一种超低温高承载双向密封装置的制造方法与流程
本发明属于液体火箭发动机制造,主要涉及液体火箭发动机密封装置的制造方法。
背景技术:
1、在液体火箭发动机控制供应管路的阀门中存在大量低温的动密封部位,采用常规的密封结构泛赛动密封、填料密封和金属薄壁密封等存在低温补偿不足容易导致泄漏的问题。
2、根据发明《一种超低温高承载双向密封装置》(cn 110925434 a)设计的密封装置(如图1所示),包括密封骨架1、弹簧片2、塑料环3、压套4,提供一种超低温高承载双向密封装置的制造方法。
技术实现思路
1、本发明的技术解决问题是:本发明提供一种超低温高承载双向密封装置的制造方法,解决了大过盈量非金属-金属密封装置的制造技术难题,有效避免了装配过程中塑料环损伤、弹簧片异形变形、装配后密封性能差等问题,有效提高了密封装置的装配质量和装配效率,提高了密封装置的密封性能。
2、本发明的技术解决方案是:一种超低温高承载双向密封装置的制造方法,包括:
3、使用芯轴工装支撑塑料环后,将弹簧片装在塑料环外型面上;
4、使用夹罐装夹弹簧片后,将压套装在弹簧片外型面上;使用压力机压制弹簧片使弹簧片与压套限位;
5、双向压制压套、弹簧片及塑料环构成的压套组件,泄压后测量压套组件端面距离密封骨架端面的距离满足设定的指标要求;
6、装夹所述双向密封装置,采用滚刀滚外边及内孔滚边;
7、采用密封筛选工装,对所述双向密封装置进行气密筛选试验。
8、进一步的,所述芯轴工装根据塑料环内型面尺寸制造,芯轴工装端头采用过渡导向防止装入时蹭伤塑料环内表面,塑料环内型面与芯轴工装配合锥面的尺寸差及与芯轴工装圆柱度面的尺寸差为0.02~0.05mm。
9、进一步的,所述使用芯轴工装支撑塑料环后,将弹簧片装在塑料环外型面上,包括:
10、将弹簧片逐渐套装在塑料环外型面上,待弹簧片通过最大过盈位置后,将芯轴工装从塑料环中取出,使得弹簧片完全装在塑料环外型面上。
11、进一步的,所述夹罐的直径比弹簧片封闭端的外圆尺寸大0.1~0.3mm。
12、进一步的,所述使用夹罐装夹弹簧片后,将压套装在弹簧片外型面上,包括:
13、采用夹罐夹持弹簧片的固定环一端,使弹簧片均匀收缩后,使得弹簧片的弹性膜片一端的收缩直径小于压套内孔直径0.01~0.03mm,然后将压套装在弹簧片外型面上,待压套通过孔口台阶孔后,将弹簧片从夹罐中取出,再将弹簧片缓慢压入压套的端面槽中。
14、进一步的,所述使用压力机压制弹簧片使弹簧片与压套限位,包括:
15、使用压力机压弹簧片端面,保证弹簧片端面与压套端面平齐;检查弹簧片的弹性膜片一端及塑料环是否完全装入压套端面槽中,检查塑料环内孔无划伤、压伤。
16、进一步的,所述双向压制压套、弹簧片及塑料环构成的压套组件之前,包括:
17、根据压套的外圆直径大小,选择直径小于压套外圆直径0.2~0.3mm的压制工装,采用压力机将一侧压套组件压入密封骨架中,再将另一侧压套组件装入密封骨架中。
18、进一步的,所述装夹所述双向密封装置,采用滚刀滚外边及内孔滚边,包括:
19、采用°滚刀将密封骨架外型面滚边,将密封骨架侧壁外圆滚压°后与压套贴紧;密封骨架两端滚边完成后,采用r型滚刀加工内孔滚边。
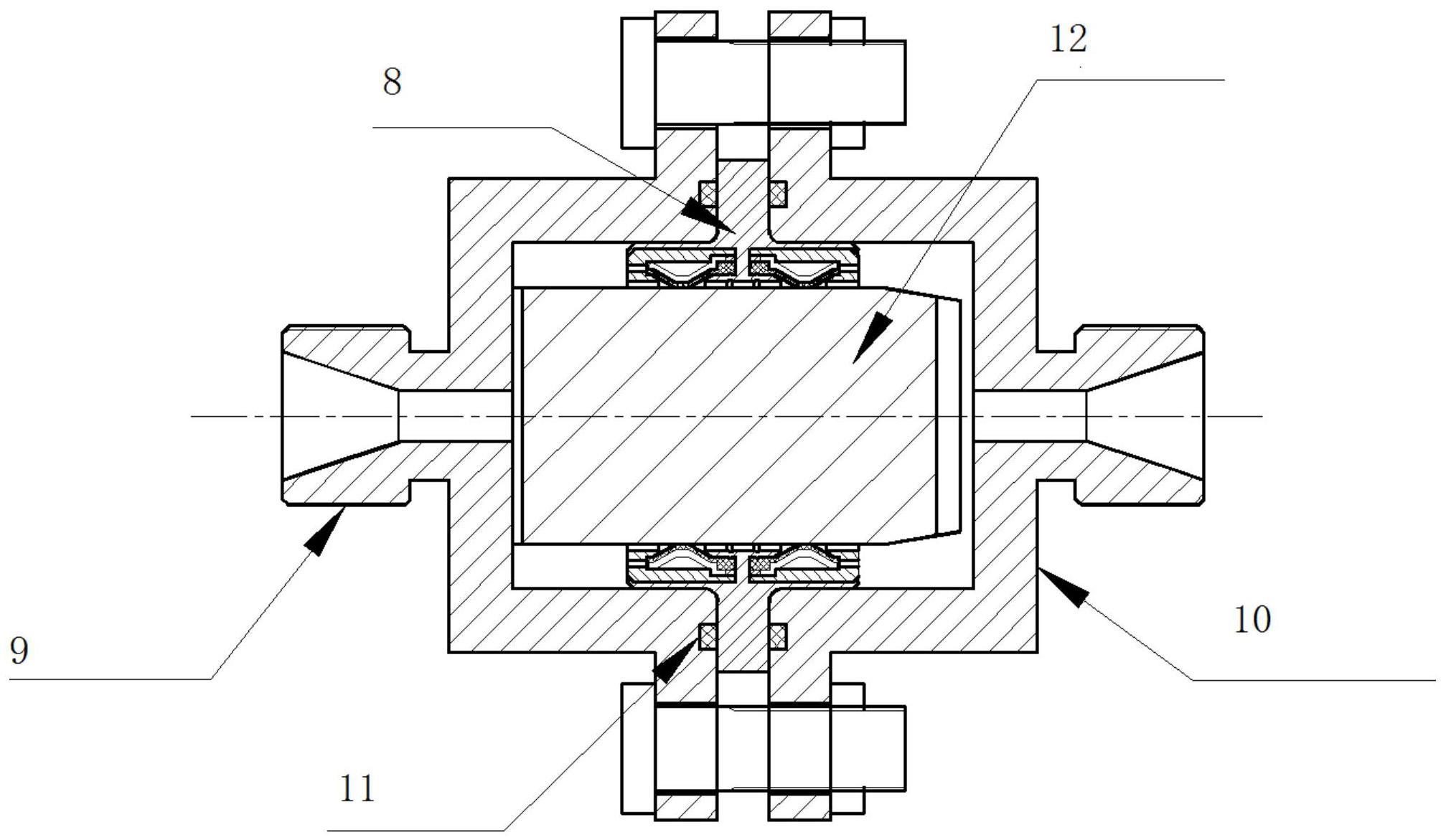
20、进一步的,所述密封筛选工装包括入口接嘴、出口接嘴、密封垫和芯轴;芯轴两端分别开槽实现气体流通;将芯轴装在所述双向密封装置内腔中,将所述双向密封装置安装在入口接嘴和出口接嘴对接构成的腔体中,入口接嘴、出口接嘴的端面夹持密封骨架外壁的环形凸起结构并使用密封垫密封。
21、进一步的,所述采用密封筛选工装,对所述双向密封装置进行气密筛选试验,包括:
22、将所述双向密封装置安装到密封筛选工装中,从入口接嘴通入0.9mpa和14.5mpa的压缩空气,检查塑料环与芯轴的径向密封性,气密检查3min,若泄漏量满足0泡/3min后则检验合格。
23、本发明与现有技术相比的有益效果是:
24、本发明的方法充分利用了塑料环、弹簧片的结构特点,解决了大过盈量下弱刚性零件的装配问题,同时利用弹簧片的变形收缩特性,解决了弹簧片在台阶孔中的装配难题;通过密封筛选试验,提高了交付产品的密封使用性能。
技术特征:
1.一种超低温高承载双向密封装置的制造方法,其特征在于,包括:
2.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述芯轴工装(5)根据塑料环(3)内型面尺寸制造,芯轴工装(5)端头采用过渡导向防止装入时蹭伤塑料环(3)内表面,塑料环(3)内型面与芯轴工装(5)配合锥面的尺寸差及与芯轴工装(5)圆柱度面的尺寸差为0.02~0.05mm。
3.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述使用芯轴工装(5)支撑塑料环(3)后,将弹簧片(2)装在塑料环(3)外型面上,包括:
4.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述夹罐(6)的直径比弹簧片(2)封闭端的外圆尺寸大0.1~0.3mm。
5.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述使用夹罐(6)装夹弹簧片(2)后,将压套(4)装在弹簧片(2)外型面上,包括:
6.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述使用压力机压制弹簧片(2)使弹簧片(2)与压套(4)限位,包括:
7.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述双向压制压套(4)、弹簧片(2)及塑料环(3)构成的压套组件之前,包括:
8.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述装夹所述双向密封装置(8),采用滚刀滚外边及内孔滚边,包括:
9.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述密封筛选工装包括入口接嘴(9)、出口接嘴(10)、密封垫(11)和芯轴(12);芯轴(12)两端分别开槽实现气体流通;将芯轴(12)装在所述双向密封装置(8)内腔中,将所述双向密封装置(8)安装在入口接嘴(9)和出口接嘴(10)对接构成的腔体中,入口接嘴(9)、出口接嘴(10)的端面夹持密封骨架(1)外壁的环形凸起结构并使用密封垫(11)密封。
10.根据权利要求1所述的一种超低温高承载双向密封装置的制造方法,其特征在于:所述采用密封筛选工装,对所述双向密封装置(8)进行气密筛选试验,包括:
技术总结
本发明提供一种超低温高承载双向密封装置的制造方法,包括:使用芯轴工装支撑塑料环后,将弹簧片装在塑料环外型面上;使用夹罐装夹弹簧片后,将压套装在弹簧片外型面上;使用压力机压制弹簧片使弹簧片与压套限位;双向压制压套、弹簧片及塑料环构成的压套组件,泄压后测量压套组件端面距离密封骨架端面的距离满足设定的指标要求;装夹所述双向密封装置,采用滚刀滚外边及内孔滚边;采用密封筛选工装,对所述双向密封装置进行气密筛选试验。本发明有效解决了液体火箭发动机低温密封装置的制造技术难题,提高了密封装置的装配效率和装配质量,保证了阀门的密封性能。
技术研发人员:仵亮,陈达,吕延杰,胡攀,杨德永,冯健,李林
受保护的技术使用者:西安航天发动机有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!