集成式热风冷铆机构的制作方法
本技术涉及自动化生产技术及自动化生产设备,具体的,是一种集成式热风冷铆机构。
背景技术:
1、当前的塑料热铆机构,大体分为两类
2、单铆头铆接:铆头先接触塑料,再开启铆头的电热偶进行加热至300摄氏度,塑料受热熔融后,压下铆头并保持位置,对铆头断电并吹冷空气冷却12-16秒,塑料冷却后,升起铆头,完成工艺循环;
3、分离式热风冷铆:使用风嘴对塑料吹热空气,使塑料局部熔融后,风嘴升起,使用外部设备切换工作位,把冷铆头置于塑料上方,压下冷铆头,冷铆头离开,切换回初始位,完成工艺循环。
4、当前使用的两种机构存在需要解决问题:
5、1)单铆头铆接,铆头必须冷却后才可升起,否则会导致铆柱拉丝,而每一个循环都要分别加热冷却一次,浪费能源;
6、2)单铆头铆接,加热冷却的效果往往受制于外部温度和冷风通道,难以精准掌控;
7、3)单铆头铆接,对热的铆头吹冷风,需要12~16秒冷却,相较于目前的热风冷铆时长为2秒,用时很长;
8、4)单铆头铆接,对塑料的加热是从上而下的,铆柱受热不均,往往塑料内芯尚未完全软化熔融就被强行压下,导致铆接强度不够;
9、5)分离式热风冷铆,需要动用外部设备搬运产品或铆头,增加成本、占用空间。
10、因此,有必要提供一种集成式热风冷铆机构来解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种集成式热风冷铆机构。
2、技术方案如下:
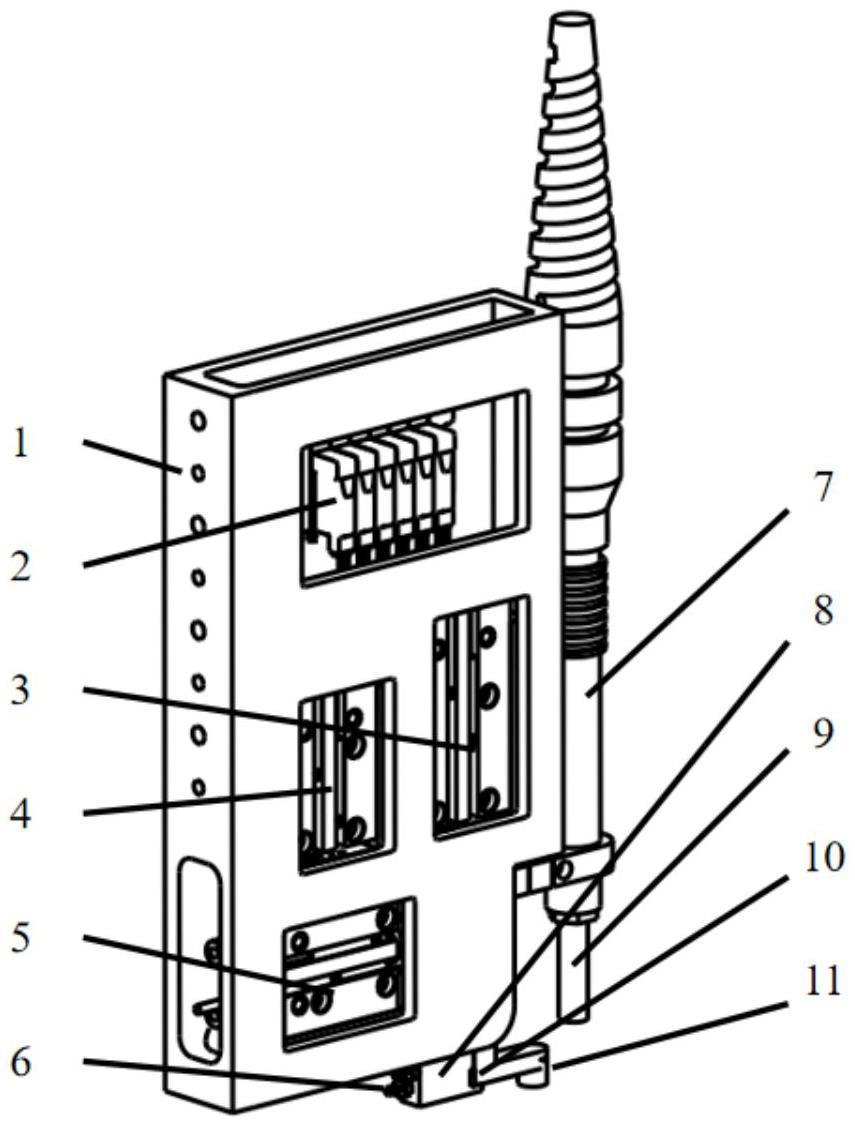
3、一种集成式热风冷铆机构,包括框架,框架上设置有配合使用的冷铆部和热风部;
4、冷铆部包括冷铆头,冷铆头连接于xy轴调节驱动件;
5、热风提供件包括对应冷铆头设置的热风嘴;
6、冷铆部的冷铆头用做铆压执行件,热风部的热风嘴用做铆压时的热风对吹提供件,组合形成冷铆热风集成一体式的高效冷铆结构。
7、进一步的,xy轴调节驱动件包括对应设置于框架上的冷铆头竖直运动气缸、冷铆头水平运动气缸。
8、进一步的,冷铆头还对应设置有接水模块,接水模块和冷铆头连接处设置有密封垫。
9、进一步的,接水模块包括配合使用的接水头和接水块。
10、进一步的,热风嘴连接有加热器,且热风嘴和加热器连接一体后,对应连接于框架上设置的加热器竖直运动气缸。
11、进一步的,框架上还对应设置有控制阀组。
12、与现有技术相比,本实用新型结构紧凑,通过冷铆和热风一体式集成,在有限空间内完成加热和冷铆的全部动作;提高铆接效果,提高作业空间的有效利用,达到了节能增效的目的。
技术特征:
1.一种集成式热风冷铆机构,其特征在于:包括框架,框架上设置有配合使用的冷铆部和热风部;
2.根据权利要求1所述的一种集成式热风冷铆机构,其特征在于:xy轴调节驱动件包括对应设置于框架上的冷铆头竖直运动气缸、冷铆头水平运动气缸。
3.根据权利要求2所述的一种集成式热风冷铆机构,其特征在于:冷铆头还对应设置有接水模块,接水模块和冷铆头连接处设置有密封垫。
4.根据权利要求2或3所述的一种集成式热风冷铆机构,其特征在于:接水模块包括配合使用的接水头和接水块。
5.根据权利要求4所述的一种集成式热风冷铆机构,其特征在于:热风嘴连接有加热器,且热风嘴和加热器连接一体后,对应连接于框架上设置的加热器竖直运动气缸。
6.根据权利要求5所述的一种集成式热风冷铆机构,其特征在于:框架上还对应设置有控制阀组。
技术总结
本技术集成式热风冷铆机构,包括框架,框架上设置有配合使用的冷铆部和热风部;冷铆部包括冷铆头,冷铆头连接于xy轴调节驱动件;热风提供件包括对应冷铆头设置的热风嘴;冷铆部的冷铆头用做铆压执行件,热风部的热风嘴用做铆压时的热风对吹提供件,组合形成冷铆热风集成一体式的高效冷铆结构。
技术研发人员:张小雷,刘鹏
受保护的技术使用者:昆山晶晖智能装备有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!