一种环保型木塑复合材料板材成型装置及方法与流程
本发明涉及木塑复合板材,尤其涉及一种环保型木塑复合材料板材成型装置及方法。
背景技术:
1、木塑复合材料是国内外近年蓬勃兴起的一类新型复合材料,指利用聚乙烯、聚丙烯和聚氯乙烯等,代替通常的树脂胶粘剂,与超过50%以上的木粉、稻壳、秸秆等废植物纤维混合成新的木质材料,再经挤压、模压、注射成型等塑料加工工艺,生产出的板材或型材,主要用于建材、家具、物流包装等行业。将塑料和木质粉料按一定比例混合后经热挤压成型的板材。
2、专利号为cn112627454b的专利文献公开了一种pvc复合木塑板材,包括木塑板本体;所述木塑板本体下方通过螺钉固连有龙骨,木塑板本体顶部四周中间位置分别开设有l型槽;所述l型槽数量为四个,l型槽内设有l型抵紧板,l型抵紧板与l型槽内壁固连,l型抵紧板末端向上弧形凸起;所述l型槽下方开设有弧形槽,弧形槽与l型槽连通;所述弧形槽数量为四个,弧形槽相互连通形成环形槽;所述木塑板本体拼接时,l型抵紧板与另一块木塑板本体上的l型抵紧板末端相互抵紧形成矩形腔。
3、但是,在实际使用过程中,发明人发现现有的木塑复合板由于材料的限制,其产品的强度较低,且在温度较高时,会受温度影响导致出现膨胀或弯曲的问题。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,通过设置基板、盖板、上金属扣、下金属扣以及加强筋之间两两卡合,极大的增加木塑复合板的结构强度;且上金属扣和下金属扣均设置为金属材料,一方面能够增加木塑复合板的强度,另一方面由于金属材料可以降低木塑复合板的膨胀系数,防止在高温状态下木塑复合板发生鼓胀变形情况,从而解决了现有的木塑复合板由于材料的限制,其产品的强度较低,且在温度较高时,会受温度影响导致出现膨胀或弯曲的技术问题。
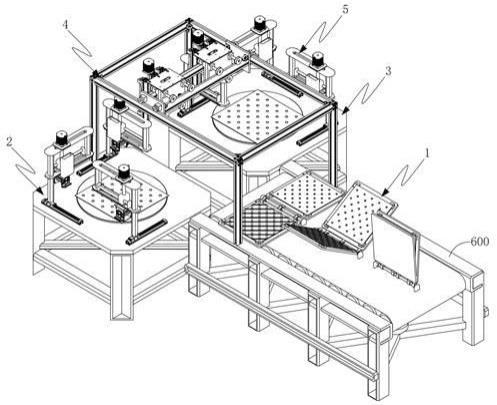
2、针对以上技术问题,采用技术方案如下:一种环保型木塑复合材料板材成型装置,包括木塑复合板、传输机构、设置于传输机构一端且沿传输机构中心横截面对称设置的第一支撑机构和第二支撑机构以及安装于传输机构、第一支撑机构和第二支撑机上方的转移机构;
3、沿所述第一支撑机构的圆周方向依次设置有加强筋安装工位ⅰ、下金属扣安装工位ⅱ以及基板防水涂胶工位ⅲ;
4、沿所述第二支撑机构的圆周方向依次设置有盖板粘胶涂抹工位ⅳ、上金属扣安装工位ⅴ以及盖板防水涂胶工位ⅵ;
5、所述加强筋安装工位ⅰ、下金属扣安装工位ⅱ、加强筋安装工位ⅰ基板防水涂胶工位ⅲ、盖板粘胶涂抹工位ⅳ、上金属扣安装工位ⅴ以及盖板防水涂胶工位ⅵ上均设置有定位机构;
6、所述加强筋安装工位ⅰ上还设置有安装于该工位定位机构上的加强筋安装机构,其包括在第一旋转单元驱动下进行转动的传动组件、用于承接加强筋并沿传动组件垂直方向进行往复运动的若干组转载组件以及使转载组件在运动过程中进行转动的翻转组件。
7、作为优选,所述木塑复合板由基板、盖板、上金属扣、下金属扣以及加强筋组成,所述基板上开设有与下金属扣相适配的螺槽,所述盖板上开设有与上金属扣相适配的螺槽。
8、作为优选,所述传动组件包括与定位机构底端连接的传动板、安装于传动板底部四边的滑板以及安装于滑板上的驱动轨道,所述传动板上方设置有储料仓,且传动板顶部与储料仓底部位于同一平面,所述滑板中部安装有胶辊;
9、所述转载组件包括安装于驱动轨道上且与滑板滑动连接的滑块、转动连接于滑块之间的转载框以及设置于转载框内部的弹性夹持件;
10、所述翻转组件包括安装于滑板上驱动齿条以及与转载框同轴转动的传动齿轮,所述驱动齿条与传动齿轮相适配。
11、作为优选,所述定位机构包括第一驱动单元、安装于第一驱动单元上方的支撑杆、设置于支撑杆顶部和中部的第一支撑板和第二支撑板、转动连接于第二支撑板上的螺纹杆、与螺纹杆连接的第二驱动单元、滑动连接于第二支撑板上并与螺纹杆螺纹连接的定位块以及贯穿定位块、第一支撑板和第二支撑板设置的连接杆。
12、作为优选,所述下金属扣安装工位ⅱ和上金属扣安装工位ⅴ上均设置有用于安装上金属扣和下金属扣的金属扣安装机构,所述金属扣安装工位和上金属扣安装工位ⅴ上均设置有用于驱动金属扣安装机构进行升降工作的第一伸缩单元;
13、所述金属扣安装机构包括与连接杆底部连接的上板、通过伸缩杆与上板连接的下板、与下板转动连接的第一锥形齿轮、与下板转动连接并与第一锥形齿轮相适配的第二锥形齿轮、与第二锥形齿轮同轴转动的联动齿轮、安装于上板一侧的联动齿条以及安装于第一锥形齿轮轴心并贯穿下板设置的储料筒。
14、作为优选,所述基板防水涂胶工位ⅲ和盖板防水涂胶工位ⅵ上均设置有用于对基板和盖板的对应部分进行涂防水剂的涂剂机构,所述基板防水涂胶工位ⅲ和盖板防水涂胶工位ⅵ上均设置有用于驱动涂剂机构进行升降工作的第二伸缩单元;
15、所述涂剂机构包括与连接杆底部连接的连接板以及设置于连接板底部的涂剂棉,所述涂剂棉底面四边均设置为圆角。
16、作为优选,所述盖板粘胶涂抹工位ⅳ上均设置有用于对盖板上与加强筋对应部分进行抹胶的涂抹机构,所述盖板粘胶涂抹工位ⅳ上设置有用于驱动涂抹机构进行旋转工作的第三伸缩单元;
17、沿所述传输机构的传输方向上设置有若干组成型机构,其包括合并单元、设置于合并单元两侧的承载板以及设置于承载板上的夹角件。
18、一种环保型木塑复合材料板材成型装置的成型方法,包括以下步骤:
19、步骤s1,基板加工工序,首先通过人工将基板放置于第一支撑机构上方的中心处,在加强筋安装工位ⅰ上对下方基板的对应部分粘贴加强筋,再使基板进行转动,依次对基板的对应部分粘贴加强筋,然后在下金属扣安装工位ⅱ上对下方基板上位于加强筋交叉处的对应孔处安装下金属扣,最后在基板防水涂胶工位ⅲ上对下方基板上位于加强筋包围的部分以及加强筋的内壁涂抹上防水涂层;
20、步骤s2,盖板加工工序,与上述步骤s同步工作,首先通过人工将盖板放置于第二支撑机构上方的中心处,在对基板的对应部分粘贴加强筋时,同步在盖板粘胶涂抹工位ⅳ对盖板的对应部分涂抹上粘胶,然后在基板安装下金属扣时,同步在上金属扣安装工位ⅴ上对下方盖板上的对应孔处安装上金属扣,最后在基板涂抹防水涂层时,同步在盖板防水涂胶工位ⅵ上对盖板上的对应部分涂抹上防水涂层;
21、步骤s3,板材转移工序,在基板和盖板加工完成后,启动转移机构分别将第一支撑机构上的基板以及第二支撑机构上的盖板同步抓取,并同步转移至传输机构上的成型机构上;
22、步骤s4,成型输出工序,启动传输机构,带动传输机构上方的成型机构进行移动,从而带动成型机构上的基板和盖板一起沿传输机构的传输方向进行运动,并在运动过程中逐渐将基板和盖板合并在一起,完成木塑复合材料板材的合并成型,并在传输机构的尾端将成型的木塑复合材料板材通过人工输出。
23、作为优选,所述步骤s1包括以下步骤:
24、步骤s11,加强筋安装工序,首先启动第一旋转单元使下方的传动组件使之进行转动,当转动90°后,储料仓会落下一块加强筋,并下落至下方的转载组件内,如此往复四次,使四组转载组件内均存放有加强筋,此时使驱动轨道开始工作带动转载组件下降,并在下降过程中通过翻转组件带动转载组件向内侧进行翻转,当移动至传动组件中部位置时,转载组件翻转90°此时加强筋处于朝向传动组件状态,从而擦过胶辊,使加强筋的上表面涂抹上粘胶,继续移动至底部时转载组件翻转180°,此时加强筋处于朝向基板方向状态,此时再通过驱动轨道带动转载组件下降,且此时翻转组件不再工作,使加强筋与基板接触,通过加强筋上设置的粘胶使其与基板粘贴在一起,完成一组加强筋的组装,然后使基板与传动组件同步进行转动,从而沿基板的四角依次进行组装工作,且每四组加强筋安装完成后,通过定位机构使加强筋安装机构转移至相邻处,再沿基板的四角依次进行组装工作,从而能够完成加强筋的组装工作;
25、步骤s12,下金属扣安装工序,启动下金属扣安装工位ⅱ上的第一伸缩单元使金属扣安装机构下降,将下金属扣压进基板的螺槽内,并使金属扣安装机构进行旋转将下金属扣拧进基板的螺槽内,再将金属扣安装机构抬升复位,等待下一组工作;
26、步骤s13,基板防水涂胶工序,启动基板防水涂胶工位ⅲ上的第二伸缩单元使涂剂机构下降,对位于正下方的基板对应处涂抹防水剂,再将涂剂机构抬升复位,等待下一组工作。
27、作为优选,所述步骤s2包括以下步骤:
28、步骤s21,盖板粘胶涂抹工序,启动盖板粘胶涂抹工位ⅳ上的第三伸缩单元使涂抹机构下降,对位于正下方的盖板对应处涂抹粘胶,再使涂抹机构抬升复位,等待下一组工作;
29、步骤s22,上金属扣安装工序,启动上金属扣安装工位ⅴ上的第一伸缩单元使金属扣安装机构下降,将上金属扣压进盖板的螺槽内,并使金属扣安装机构进行旋转将下金属扣拧进盖板的螺槽内,再将金属扣安装机构抬升复位,等待下一组工作;
30、步骤s23,盖板防水涂胶工序,启动盖板防水涂胶的第二伸缩单元使涂剂机构下降,对位于正下方的盖板对应处涂抹防水剂,再将涂剂机构抬升复位,等待下一组工作。
31、本发明的有益效果:
32、(1)本发明中通过设置加强筋安装工位ⅰ、下金属扣安装工位ⅱ以及基板防水涂胶工位ⅲ,完成基板、下金属扣以及加强筋的自动加工组装,并通过设置盖板粘胶涂抹工位ⅳ、上金属扣安装工位ⅴ以及盖板防水涂胶工位ⅵ,完成盖板和上金属扣的自动加工组装,自动化程度高,增加工作效率,同时每个工位定位准确,保证产品的高精准度;
33、(2)本产品中基板、盖板、上金属扣、下金属扣以及加强筋之间两两卡合,极大的增加木塑复合板的结构强度;且上金属扣和下金属扣均设置为金属材料,一方面能够增加木塑复合板的强度,另一方面由于金属材料可以降低木塑复合板的膨胀系数,防止在高温状态下木塑复合板发生鼓胀变形情况;
34、(3)本发明中通过设置涂剂机构,对基板和盖板的对应部分进行涂防水剂,能够防止木塑复合板在使用时,出现渗水或者返潮,导致降低木塑复合板的使用寿命。
35、综上所述,该设备具有自动化程度高、高精准度以及生产效率高的优点,尤其适用于木塑复合板材技术领域。
- 还没有人留言评论。精彩留言会获得点赞!