一种注塑系统及注塑工艺的制作方法
本发明涉及注塑,更具体的说是一种注塑系统及注塑工艺。
背景技术:
1、塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要的各种塑料件。目前最常使用的塑料是聚乙烯、聚丙烯、abs、pa、聚苯乙烯。通常在进行塑料注塑时,熔化后的塑料原料都是从指定的高度位置注入到模具内进行注塑,这样固定位置下将熔化后的塑料原料注入到注塑模具中时,会出现注塑过程中原料填充不到位而导致注塑件中容腔内出现空洞的状况发生,进而导致注塑零件的质量无法保证。
技术实现思路
1、为克服现有技术的不足,本发明提供一种注塑系统及注塑工艺,有益效果为能够避免注塑过程中填充不到位导致出现空洞的状况发生,保证了注塑零件的质量。
2、本发明解决其技术问题所采用的技术方案是:
3、一种注塑系统,包括底架和两个模板,两个模板的两端分别螺纹连接一个螺杆,底架上固接两个双轴电机,四个螺杆分别连接在两个双轴电机两端的输出轴上,两个螺杆的相对面上皆固接有上端开口的模框,底架上固接两个插座,两个插座内皆插有插架,两个插架之间固接有固定架,两个固定架的下端固接有压板,压板位于两个模板之间,压板上通接有出气口和带电控阀门的注塑管。
4、所述压板上固接有与注塑管连通的料箱。
5、所述料箱的外壁上设有加热板。
6、所述固定架的两端皆固接有管架,两个管架上皆连接有冷却管ⅱ。
7、两个所述模板的两端皆设有与冷却管ⅱ管口对应的槽口。
8、所述固定架的两端皆连接有边架,两个边架上皆连接有冷却管ⅰ。
9、所述注塑系统注塑的工艺,该工艺包括以下步骤:
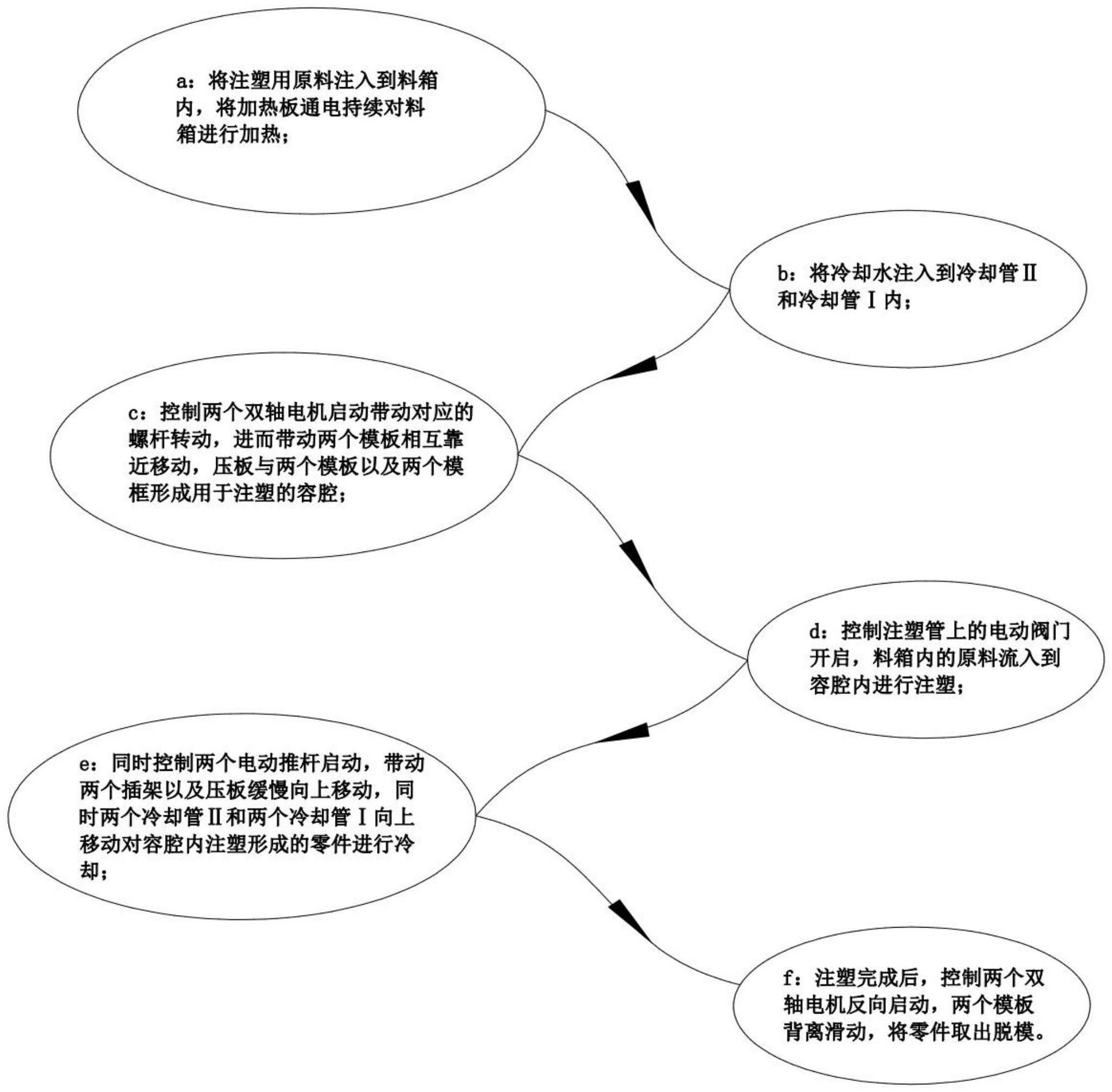
10、a:将注塑用原料注入到料箱内,将加热板通电持续对料箱进行加热;
11、b:将冷却水注入到冷却管ⅱ和冷却管ⅰ内;
12、c:控制两个双轴电机启动带动对应的螺杆转动,进而带动两个模板相互靠近移动,压板与两个模板以及两个模框形成用于注塑的容腔;
13、d:控制注塑管上的电动阀门开启,料箱内的原料流入到容腔内进行注塑;
14、e:同时控制两个电动推杆启动,带动两个插架以及压板缓慢向上移动,同时两个冷却管ⅱ和两个冷却管ⅰ向上移动对容腔内注塑形成的零件进行冷却;
15、f:注塑完成后,控制两个双轴电机反向启动,两个模板背离滑动,将零件取出脱模。
技术特征:
1.一种注塑系统,其特征在于:包括底架(101)和两个模板(103),两个模板(103)的两端分别螺纹连接一个螺杆(102),底架(101)上固接两个双轴电机,四个螺杆(102)分别连接在两个双轴电机两端的输出轴上,两个螺杆(102)的相对面上皆固接有上端开口的模框(104),底架(101)上固接两个插座(106),两个插座(106)内皆插有插架(201),两个插架(201)之间固接有固定架(202),两个固定架(202)的下端固接有压板(203),压板(203)位于两个模板(103)之间,压板(203)上通接有出气口(207)和带电控阀门的注塑管(204)。
2.根据权利要求1所述注塑系统,其特征在于:所述压板(203)上固接有与注塑管(204)连通的料箱(205)。
3.根据权利要求2所述注塑系统,其特征在于:所述料箱(205)的外壁上设有加热板(206)。
4.根据权利要求1所述注塑系统,其特征在于:所述固定架(202)的两端皆固接有管架(305),两个管架(305)上皆连接有冷却管ⅱ(306)。
5.根据权利要求4所述注塑系统,其特征在于:两个所述模板(103)的两端皆设有与冷却管ⅱ(306)管口对应的槽口(105)。
6.根据权利要求1所述注塑系统,其特征在于:所述固定架(202)的两端皆连接有边架(302),两个边架(302)上皆连接有冷却管ⅰ(303)。
7.根据权利要求6所述注塑系统,其特征在于:所述固定架(202)上固接有柱杆(301),两个边架(302)对称滑动连接在柱杆(301)上,两个边架(302)同时滑动连接在两个插架(201)上,所述固定架(202)和所述边架(302)之间固接有拉簧(304)。
8.根据权利要求4或6所述注塑系统,其特征在于:所述冷却管ⅰ(303)与边架(302)转动连接,冷却管ⅱ(306)与管架(305)转动连接。
9.根据权利要求8所述注塑系统,其特征在于:所述冷却管ⅰ(303)和冷却管ⅱ(306)皆位于压板(203)的下端。
10.根据权利要求1至9中任意一项所述注塑系统注塑的工艺,其特征在于:该工艺包括以下步骤:
技术总结
本发明涉及注塑技术领域,更具体的说是一种注塑系统及注塑工艺。有益效果为能够避免注塑过程中填充不到位导致出现空洞的状况发生。该工艺包括以下步骤:a:将注塑用原料注入到料箱内;b:将冷却水注入到冷却管Ⅱ和冷却管Ⅰ内;c:控制两个模板相互靠近移动;d:控制原料流入到容腔内进行注塑;e:控制压板向上移动,两个冷却管Ⅱ和两个冷却管Ⅰ向上移动对容腔内注塑形成的零件进行冷却;f:将零件取出脱模。一种注塑系统,包括底架和两个模板,两个模板的两端分别螺纹连接一个螺杆,底架上固接两个双轴电机,四个螺杆分别连接在两个双轴电机两端的输出轴上,两个螺杆的相对面上皆固接有上端开口的模框,底架上固接两个插座。
技术研发人员:刘豫
受保护的技术使用者:刘豫
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!