注射自切口工艺方法与流程
本发明涉及鞋底加工,具体涉及一种注射自切口工艺方法。
背景技术:
1、鞋底通常采用注射模压成型工艺制成,传统模压工艺在模具的上模有一个5mm注射口,此注射口与下模具型腔相连,胶料首先需要用磅秤称重,将胶料放置到模具型腔的对应的位置上,然后通过人工的方式将模具送入机台内进行反应,此种模压工艺,不仅需要配置较多的人工,并且易造成鞋底克重存在误差、厚度密度不均的现象。
技术实现思路
1、本发明针对现有技术存在的不足,提供了一种注射自切口工艺方法。
2、本发明解决其技术问题所采用的技术方案是:
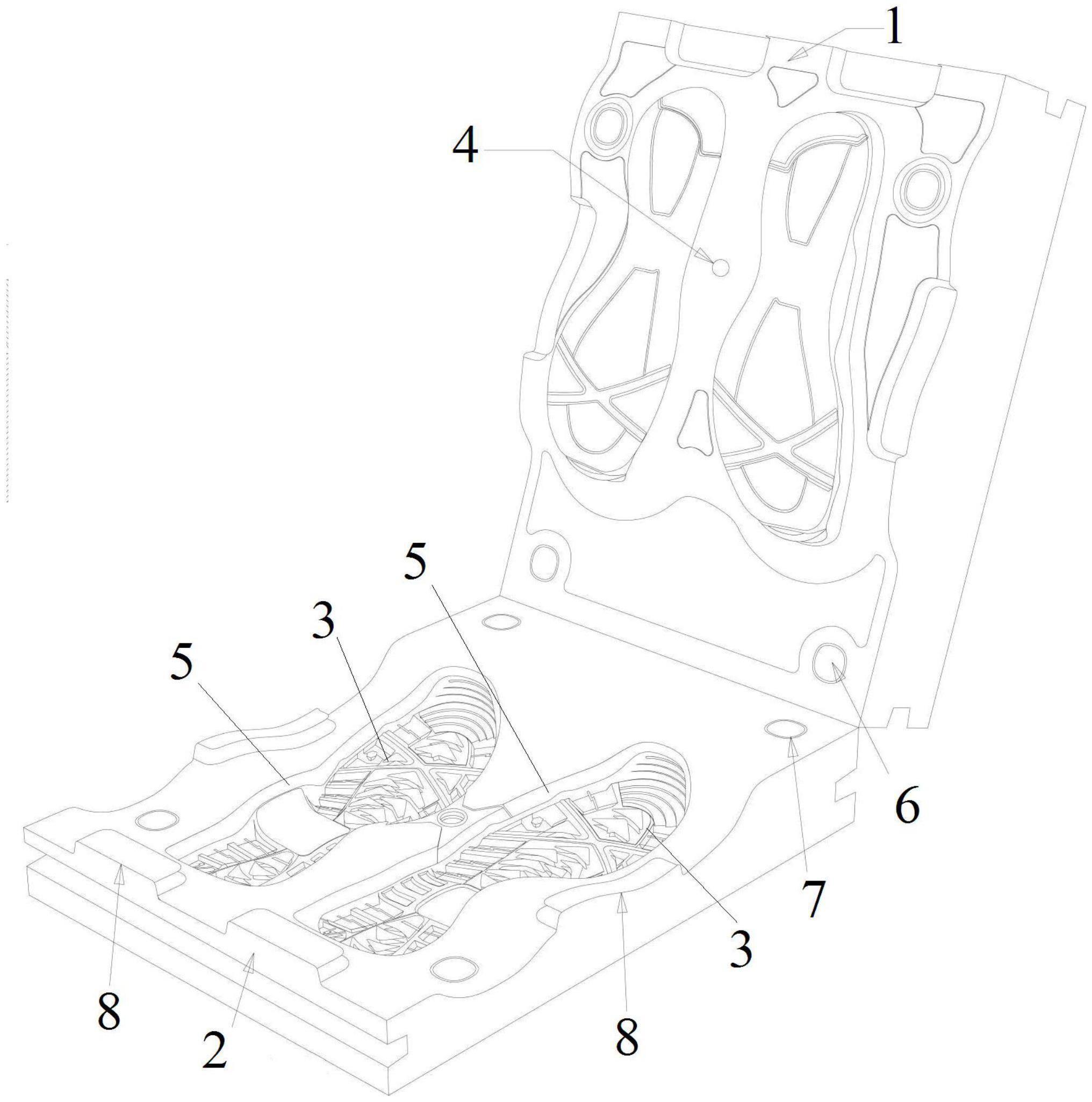
3、一种注射自切口工艺方法,采用注射模具,上模设置注料孔,注料孔与下模的型腔相连通,下模距离型腔边缘设置梯形槽,采用模钉穿过模套从而将上模和下模锁紧固定,将原料由进料孔灌入,原料会填满梯形槽,注射完成后,打开上模,将梯形槽物料和橡胶本体撕开,从而得到鞋底产品。
4、上述下模距离型腔边缘0.3mm设置梯形槽。
5、上述梯形槽尺寸为3mm宽,2.5mm深。
6、上述下模周边设置若干挡墙,上模相应位置设置卡槽,从而提高上下模的密封性。
7、本发明方法不需要用磅秤称量材料的克重,自动化进料,能保证用料克重绝对的精准性,减少了胶料的浪费,能有效的降低原材料成本,同时降低人工成本,提高产量,并且制备的鞋底密度更加均匀。
技术特征:
1.一种注射自切口工艺方法,其特征是采用注射模具,上模设置注料孔,注料孔与下模的型腔相连通,下模距离型腔边缘设置梯形槽,采用模钉穿过模套从而将上模和下模锁紧固定,将原料由进料孔灌入,原料会填满梯形槽,注射完成后,打开上模,将梯形槽物料和橡胶本体撕开,从而得到鞋底产品。
2.根据权利要求1所述的注射自切口工艺方法,其特征是下模距离型腔边缘0.3mm设置梯形槽。
3.根据权利要求1所述的注射自切口工艺方法,其特征是梯形槽尺寸为3mm宽,2.5mm深。
4.根据权利要求1所述的注射自切口工艺方法,其特征是下模周边设置若干挡墙,上模相应位置设置卡槽。
技术总结
注射自切口工艺方法,采用注射模具,上模设置注料孔,注料孔与下模的型腔相连通,下模距离型腔边缘设置梯形槽,原料由进料孔注入,并会填满梯形槽,注射完成后,打开上模,将梯形槽物料和橡胶本体撕开,从而得到鞋底产品。本发明方法不需要用磅秤称量材料的克重,自动化进料,能保证用料克重绝对的精准性,减少了胶料的浪费,能有效的降低原材料成本,同时降低人工成本,提高产量,并且制备的鞋底密度更加均匀。
技术研发人员:王操,陈实,李玉才
受保护的技术使用者:德州市鑫华润科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!