一种即冷即热式碳纤维热塑板的生产线的制作方法
本发明涉及碳纤维复合板制造,特别是涉及一种即冷即热式碳纤维热塑板的生产线。
背景技术:
1、碳纤维热塑板美观高端,且强度是钢铁的五倍,同时具备出色的耐热性、耐磨损性、抗腐蚀性,作为很多高端产品外壳和配件都非常实用。碳纤维热塑板更环保,且可以重复利用,克服了一般热固性板材不可反逆的操作,热塑性板材具有在一定的温度条件下,能软化或熔融成任意形状,冷却后形状不变的特点。
2、然而现有的碳纤维热塑板生产方法,其在复合生产过程中,无法将碳纤维热塑板以及与之复合的基体完全融合,在二者融合时难免会在内部产生一定的内应力,影响碳纤维热塑板整体的性能。
技术实现思路
1、本发明的目的在于提供一种即冷即热式碳纤维热塑板的生产线,以解决上述问题。
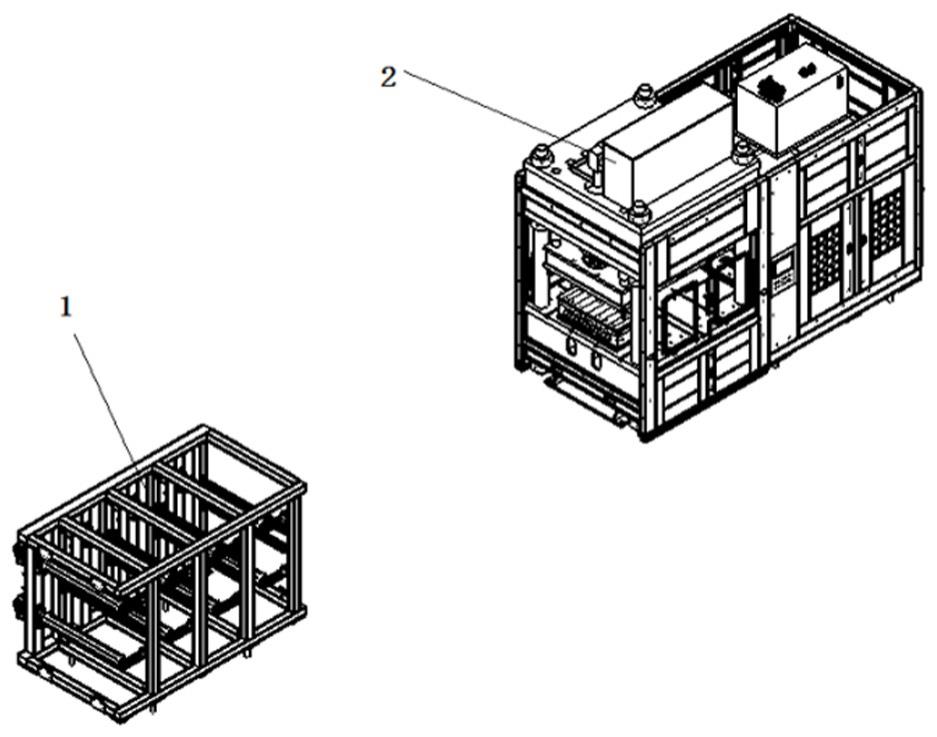
2、为实现上述目的,本发明提供如下技术方案:一种即冷即热式碳纤维热塑板的生产线,沿生产工艺走向依次包括:
3、前端放卷单元,用于将成卷的待复合片材释放呈连续线状便于后续工艺;
4、连续模压单元,对放卷后的纤维板材进行连续模压,最终输出形成碳纤维热塑板。
5、作为本发明的一种改进,所述前端放卷单元包括:
6、放卷架,呈方形框架结构;
7、纤维卷轴,转动设置于放卷架上;
8、多个纤维卷轴分为上下两组设置于放卷架上,同一组的纤维卷轴处于同一水平线上。
9、作为本发明的一种改进,每个纤维卷轴均由一组驱动件和张力调整件控制转动;
10、所述纤维卷轴的一端与电机传动连接,另一端通过调整架转动设置于放卷架;
11、所述调整架上形成有调整腰孔,所述纤维卷轴嵌接于调整腰孔内。
12、作为本发明的一种改进,所述前端放卷单元上还设置有油阻尼气体压力显示表,用于监测纤维卷材上的张紧力。
13、作为本发明的一种改进,所述连续模压单元包括热模压装置和即冷牵引装置。
14、作为本发明的一种改进,所述热模压装置包括:
15、外箱体;
16、下模具,设置于外箱体内部;
17、上滑动件,位于下模具上方,且通过压机导柱滑动设置在外箱体内;
18、油缸,竖直固定在上滑动件的下端面;
19、所述油缸的下端连接有压机滑块,所述压机滑块通过滑块导柱上下滑动的设置在上滑动件的下方;
20、所述压机滑块的下端面连接有加热上模具,所述碳纤维卷材穿过加热上模具和下模具之间,
21、作为本发明的一种改进,所述即冷牵引装置包括:
22、牵引箱体;
23、滑动底板,通过直线导轨滑动设置在牵引箱体内;
24、所述滑动底板上连接有滑动电缸,所述滑动电缸的驱动方向和碳纤维热塑板的走向一致;
25、所述滑动底板的上方还依次设置有滑动中板和固定顶板;
26、所述固定顶板通过夹紧导柱固定在滑动底板上方;
27、所述中板与夹紧导柱滑动连接;
28、所述固定顶板上设置有夹紧气缸,所述夹紧气缸的下端与中板连接。
29、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
30、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种即冷即热式碳纤维热塑板的生产线,其特征在于,沿生产工艺走向依次包括:
2.根据权利要求1所述的一种即冷即热式碳纤维热塑板的生产线,其特征在于,所述前端放卷单元(1)包括:
3.根据权利要求2所述的一种即冷即热式碳纤维热塑板的生产线,其特征在于:每个纤维卷轴(12)均由一组驱动件和张力调整件控制转动;
4.根据权利要求2所述的一种即冷即热式碳纤维热塑板的生产线,其特征在于:所述前端放卷单元(1)上还设置有油阻尼气体压力显示表,用于监测纤维卷材上的张紧力。
5.根据权利要求1所述的一种即冷即热式碳纤维热塑板的生产线,其特征在于:所述连续模压单元(2)包括热模压装置(3)和即冷牵引装置(4)。
6.根据权利要求5所述的一种即冷即热式碳纤维热塑板的生产线,其特征在于,所述热模压装置(3)包括:
7.根据权利要求5所述的一种即冷即热式碳纤维热塑板的生产线,其特征在于,所述即冷牵引装置(4)包括:
技术总结
本发明提供一种即冷即热式碳纤维热塑板的生产线,沿生产工艺走向依次包括:前端放卷单元,用于将成卷的待复合片材释放呈连续线状便于后续工艺;连续模压单元,对放卷后的纤维板材进行连续模压,最终输出形成碳纤维热塑板。本发明提供的一种即冷即热式碳纤维热塑板的生产线,在即冷即热状态下对碳纤维热塑板进行热压成型,成型后的碳纤维热塑板美观高端,且强度是钢铁的五倍,同时具备出色的耐热性、耐磨损性、抗腐蚀性。
技术研发人员:袁中春
受保护的技术使用者:韩塑希埃孚黑色科技(上海)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!