一种竹缠绕复合管廊自动化生产设备的制作方法
本发明涉及复合管廊加工的,具体地,涉及一种竹缠绕复合管廊自动化生产设备。
背景技术:
1、竹缠绕复合管廊是以竹子为主要原料,采用热固性树脂做胶黏剂,通过缠绕工艺制作的新型管廊,竹缠绕复合管廊与混凝土管廊从材料性能上相比,其抗压强度与c30混凝土管廊强度同等,并满足城市综合管廊工程技术规范要求。另外,竹缠绕复合管廊具有重量轻、施工安装方便、使用寿命长、防火保温、抗渗漏、耐腐蚀、抗地质沉降、运输便捷、资源可再生、低碳环保等突出优点,因此得到了广泛的应用。
2、相关技术中,竹缠绕复合管廊沿管径方向一般分为内衬层、增强层和外防护层,其中内衬层由浸有胶黏剂的织物缠绕制成,增强层一般由涂有胶黏剂的竹篾缠绕制成,外防护层一般是喷涂一层耐腐蚀、防辐射材料。在制作增强层前,先制成管廊的内衬层,并将薄竹片(即竹篾)用衬布粘接、缝合或编织为一整条连续的带状竹条,再通过人工操控将涂有胶黏剂的竹条机械往复式地缠绕在管廊的内衬层外,然后将其移动后放置一定时间以使得胶黏剂固化。
3、然而,现有的对竹缠绕复合管廊进行加工的生产设备自动化程度较低,在对竹缠绕复合管廊进行加工时需要大量人力成本,导致生产效率较低,鉴于以上问题,需开发一种竹缠绕复合管廊自动化生产设备。
技术实现思路
1、针对现有技术的不足,本发明提供一种竹缠绕复合管廊自动化生产设备。
2、本发明提供一种竹缠绕复合管廊自动化生产设备,包括:
3、机架;
4、活动设于机架的转移机构;
5、沿着转移机构的转移方向依次设置的上料机构和装夹机构;
6、位于装夹机构远离上料机构的一侧的物料输送机构;
7、活动设于机架的固化机构。
8、根据本发明的一实施方式,装夹机构包括底座、第一夹持组件以及第二夹持组件,第一夹持组件或第二夹持组件活动设置于底座上,第一夹持组件与第二夹持组件相对设置。
9、根据本发明的一实施方式,第一夹持组件包括夹持座、转动座、抵紧件以及驱动组件,夹持座滑移设置于底座,转动座转动设于夹持座,抵紧件滑移设于转动座内,驱动组件的驱动端连接转动座靠近夹持座的一端,驱动组件驱动转动座转动,转动座带动抵紧件转动。
10、根据本发明的一实施方式,抵紧件包括活动块、第一连杆、抵紧板、第二滑块以及第二滑轨,活动块滑移设于转动座内,第一连杆的其中一端部铰接于活动块,抵紧板的其中一面与第一连杆的另一端部相铰接,第二滑块连接于抵紧板的一端,第二滑轨设于转动座朝向抵紧板的一侧,第二滑块滑移配合于第二滑轨。
11、根据本发明的一实施方式,驱动组件包括第一驱动件、主动轮、从动轮以及传动带,第一驱动件设于夹持座,主动轮套设于第一驱动件的输出端,从动轮套设于转动座的一端,传动带绕设于主动轮与从动轮。
12、根据本发明的一实施方式,物料输送机构包括放卷组件、浸料组件与引导组件,浸料组件与引导组件沿着放卷组件的放卷方向依次设置,引导组件设于浸料组件远离放卷组件的一侧,引导组件远离浸料组件的一侧伸入第一夹持组件与第二夹持组件之间。
13、根据本发明的一实施方式,放卷组件包括放卷架以及若干个转动辊,若干个转动辊均匀分布于放卷架,转动辊转动连接于放卷架。
14、根据本发明的一实施方式,浸料组件包括支撑架、放料斗、搅拌器、浸料池、浸料辊以及引导杆,放料斗设于支撑架,搅拌器的输出端伸入放料斗内,浸料池与放料斗连通,浸料辊与引导杆错位设置于支撑架的侧壁,浸料池设于支撑架,且浸料辊的底端位于浸料池内。
15、根据本发明的一实施方式,引导组件包括抵接杆以及抵接轮,抵接杆的其中一端转动连接于支撑架远离放卷架的一端,抵接杆的另一端伸入第一夹持组件与第二夹持组件之间,抵接轮转动连接于抵接杆。
16、根据本发明的一实施方式,固化机构包括固化机械手与固化灯,固化机械手滑移设置于机架,固化灯连接于固化机械手远离机架的一端。
17、本发明的有益效果在于:通过上料机构对管廊内衬进行上料,转移机构接收上料的管廊内衬并转移至装夹机构,装夹机构对转移机构转移的管廊内衬进行夹装,并驱动管廊内衬转动,物料输送机构上料竹缠绕物料至转动状态下的管廊内衬上进行缠绕,于装夹机构形成竹缠绕管廊,固化机构移动至竹缠绕管廊进行光固化。上料、夹装、物料输送以及固化各个工序一环接一环,一次性完成竹缠绕管廊的制作,有效地提高了自动化程度与生产效率,并且节约了人力成本。
18、附图标记说明
19、此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
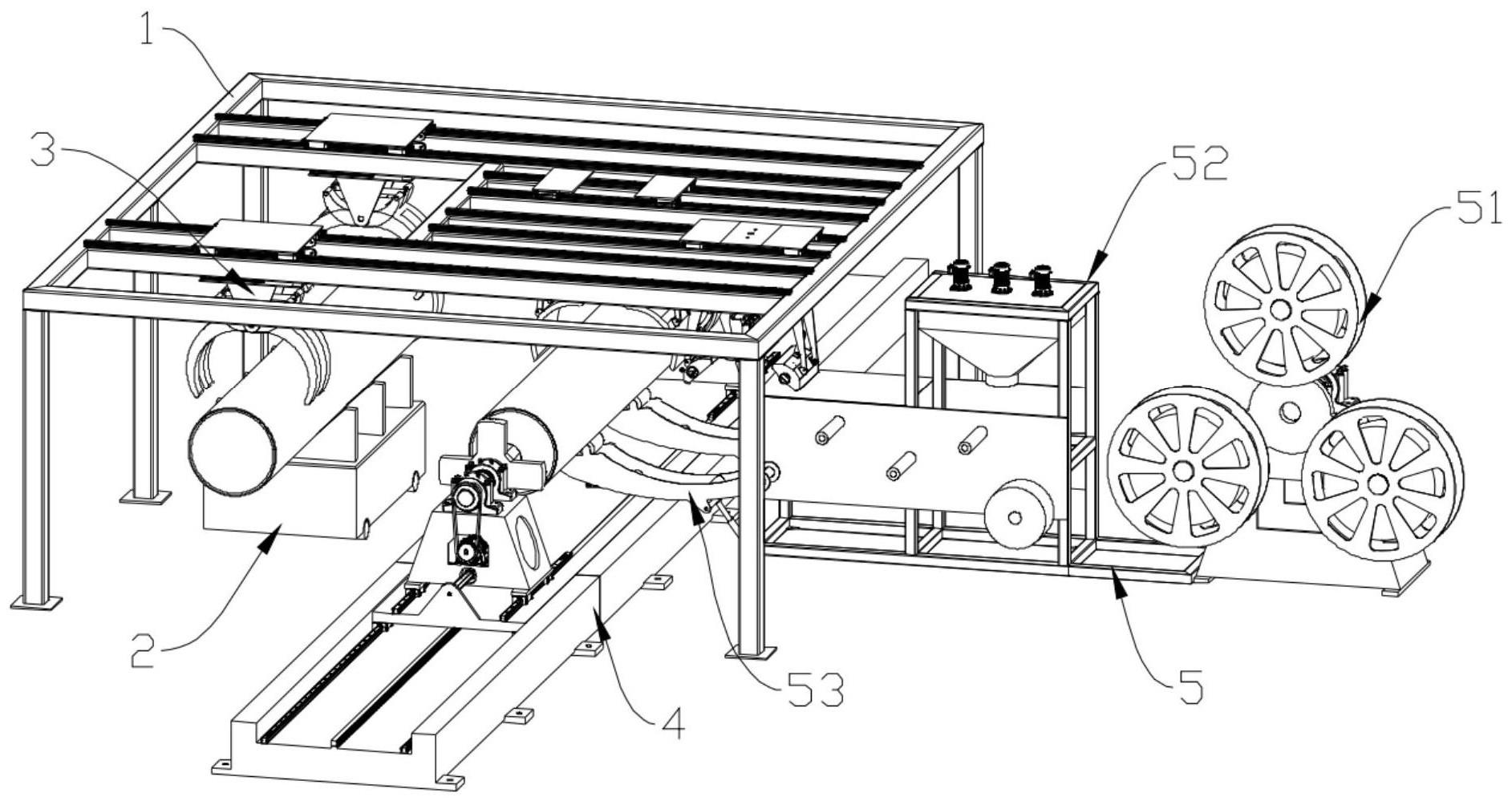
20、图1为实施例中的竹缠绕复合管廊自动化生产设备的立体图;
21、图2为实施例中的竹缠绕复合管廊自动化生产设备的正视图;
22、图3为实施例中用于展示装夹机构与物料输送机构之间关系的立体图;
23、图4为实施例中用于展示装夹机构的立体图;
24、图5为实施例中用于展示第一夹持组件与驱动组件的剖视图;
25、图6为图5中a部分的放大图;
26、图7为实施例中用于展示第一夹持组件的剖视图;
27、图8为实施例中用于展示驱动组件的剖视图;
28、图9为实施例中用于展示固化机构的立体图;
29、图10为实施例中用于展示板房的立体图。
30、附图中,1、机架;2、上料机构;21、转运车;22、凹槽;3、转移机构;31、抓取机械手;4、装夹机构;41、底座;411、底板;412、滑移板;413、齿条;414、齿轮;415、滑移驱动件;416、第一滑轨;417、第一滑块;42、第一夹持组件;421、夹持座;422、转动座;423、抵紧件;4231、活动块;4232、第一连杆;4233、抵紧板;4234、第二滑块;4235、第二滑轨;424、驱动组件;4241、第一驱动件;4242、主动轮;4243、从动轮;4244、传动带;425、推动气缸;426、第三滑轨;427、第三滑块;43、第二夹持组件;5、物料输送机构;51、放卷组件;511、放卷架;512、转动辊;52、浸料组件;521、支撑架;522、放料斗;523、搅拌器;524、浸料辊;525、引导杆;53、引导组件;531、抵接杆;532、抵接轮;533、电动缸;6、固化机构;61、固化机械手;611、滑移块;612、连接架;613、第一伸缩杆;614、第二连杆;615、第三连杆;616、第二伸缩杆;617、第四连杆;62、固化灯;7、板房;71、围墙;72、显示屏。
技术特征:
1.一种竹缠绕复合管廊自动化生产设备,其特征在于,包括:
2.根据权利要求1所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述装夹机构(4)包括底座(41)、第一夹持组件(42)以及第二夹持组件(43),所述第一夹持组件(42)或所述第二夹持组件(43)活动设置于所述底座(41)上,所述第一夹持组件(42)与所述第二夹持组件(43)相对设置。
3.根据权利要求2所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述第一夹持组件(42)包括夹持座(421)、转动座(422)、抵紧件(423)以及驱动组件(424),所述夹持座(421)滑移设置于所述底座(41),所述转动座(422)转动设于所述夹持座(421),所述抵紧件(423)滑移设于所述转动座(422)内,所述驱动组件(424)的驱动端连接所述转动座(422),所述驱动组件(424)驱动所述转动座(422)转动,所述转动座(422)带动所述抵紧件(423)转动。
4.根据权利要求3所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述抵紧件(423)包括活动块(4231)、第一连杆(4232)、抵紧板(4233)、第二滑块(4234)以及第二滑轨(4235),所述活动块(4231)滑移设于所述转动座(422)内,所述第一连杆(4232)的其中一端部铰接于所述活动块(4231),所述抵紧板(4233)的其中一面与所述第一连杆(4232)的另一端部相铰接,所述第二滑块(4234)连接于所述抵紧板(4233)的一端,所述第二滑轨(4235)设于所述转动座(422)朝向所述抵紧板(4233)的一侧,所述第二滑块(4234)滑移配合于所述第二滑轨(4235)。
5.根据权利要求3所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述驱动组件(424)包括第一驱动件(4241)、主动轮(4242)、从动轮(4243)以及传动带(4244),所述第一驱动件(4241)设于所述夹持座(421),所述主动轮(4242)套设于所述第一驱动件(4241)的输出端,所述从动轮(4243)套设于所述转动座(422)的一端,所述传动带(4244)绕设于所述主动轮(4242)与所述从动轮(4243)。
6.根据权利要求2所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述物料输送机构(5)包括放卷组件(51)、浸料组件(52)与引导组件(53),所述浸料组件(52)与引导组件(53)沿着所述放卷组件(51)的放卷方向依次设置,所述引导组件(53)设于所述浸料组件(52)远离所述放卷组件(51)的一侧,所述引导组件(53)远离所述浸料组件(52)的一侧伸入所述第一夹持组件(42)与所述第二夹持组件(43)之间。
7.根据权利要求6所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述放卷组件(51)包括放卷架(511)以及若干个转动辊(512),若干个所述转动辊(512)均匀分布于所述放卷架(511),所述转动辊(512)转动连接于所述放卷架(511)。
8.根据权利要求6所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述浸料组件(52)包括支撑架(521)、放料斗(522)、搅拌器(523)、浸料池、浸料辊(524)以及引导杆(525),所述放料斗(522)设于所述支撑架(521),所述搅拌器(523)的输出端伸入所述放料斗(522)内,所述浸料池与所述放料斗(522)连通,所述浸料辊(524)与所述引导杆(525)错位设置于所述支撑架(521)的侧壁,所述浸料池设于所述支撑架(521),且所述浸料辊(524)的底端位于所述浸料池内。
9.根据权利要求8所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述引导组件(53)包括抵接杆(531)以及抵接轮(532),所述抵接杆(531)的其中一端转动连接于所述支撑架(521)远离所述放卷架(511)的一端,所述抵接杆(531)的另一端伸入所述第一夹持组件(42)与所述第二夹持组件(43)之间,所述抵接轮(532)转动连接于所述抵接杆(531)。
10.根据权利要求1所述的竹缠绕复合管廊自动化生产设备,其特征在于,所述固化机构(6)包括固化机械手(61)与固化灯(62),所述固化机械手(61)滑移设置于所述机架(1),所述固化灯(62)连接于所述固化机械手(61)远离所述机架(1)的一端。
技术总结
本发明揭示了的一种竹缠绕复合管廊自动化生产设备,包括:机架;活动设于机架的转移机构;沿着转移机构的转移方向依次设置的上料机构和装夹机构;位于装夹机构远离上料机构的一侧的物料输送机构;活动设于机架的固化机构。本申请通过上料机构上料管廊内衬,转移机构接收管廊内衬并转移至装夹机构,装夹机构对转移机构转移的管廊内衬进行夹装,并驱动管廊内衬转动,物料输送机构上料竹缠绕物料至转动状态下的管廊内衬上进行缠绕,于装夹机构形成竹缠绕管廊,固化机构移动至竹缠绕管廊进行光固化。上料、夹装、物料输送以及固化各个工序一环接一环,一次性完成竹缠绕管廊的制作,有效地提高了自动化程度与生产效率,并且节约了人力成本。
技术研发人员:宣炯华,宣紫程
受保护的技术使用者:智然能科技(惠州)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!