聚碳酸酯玻璃材料及其双轴拉伸制备方法和应用
本发明涉及一种聚碳酸酯玻璃材料及其双轴拉伸制备方法和应用,特别是一种刚韧平衡、高透明的聚碳酸酯玻璃及其双轴拉伸制备方法和应用。
背景技术:
1、刚韧平衡、高透明的高性能聚碳酸酯(pc)玻璃在汽车工业、轨道交通、航空航天飞行器视窗玻璃等领域具有重要的应用价值。目前国外pc相关技术处于领先地位,日本帝人公司在高透明pc领域中解决了多个关键技术问题,包括1平方米以上高透明大面积pc材料的成型加工、高透明pc材料与金属的可靠粘结技术、以及高透明pc材料的长期服役性能等,其产品目标是应用于一流汽车品牌等领域。科思创等国际公司已联合汽车制造商开展了pc在车窗上的应用研究。国内方面,目前主要以生产pc原料为主,已拥有多套pc合成装置,但主要生产中低端pc材料,未见自主开发出航空航天及车用pc玻璃等高端产品。因此,迫切需要发展pc的先进制造技术,发展pc高端产品的自主生产与应用技术。
2、目前双轴拉伸聚甲基丙烯酸甲酯(pmma)航空玻璃已成功应用,双轴拉伸加工提高了该有机玻璃的韧性,在防止银纹产生和裂纹扩展方面取得了很大的改进,因而逐渐替代了非定向有机玻璃,并被世界各国普遍采用。而pc较pmma具有更高的强度、刚度以及耐热性,因此,理论上双轴拉伸加工pc玻璃在汽车工业、轨道交通、航空航天飞行器视窗玻璃材料上具有良好的应用前景。
3、目前高分子材料的双轴拉伸有一些专利,比如专利公开号为cn111868147a的专利,公开了“双轴拉伸薄膜”,其树脂组合物包含对苯二甲酸单元作为二羧酸成分,1,4-环己烷二甲醇单元作为二醇成分,聚对苯二甲酸环己烷二甲醇酯,以及包含玻璃化转变温度比该聚对苯二甲酸环己烷二甲醇酯高的聚芳酯树脂。又如专利公开号为cn113412184a的专利,公开了“双轴拉伸聚酯膜”,其使用的聚酯原料的特征在于聚酯树脂中含有选自铝化合物中的至少1种和选自磷化合物中的至少1种作为聚合催化剂。又如专利公开号为cn102358032a的专利,公开了“均匀定向度有机玻璃的制备方法”,其采用双轴拉伸制备了具有均匀定向度的有机玻璃,其针对对象为经本体浇铸法制备的甲基丙烯酸甲酯均聚或共聚板材。
4、论文《聚碳酸酯双轴拉伸薄膜的制备与性能》,合成树脂及塑料,2015,32(2):39-42。该报告研究了聚碳酸酯薄膜的双轴拉伸行为及其性能。其中,所采用的双轴拉伸的预热时间很短(120s)、拉伸速率极慢(5%/min,通过换算,为~0.06mm/s)。在较短的预热时间下,聚碳酸酯薄膜没有得到充分预热,薄膜的可拉伸性不好,分子链不容易拉开,从而影响性能;此外,在极慢的拉伸速率下,拉伸取向的聚碳酸酯分子链容易在拉伸过程中发生松弛,导致分子链取向程度降低,从而进一步影响其性能。从结果来看,该文献报道的聚碳酸双轴拉伸薄膜的综合性能相较于未拉伸的聚碳酸酯薄膜并没有明显提高。
技术实现思路
1、本发明针对目前高端聚碳酸酯玻璃材料对高透明、刚韧平衡、低成本、环保的要求,提出了一种聚碳酸酯玻璃材料及其双轴拉伸制备方法和应用,其特点是以添加有抗氧化剂、配色剂、紫外线吸收剂和润滑剂的聚碳酸酯共混改性树脂为原料,通过“熔融挤出-双轴拉伸”的加工方法制备具有良好力学和光学性能的聚碳酸酯玻璃。采用双轴拉伸加工pc,可以显著提高其强度和韧性,有效防止裂纹扩展和银纹产生。此外,双轴拉伸加工可以抑制pc内部微观结构的各向异性,同时提高pc玻璃的光学透明性以及减少内应力。因此,双轴拉伸加工有望成为高性能pc高档视窗玻璃的有效加工方法。
2、本发明采用了如下技术方案:
3、聚碳酸酯玻璃材料的双轴拉伸制备方法,包括以下步骤,将聚碳酸酯玻璃片材或板材进行双轴拉伸;其中,所述聚碳酸酯玻璃片材或板材的基材为双酚a型聚碳酸酯树脂,所述双轴拉伸的预热时间为5~20min,拉伸速率为10~100mm/s,拉伸比为1.0~4.0,拉伸温度为180~220℃。优选的,预热时间为5~10min,拉伸比为2.5~3.5,拉伸温度为190~210℃。
4、进一步的,所述双酚a型聚碳酸酯树脂的熔融指数为5~30g/10min(300℃,2.16kg),分子量在30000以上。
5、进一步的,所述聚碳酸酯玻璃片材或板材的原料还包括助剂,所述助剂质量占比4%以下。
6、进一步的,所述助剂包括抗受阻酚类和亚磷酸酯类复配的氧化剂、恶唑类配色剂,苯并三唑类紫外线吸收剂,硬脂酸类润滑剂中的一种或多种。
7、进一步的,所述抗氧化剂的质量分数为0.1~1.0wt%,配色剂的质量分数为0.1~0.5wt%,紫外线吸收剂的质量分数为0.05~0.5wt%,润滑剂的质量分数为0.5~2.0wt%。
8、进一步的,所述双轴拉伸的方式为同步双轴拉伸或异步双轴拉伸。
9、进一步的,具体包括以下步骤:
10、将聚碳酸酯树脂在干燥机中进行充分干燥后,进行造粒,加入到单螺杆挤出机中进行熔融、输送和挤出成型,得到聚碳酸酯玻璃片材或板材;将聚碳酸酯玻璃片材或板材在双轴拉伸机中进行双轴拉伸,设置拉伸温度、预热时间、拉伸速率和拉伸比,得到双轴拉伸聚碳酸酯玻璃。
11、进一步的,当所述聚碳酸酯玻璃片材或板材的原料还包括助剂时,所述助剂与干燥后聚碳酸酯树脂进行混合造粒。
12、更具体为:
13、步骤1,将聚碳酸酯树脂在干燥机中进行充分干燥后,与抗氧化剂、配色剂、紫外线吸收剂、润滑剂按比例加入双螺杆挤出机进行共混造粒,得到共混改性原料;
14、步骤2,将共混改性原料加入单螺杆挤出机中,设置单螺杆挤出机各区温度,通过加热及单螺杆的旋转作用现对混合原料的熔融、输送和挤出成型,得到聚碳酸酯片材或板材;单螺杆挤出机各区的温度范围为140~310℃。
15、步骤3,将聚碳酸酯片材或板材在双轴拉伸机中进行双轴拉伸,设置拉伸温度、预热时间、拉伸速率和拉伸比,得到双轴拉伸聚碳酸酯玻璃。
16、本发明还提供一种上述的一种聚碳酸酯玻璃材料的制备方法制备得到的聚碳酸酯玻璃材料。其厚度为10μm以上5mm以下。
17、本发明还提供一种上述的聚碳酸酯玻璃材料作为汽车工业、轨道交通、航空航天飞行器视窗玻璃材料的应用。
18、发明的效果
19、本发明提供一种聚碳酸酯玻璃材料及其双轴拉伸制备方法,与现有技术相比,具有以下的优点:
20、(1)本发明采用“双轴拉伸”加工工艺制备聚碳酸酯玻璃。相比于聚碳酸酯玻璃的传统加工方法如注射成型和注射压缩成型,本方法可进行连续化加工,具有更高的实际生成效率;可通过多步控制(如异步双轴拉伸),操作和结构控制更加容易;并且能够抑制注塑过程中的皮芯结构和内应力。相比于普通流延法,本方法进一步增加了拉伸工艺,能够实现聚碳酸酯玻璃性能的明显提高。
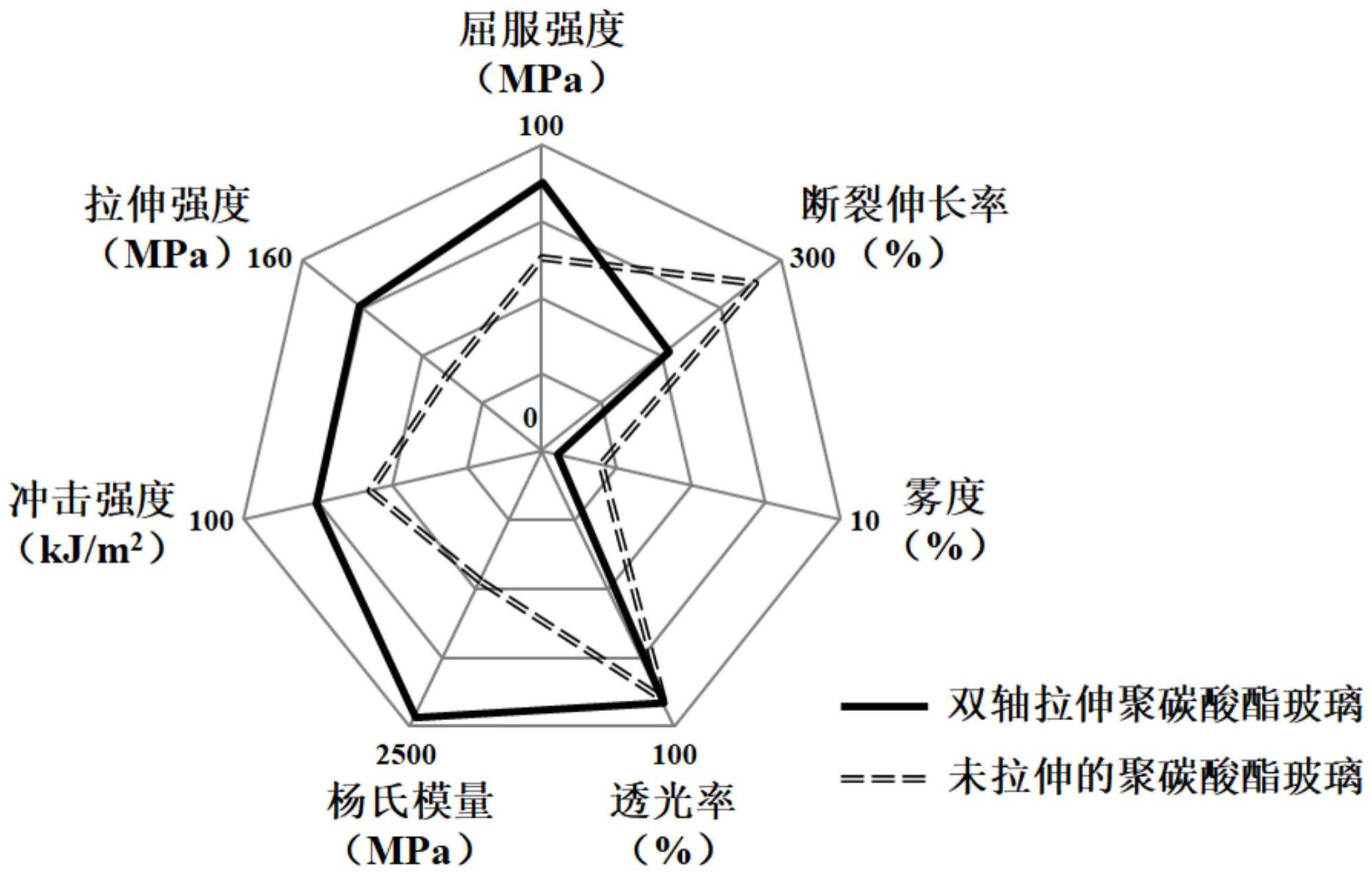
21、(2)本发明制备的双轴拉伸聚碳酸酯玻璃具有优异的综合力学性能,呈现出刚韧平衡性。
22、(3)本发明制备的双轴拉伸聚碳酸酯玻璃的微观非晶结构更加均匀,因此具有更好的光学透明性。
23、(4)本发明制备的双轴拉伸聚碳酸酯玻璃可满足汽车、轨道交通、以及航空航天飞行器视窗玻璃的应用需求。
- 还没有人留言评论。精彩留言会获得点赞!