零件的注塑成型方法与流程
本发明涉及一种零件的注塑成型方法,属于注塑模具。
背景技术:
1、随着产品结构设计越来越复杂,注塑模具为了在满足一定的装配要求和不损伤产品的要求,通常会选择采用滑块抽芯的方法来对产品进行脱模。
2、目前在塑胶模具中常见的一种机构是滑块成型产品侧向倒扣,该机构设计了两个或多个方向的产品倒扣。但是,该机构在模具设计和制造的环节中,因为有多个方向的产品倒扣,需要模具内有足够的空间来设计多个机构分别成型出来,导致模具结构复杂且空间浪费,严重的情况会导致模具太大而被迫选取较大吨位的注塑成型设备,增加整个产品注塑成本。
技术实现思路
1、本发明的目的是提供一种零件的注塑成型方法,该零件的注塑成型方法在实现多方向脱模的同时有效缩小了模具尺寸和需求注塑设备吨位,节省了模具制造成本及塑胶产品的生产成本。
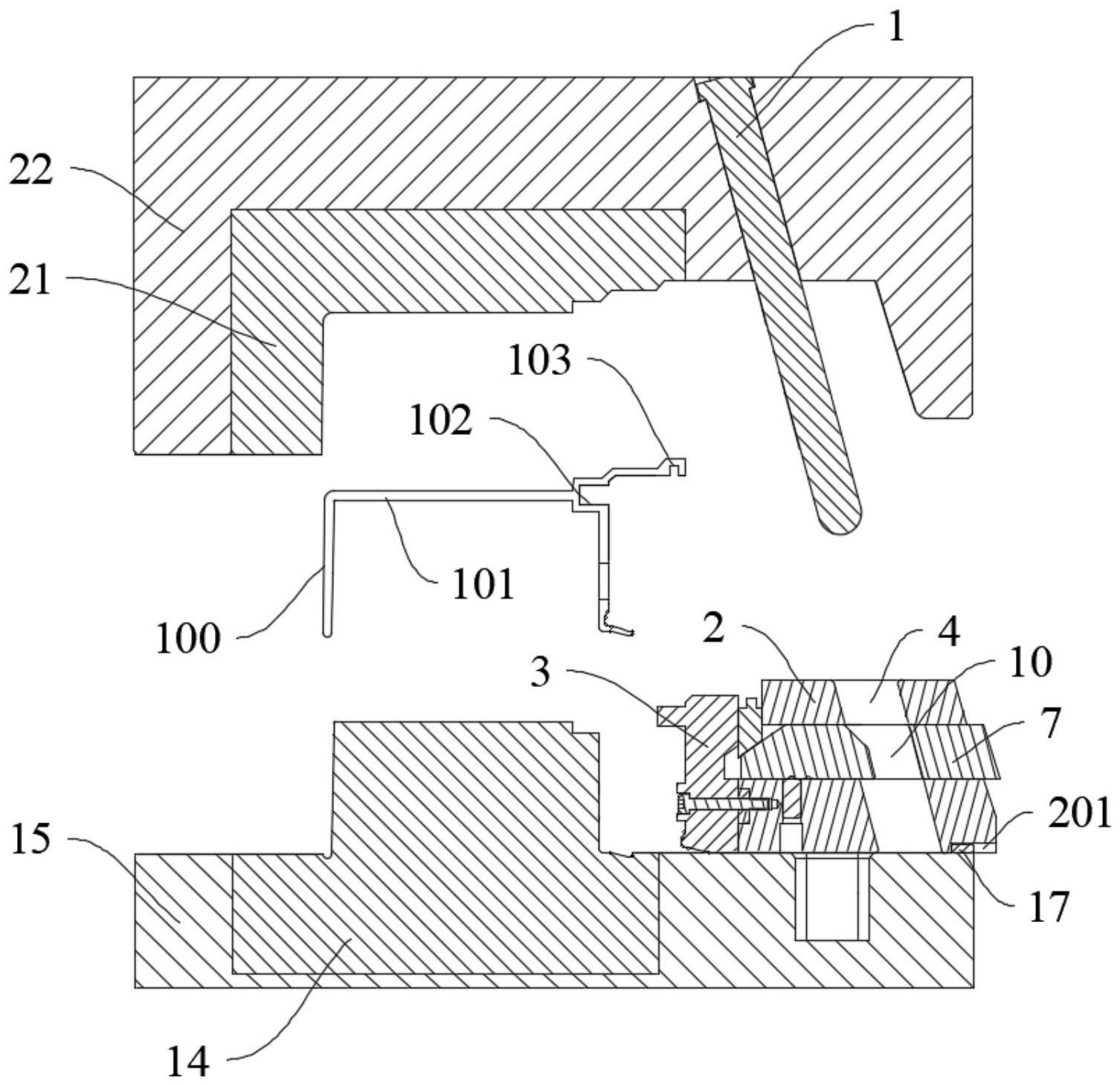
2、为达到上述目的,本发明采用的技术方案是:一种零件的注塑成型方法,基于一注塑模具,所述注塑模具包括:安装有母模仁的母模板、安装有公模仁的公模板、安装于母模板上的斜导柱和安装于公模板上的滑块,所述母模仁与公模仁之间形成注塑型腔,所述滑块上表面开设有供斜导柱嵌入并与斜导柱倾斜方向一致的通孔,可在竖直方向上移动的所述斜导柱在远离公模仁的方向上向下延伸,所述零件包括本体、成型于本体上的若干个第一凹陷部和若干个第二凹陷部,所述第一凹陷部与第二凹陷部呈90度设置,可在水平方向上移动的所述滑块上并位于滑块与公模仁之间安装有一用于成型第一凹陷部的入子;
3、所述滑块上开设有一沿水平方向延伸的第一导向孔,所述入子上表面开设有一沿竖直方向延伸并与第一导向孔连通的第二导向孔,所述第一导向孔内可活动地安装有一与滑块的移动方向一致的活动块,一可在竖直方向移动的活动入子的下部嵌入第二导向孔内,该活动入子的上部露出入子并用于成型第二凹陷部,所述活动入子与活动块之间通过2个倾斜方向一致的斜面滑动配合,所述斜面在靠近斜导柱的方向上向上延伸且2个斜面的长度不同,所述活动块的上表面开设有一供斜导柱穿过的子通孔,与斜导柱倾斜方向相同的所述子通孔的内径小于滑块上通孔的内径;
4、所述成型方法包括以下步骤:
5、步骤一、将母模板与公模板置于合模状态,通过流道向注塑型腔内注入胶液,冷却后获得零件,所述零件上具有由入子成型获得的至少一个第一凹陷部和由活动入子成型获得的第二凹陷部;
6、步骤二、开模,斜导柱随着母模板上移并推动活动块沿水平方向在滑块中做平移运动,同时,与活动块通过斜面滑动配合的活动入子下移,直至将活动入子自成型好的零件的第二凹陷部内抽离;
7、步骤三、继续开模,斜导柱随着母模板继续上移并推动滑块沿水平方向远离公模仁,直至将安装于滑块上的入子自成型好的零件的第一凹陷部内抽离;
8、步骤四、将零件向上顶出直至其与公模仁脱离。
9、上述技术方案中进一步改进的方案如下:
10、1. 上述方案中,所述公模板上表面的边缘处具有一向上的止位凸起,所述滑块上开有一供所述止位凸起嵌入的止位槽。
11、2. 上述方案中,所述活动块与第一导向孔的内壁之间设置有两组相互配合的限位波珠和波珠槽,沿活动块的移动方向间隔设置的2个所述波珠槽之间的间距为活动块在滑块内的行程。
12、3. 上述方案中,所述限位波珠竖直安装于滑块上,所述波珠槽开设于活动块的下表面。
13、4. 上述方案中,所述子通孔的内壁与斜导柱的侧表面滑动接触,所述通孔的内径大于斜导柱的外径,从而在斜导柱与通孔的内壁之间形成一间距层。
14、5. 上述方案中,所述第一导向孔为在水平方向上贯通的通孔。
15、6. 上述方案中,所述入子上开设有一供活动块一端嵌入的避位槽。
16、7. 上述方案中,所述活动入子与活动块之间通过至少两组滑槽与凸条配合连接。
17、8. 上述方案中,所述入子通过一螺栓固定安装于滑块上。
18、由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
19、本发明零件的注塑成型方法,其零件包括本体、成型于本体上的若干个第一凹陷部和若干个第二凹陷部,第一凹陷部与第二凹陷部呈90度设置,可在水平方向上移动的滑块上并位于滑块与公模仁之间安装有一用于成型第一凹陷部的入子,滑块上开设有一沿水平方向延伸的第一导向孔,入子上表面开设有一沿竖直方向延伸并与第一导向孔连通的第二导向孔,第一导向孔内可活动地安装有一与滑块的移动方向一致的活动块,一可在竖直方向移动的活动入子的下部嵌入第二导向孔内,该活动入子的上部露出入子并用于成型第二凹陷部,活动入子与活动块之间通过2个倾斜方向一致的斜面滑动配合,斜面在靠近斜导柱的方向上向上延伸且2个斜面的长度不同,活动块的上表面开设有一供斜导柱穿过的子通孔,与斜导柱倾斜方向相同的子通孔的内径小于滑块上通孔的内径,在有限的空间内实现了不同角度倒扣脱模方向的转换,从而通过一组机构实现两个不同方向的倒扣脱模,避免多机构设计对模具的空间浪费,在实现多方向脱模的同时有效缩小了模具尺寸和需求注塑设备吨位,节省了模具制造成本及塑胶产品的生产成本。
技术特征:
1.一种零件的注塑成型方法,基于一注塑模具,所述注塑模具包括:安装有母模仁(21)的母模板(22)、安装有公模仁(14)的公模板(15)、安装于母模板(22)上的斜导柱(1)和安装于公模板(15)上的滑块(2),所述母模仁(21)与公模仁(14)之间形成注塑型腔(16),所述滑块(2)上表面开设有供斜导柱(1)嵌入并与斜导柱(1)倾斜方向一致的通孔(4),可在竖直方向上移动的所述斜导柱(1)在远离公模仁(14)的方向上向下延伸,其特征在于:所述零件(100)包括本体(101)、成型于本体(101)上的若干个第一凹陷部(102)和若干个第二凹陷部(103),所述第一凹陷部(102)与第二凹陷部(103)呈90度设置,可在水平方向上移动的所述滑块(2)上并位于滑块(2)与公模仁(14)之间安装有一用于成型第一凹陷部(102)的入子(3);
2.根据权利要求1所述的零件的注塑成型方法,其特征在于:所述公模板(15)上表面的边缘处具有一向上的止位凸起(17),所述滑块(2)上开有一供所述止位凸起(17)嵌入的止位槽(201)。
3.根据权利要求1所述的零件的注塑成型方法,其特征在于:所述活动块(7)与第一导向孔(5)的内壁之间设置有两组相互配合的限位波珠(181)和波珠槽(182),沿活动块(7)的移动方向间隔设置的2个所述波珠槽(182)之间的间距为活动块(7)在滑块(2)内的行程。
4.根据权利要求3所述的零件的注塑成型方法,其特征在于:所述限位波珠(181)竖直安装于滑块(2)上,所述波珠槽(182)开设于活动块(7)的下表面。
5.根据权利要求1所述的零件的注塑成型方法,其特征在于:所述子通孔(10)的内壁与斜导柱(1)的侧表面滑动接触,所述通孔(4)的内径大于斜导柱(1)的外径,从而在斜导柱(1)与通孔(4)的内壁之间形成一间距层(11)。
6.根据权利要求1或5所述的零件的注塑成型方法,其特征在于:所述第一导向孔(5)为在水平方向上贯通的通孔。
7.根据权利要求1或5所述的零件的注塑成型方法,其特征在于:所述入子(3)上开设有一供活动块(7)一端嵌入的避位槽(12)。
8.根据权利要求1或5所述的零件的注塑成型方法,其特征在于:所述活动入子(8)与活动块(7)之间通过至少两组滑槽(131)与凸条(132)配合连接。
9.根据权利要求1或5所述的零件的注塑成型方法,其特征在于:所述入子(3)通过一螺栓(23)固定安装于滑块(2)上。
技术总结
本发明公开一种零件的注塑成型方法,基于一注塑模具,所述注塑模具包括:安装有母模仁的母模板、安装有公模仁的公模板、安装于母模板上的斜导柱和安装于公模板上的滑块,所述滑块上表面开设有供斜导柱嵌入并与斜导柱倾斜方向一致的通孔,所述滑块上开设有一沿水平方向延伸的第一导向孔,所述入子上表面开设有一沿竖直方向延伸并与第一导向孔连通的第二导向孔,一可在竖直方向移动的活动入子的下部嵌入第二导向孔内。本发明在实现多方向脱模的同时有效缩小了模具尺寸和需求注塑设备吨位,节省了模具制造成本及塑胶产品的生产成本。
技术研发人员:李永,赵伟伟,张冬泽,陈小龙,吴春花
受保护的技术使用者:昆山科森科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!