安装有错位气缸,所述错位气缸输出端安装有取产品固定板,所述取产品固定板和定位块固定底板平行设置。
8.进一步的,所述取产品固定板表面均匀滑动安装有滑杆,且所述滑杆贯穿取产品固定板,所述滑杆一端设置有连接头,所述连接头背离滑杆的一端安装有橡胶吸头。
9.进一步的,所述滑杆底部旋合有调整螺母,所述调整螺母上表面与取产品固定板下表面相接触。
10.进一步的,所述连接头设置有鱼鳞管接头,所述鱼鳞管接头与连接头内部贯通。
11.进一步的,所述滑杆表面套设有弹簧,所述弹簧一端与取产品固定板表面相接触,且所述弹簧另一端与连接头相接触。
12.3.有益效果
13.相比于现有技术,本实用新型的优点在于:本实用新型于提供电池支架电极片机械手埋入夹具,快速稳定埋入五金件,原先人手作业需100秒完成一个周期,现在使用这款
夹具配合机械手作业后周期缩短50秒,并准确地把五金件埋入到模具;无需人手作业开关安全门并取货放五金件,工人作业比较之前强度至少轻松一半,且大幅度提高生产效率。
附图说明
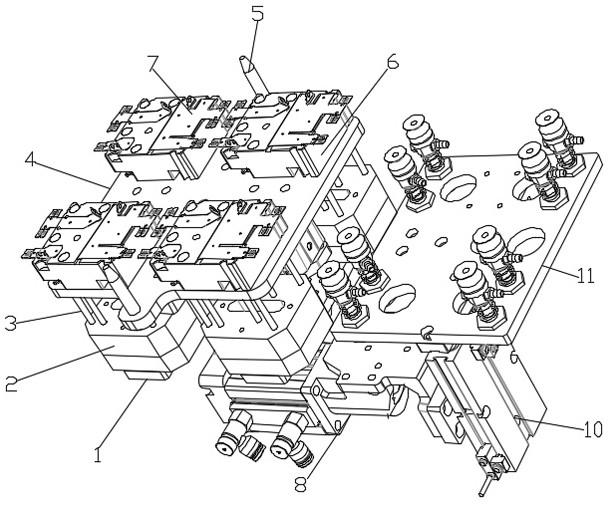
14.图1为本实用新型的整体结构示意图;
15.图2为本实用新型的正视结构示意图;
16.图3为本实用新型的取产品固定板结构示意图;
17.图4为本实用新型的连接头结构示意图。
18.图中标号说明:
19.1、顶出气缸连接板;2、顶针固定板;3、埋入顶针;4、定位块固定底板;5、定位销;6、五金件定位块;7、待埋入五金件;8、翻转气缸;9、翻板;10、错位气缸;11、取产品固定板;12、滑杆;13、连接头;14、橡胶吸头;15、鱼鳞管接头;16、调整螺母;17、弹簧。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.实施例1:
22.请参阅图1,电池支架电极片机械手埋入夹具,包括顶出气缸连接板1和定位块固定底板4,顶出气缸连接板1一侧表面均匀分布有四个顶针固定板2,顶针固定板2背离顶出气缸连接板1的一侧均匀设置有多个埋入顶针3,埋入顶针3通过气缸可实现同时同距离滑动,并通过埋入顶针3将待埋入五金件7顶出,埋入顶针3背离顶针固定板2的一端均安装在定位块固定底板4上,定位块固定底板4背离顶针固定板2的一侧表面均匀设置有四个五金件定位块6,多个五金件定位块6均与多个顶针固定板2相对应,以实现一次性埋入三款12片五金件,五金件定位块6背离定位块固定底板4的一侧表面镶嵌有待埋入五金件7,五金件定位块6表面开设有行程的凹槽,以保证待埋入五金件7的位置固定,定位块固定底板4背离顶针固定板2的一侧表面两端对称设置有定位销5,保证夹具整体可以与模具进行对接,顶出气缸连接板1以及起表面的各零件为夹具整体,错位气缸10及其安装的各零件为取料吸盘整体。
23.请参考图2所示,顶出气缸连接板1底部安装有翻转气缸8,翻转气缸8输出端通过销轴安装有翻板9,翻板9结构呈l型,通过翻转气缸8带动翻板9发生翻转,翻板9背离翻转气缸8的一端表面安装有错位气缸10,错位气缸10输出端安装有取产品固定板11,取产品固定板11和定位块固定底板4平行设置,使用时两者平齐,取料后通过翻板9翻转90度可将成型后的产品放置在流水线上。
24.请参考图3和图4所示,取产品固定板11表面均匀滑动安装有滑杆12,且滑杆12贯穿取产品固定板11,使得滑杆12可以发生相对滑动,继而带动橡胶吸头14的位置可发生相对移动,滑杆12一端设置有连接头13,连接头13背离滑杆12的一端安装有橡胶吸头14,通过橡胶吸头14可将已将成型的产品取料,滑杆12底部旋合有调整螺母16,调整螺母16上表面
与取产品固定板11下表面相接触,旋合调整螺母16可以调整橡胶吸头14的位置。
25.其中,连接头13设置有鱼鳞管接头15,鱼鳞管接头15与连接头13内部贯通,将气泵管道与鱼鳞管接头15对接,可防止使用时的脱落,滑杆12表面套设有弹簧17,弹簧17一端与取产品固定板11表面相接触,且弹簧17另一端与连接头13相接触,弹簧17可以使得在橡胶吸头14与产品接触后的缓冲。
26.在使用时:夹具定位五金件结构轮廓根据五金件外形仿形制作,定位块根据五金件工程图纸公差及五金件实物适配加工,电脑锣一次成形;保证加工精度的同时又保证4穴产品12片五金件的相对位置足够精准。夹具定位块外形仿形模具后模仁凹陷结构,方便调试及使用过程中夹具和模具相对位置不会跑位,模具开模后,将装置移动到取模位置,使得取产品固定板11与成型产品平行,通过错位气缸10带动取产品固定板11使得橡胶吸头14向成品产品靠近,并通过橡胶吸头14取出产品,在接触时弹簧17可起到移动的缓冲作用,鱼鳞管接头15与气泵连接管相连通,以控制连接头13内部的气压,同时可以通过旋转调整螺母16以调整连接头13相对与取产品固定板11的距离,继而控制弹簧17的弹性势能,取料结束后错位气缸10回收,使得取产品固定板11发生错位,带动产品脱离模具,然后通过定位销5与模具进行配合,继而控制待埋入五金件7的位置,通过埋入顶针3将待埋入五金件7顶部,并埋入到模具内部,待埋入五金件7埋入到位后,夹具整体后退离开模具,模具开始注塑,然后夹具整体移动到放料位,翻转气缸8翻转90
°
,将产品放置流水线夹具运行至取五金件位置,一次取出12片五金件,并运行至模具上方待机位置,等待模具开模完成,重复以上步骤,实现全自动作业。
27.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1