一种复合管材及其制作方法与流程
本发明涉及复合管材,特别是涉及一种复合管材及其制作方法。
背景技术:
1、目前市场上的复合管材,例如:钢丝网骨架增强聚乙烯复合管,市场上最大型号为dn1200,产品口径过大时生产设备成本高,管材环刚度低,如增加环刚度需提高管材壁厚大,会造成生产成本高。因此市场中多选用pccp或球墨铸铁管,但此类产品长期使用容易造成水体污染,同时产品寿命低综合使用成本高。而高密度聚乙烯(hdpe)缠绕结构壁管,虽满足环刚度的要求,但管材承压能力低、应用范围窄,且内管采片材缠绕的方式易导致管材层间结合差、内壁含有气孔等缺陷,生产工艺控制精度要求高,同时管材冷却时间过长,产品非连续性生产,生产产能低。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种复合管材及其制作方法,在高分子内管的外部设置复合增强层以提高管材的整体强度,减小了同等压力下大口径塑料管材的壁厚,并在高分子外护层上缠绕了管状的结构壁,以提高大口径塑料管材的环刚度,解决了现有复合管材环刚度、承压能力及结构稳定性无法同步满足要求的问题。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
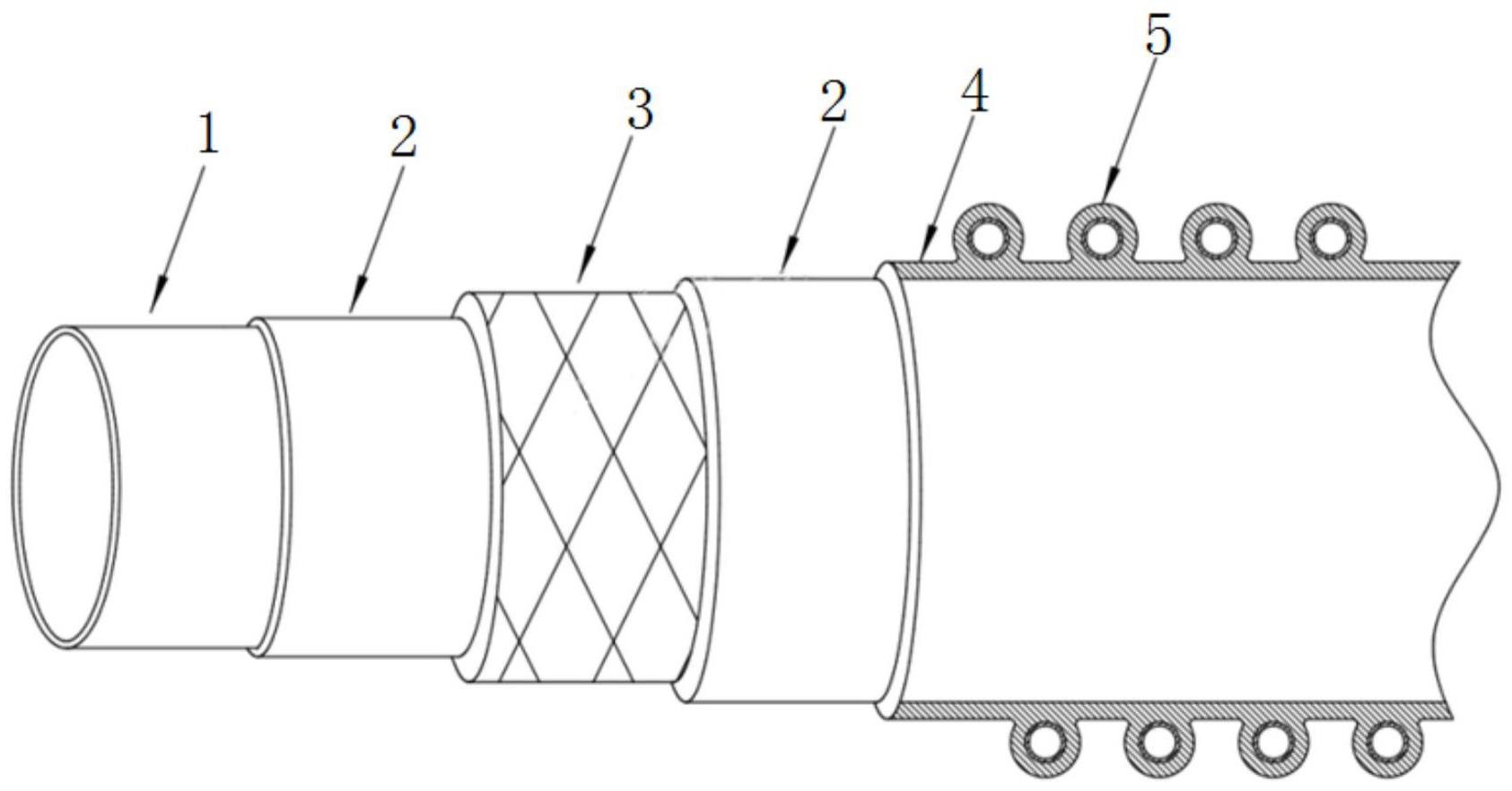
3、第一方面,本发明提供了一种复合管材,包括从内向外依次设置的高分子内管、复合增强层、高分子外护层以及结构壁,所述高分子内管挤出成型,复合增强层由若干层增强材料左右交叉螺旋缠绕而成,复合增强层与高分子内管、高分子外护层固定连接,所述结构壁螺旋缠绕固定在高分子外护层上以增加管材的环刚度,结构壁为管状结构。
4、作为进一步的实现方式,所述高分子内管由聚乙烯材料单独挤出成型。
5、作为进一步的实现方式,所述复合增强层与高分子内管、高分子外护层之间均通过粘结材料固定连接。
6、作为进一步的实现方式,所述增强材料可以是玻纤带、碳纤带、钢链绳带、钢丝带等材料中任意一种或多种组合。
7、作为进一步的实现方式,所述增强材料的缠绕角度为45°-75°。
8、第二方面,本发明提供了一种复合管材的制作方法,具体如下:
9、单独生产高分子内管并冷却定型、切割;
10、对高分子内管内部进行支撑并将支撑后的高分子内管放置在输送线上进行螺旋传送;
11、对输送线上的高分子内管进行加热并在其表面上左右交叉螺旋缠绕若干层增强材料;
12、增强材料缠绕完成后进行高分子外护层的缠绕,并在高分子外护层上缠绕结构壁;
13、去除管材的内支撑并进行管材的冷却、裁切及接头加工。
14、作为进一步的实现方式,所述输送线为设定角度的旋转托轮结构,由若干旋转托轮组排列而成,每个旋转托轮组含有两个相对设置的旋转托轮。
15、作为进一步的实现方式,所述增强材料在缠绕前需加热,增强材料在复合前有浸润有粘结材料。
16、作为进一步的实现方式,在聚乙烯片材缠绕过程中利用管材下方的托辊对聚乙烯片材压实。
17、作为进一步的实现方式,所述结构壁的缠绕过程与复合增强层的缠绕过程同时进行。
18、上述本发明的有益效果如下:
19、(1)本发明高分子内管挤出成型,避免因缠绕工艺控制差造成的管材层间结合差、内壁气孔等问题,在高分子内管的外部设置复合增强层以提高管材的整体强度,减小了同等压力下大口径塑料管材的壁厚,并在高分子外护层上缠绕了管状的结构壁,提高了大口径塑料管材的环刚度,提高了复合管材的生产质量。
20、(2)本发明高分子内管独立挤出成型,高分子内管的复合工作与高分子内管的生产工作互不影响,大大保证了管材生产的连续性,提高了生产效率。
21、(3)本发明增强材料的提前浸润处理,无需在缠绕过程中对高分子内管的表面进行粘结材料的涂覆,不仅提高了生产效率,还保证了复合增强层内外两侧粘结材料的涂覆均匀性。
22、(4)本发明在聚乙烯片材缠绕过程中利用管材下方的托辊对聚乙烯片材压实,使得聚乙烯片材与复合增强层紧密的连接在一起,保证了管材层间的结合紧密性,避免了内壁气孔的产生。
23、(5)本发明结构壁的缠绕过程与复合增强层的缠绕过程同时进行,无需再对复合增强层或结构壁进行预热,简化了生产步骤,缩减了生产时间,大大提高了生产效率。
技术特征:
1.一种复合管材,其特征在于,包括从内向外依次设置的高分子内管、复合增强层、高分子外护层以及结构壁,所述高分子内管挤出成型,复合增强层由若干层增强材料左右交叉螺旋缠绕而成,复合增强层与高分子内管、高分子外护层固定连接,所述结构壁螺旋缠绕固定在高分子外护层上以增加管材的环刚度,结构壁为管状结构。
2.根据权利要求1所述的一种复合管材,其特征在于,所述高分子内管由聚乙烯材料单独挤出成型。
3.根据权利要求1所述的一种复合管材,其特征在于,所述复合增强层与高分子内管、高分子外护层之间均通过粘结材料固定连接。
4.根据权利要求1所述的一种复合管材,其特征在于,所述增强材料可以是玻纤带、碳纤带、钢链绳带、钢丝带等材料中任意一种或多种组合。
5.根据权利要求1所述的一种复合管材,其特征在于,所述增强材料的缠绕角度为45°-75°。
6.一种如权利要求1-5中任一项所述复合管材的制作方法,其特征在于,具体如下:
7.根据权利要求6所述的一种复合管材的制作方法,其特征在于,所述输送线为设定角度的旋转托轮结构,由若干旋转托轮组排列而成,每个旋转托轮组含有两个相对设置的旋转托轮。
8.根据权利要求6所述的一种复合管材的制作方法,其特征在于,所述增强材料在缠绕前需加热,增强材料在复合前有浸润有粘结材料。
9.根据权利要求6所述的一种复合管材的制作方法,其特征在于,在聚乙烯片材缠绕过程中利用管材下方的托辊对聚乙烯片材压实。
10.根据权利要求6所述的一种复合管材的制作方法,其特征在于,所述结构壁的缠绕过程与复合增强层的缠绕过程同时进行。
技术总结
本发明公开了一种复合管材及其制作方法,涉及复合管材技术领域,解决了现有复合管材环刚度、承压能力及结构稳定性无法同步满足要求的问题,提高了生产质量及生产效率,具体方案如下:包括从内向外依次设置的高分子内管、复合增强层、高分子外护层以及结构壁,所述高分子内管挤出成型,复合增强层由若干层增强材料左右交叉螺旋缠绕而成,复合增强层与高分子内管、高分子外护层固定连接,所述结构壁螺旋缠绕固定在高分子外护层上以增加管材的环刚度,结构壁为管状结构。
技术研发人员:孔伟川,吴腾,薛春德,汤毅,齐治强,卓昌著,孟琦,孔超
受保护的技术使用者:山东东宏管业股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!