一种套啤产品弹针结构的制作方法
本技术涉及套啤模具,具体为一种套啤产品弹针结构。
背景技术:
1、套啤也称为包胶,是一种模具加工方法,用于套啤的模具称为套啤模具(包胶模具),也称为二次成型模具。此类模具需要两套塑胶模具,通常是先做好硬胶部分,然后将成型好的硬胶放入到软胶模具内注塑包裹,相比于双色塑胶模具,套啤模具不需要专门的双色注塑机,模具成本更低,也更为灵活。
2、现有的模具套啤五金件,套啤针很短,从而放置五金件时,易造成产品放置困难,同时容易造成产品的掉出,也增加了五金件的生产周期,为此,我们提出一种套啤产品弹针结构。
技术实现思路
1、本实用新型的目的在于提供一种套啤产品弹针结构,以解决上述背景技术中提出由于现有的模具套啤五金件,套啤针很短,从而放置五金件时,易造成产品放置困难,同时容易造成产品的掉出,也增加了五金件的生产周期的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种套啤产品弹针结构,包括:
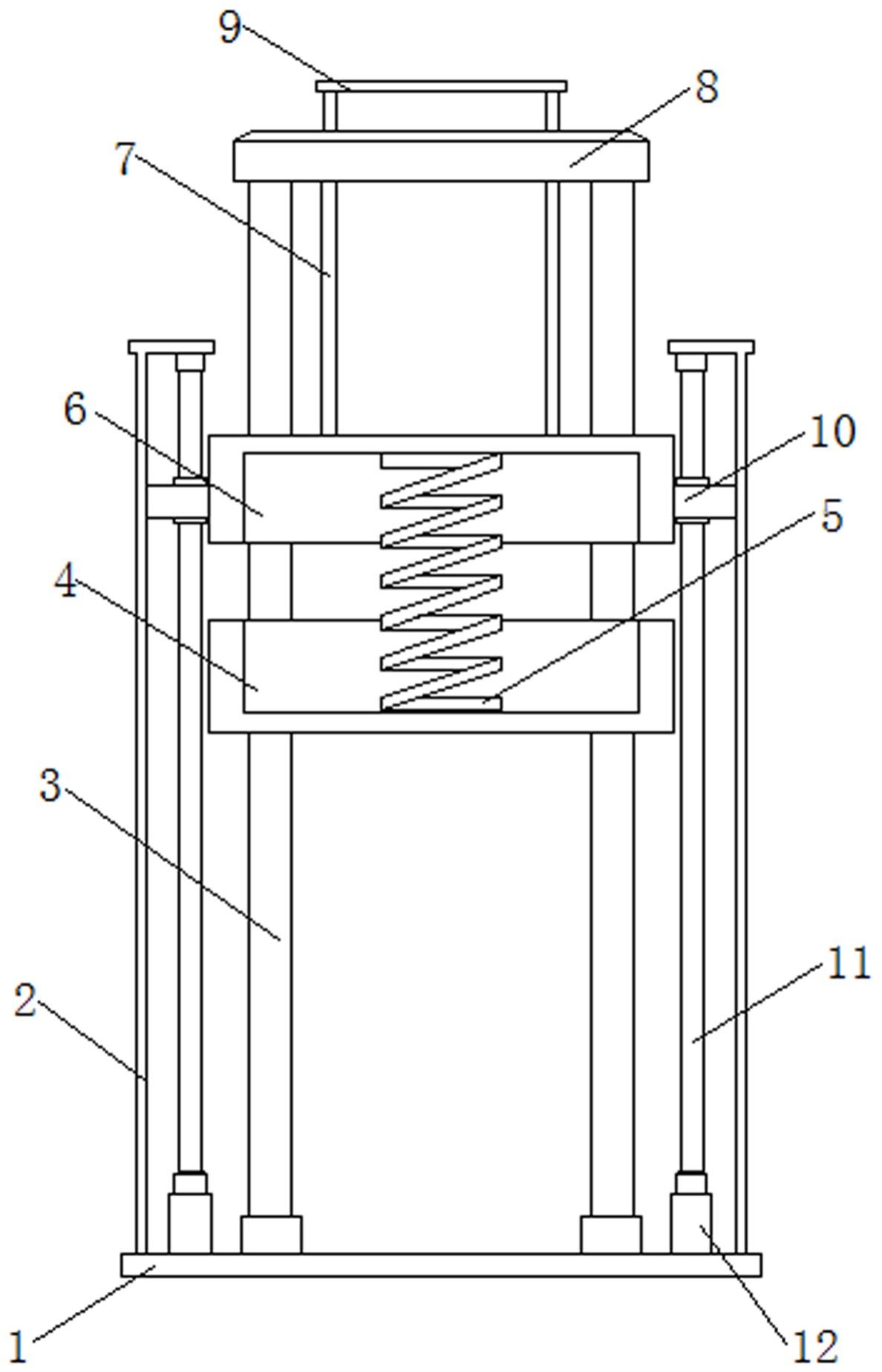
3、固定底座,所述固定底座上方的两侧均安装有支撑杆,且支撑杆的内侧安装有定位顶针,所述定位顶针上安装有下顶出板,且下顶出板内的上端面安装有圆线伸缩弹弓,所述圆线伸缩弹弓的上方连接有上顶出板,所述上顶出板上方的一侧安装有限位螺钉;
4、镶针,其安装在所述上顶出板上方的两侧,所述镶针的上方安装有安装盖,且安装盖的上方安装有五金网;
5、安装槽,其开设在所述安装盖与镶针的连接处,所述镶针上的外侧设置有限位座。
6、优选的,所述上顶出板还设有:
7、升降螺母座,其安装在所述上顶出板的两侧,所述升降螺母座的内部安装有滚珠丝杆,且滚珠丝杆的下方连接有驱动电机。
8、优选的,所述驱动电机与滚珠丝杆之间构成转动结构,且滚珠丝杆贯穿于升降螺母座的内部。
9、优选的,所述下顶出板通过圆线伸缩弹弓与上顶出板之间构成弹性结构,且定位顶针贯穿于下顶出板和上顶出板的内部。
10、优选的,所述镶针贯穿于安装盖的内部,且镶针关于上顶出板的竖直中心线呈对称分布。
11、优选的,所述镶针与安装槽的尺寸相互匹配,且镶针通过限位座与五金网相互卡合。
12、与现有技术相比,本实用新型提供了一种套啤产品弹针结构,具备以下有益效果:
13、本实用新型通过圆线伸缩弹弓能便于下顶出板与上顶出板之间的相互弹出,从而能带动定位顶针向上移出上安装盖外,通过安装槽能便于将五金网安装在镶针上,开模时镶针可以升高,方便放五金件,大大提高了作业效率,避免了现有的模具套啤五金件,套啤针很短,从而放置五金件时,易造成产品放置困难,同时容易造成产品的掉出,也增加了五金件的生产周期的问题。
技术特征:
1.一种套啤产品弹针结构,其特征在于,包括:
2.根据权利要求1所述的一种套啤产品弹针结构,其特征在于,所述上顶出板(6)还设有:
3.根据权利要求2所述的一种套啤产品弹针结构,其特征在于,所述驱动电机(12)与滚珠丝杆(11)之间构成转动结构,且滚珠丝杆(11)贯穿于升降螺母座(10)的内部。
4.根据权利要求1所述的一种套啤产品弹针结构,其特征在于,所述下顶出板(4)通过圆线伸缩弹弓(5)与上顶出板(6)之间构成弹性结构,且定位顶针(3)贯穿于下顶出板(4)和上顶出板(6)的内部。
5.根据权利要求1所述的一种套啤产品弹针结构,其特征在于,所述镶针(7)贯穿于安装盖(8)的内部,且镶针(7)关于上顶出板(6)的竖直中心线呈对称分布。
6.根据权利要求1所述的一种套啤产品弹针结构,其特征在于,所述镶针(7)与安装槽(14)的尺寸相互匹配,且镶针(7)通过限位座(15)与五金网(9)相互卡合。
技术总结
本技术公开了一种套啤产品弹针结构,包括固定底座,所述固定底座上方的两侧均安装有支撑杆,且支撑杆的内侧安装有定位顶针,所述定位顶针上安装有下顶出板,且下顶出板内的上端面安装有圆线伸缩弹弓,所述圆线伸缩弹弓的上方连接有上顶出板,所述上顶出板上方的一侧安装有限位螺钉;镶针,其安装在所述上顶出板上方的两侧,所述镶针的上方安装有安装盖,且安装盖的上方安装有五金网;安装槽,其开设在所述安装盖与镶针的连接处。该套啤产品弹针结构,与现有的装置相比,通过圆线伸缩弹弓能便于下顶出板与上顶出板之间的相互弹出,从而能带动定位顶针向上移出上安装盖外,通过安装槽能便于将五金网安装在镶针上,开模时镶针可以升高,方便放五金件,大大提高了作业效率。
技术研发人员:蔡俊杰
受保护的技术使用者:东莞好景塑胶模具制造有限公司
技术研发日:20221231
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!