一种电机壳体包胶方法及结构与流程
本发明属于轮毂电机,具体涉及一种电机壳体包胶方法及结构。
背景技术:
1、目前很多轮毂电机做驱动轮使用,在电机壳体(或轮毂)外面需要做包胶处理(例如:用tpe、pa6+gf30、pet等材料)。目前市场上大多采用包胶体单独成型后与壳体(或轮毂)进行热套或者冷压,同时用胶水粘接(或不用胶水粘接)等工艺。
2、如图6所示现有常规的壳体100外部开设有径向定位槽200,或者直槽、燕尾槽等型式,达到防止打滑目的,在电机壳体(或轮毂)上采用燕尾槽或螺纹槽来增加包胶体和电机壳体(或轮毂)的摩擦力,以满足电机输出足够扭矩的要求。但这种方法存在着增加了制造工序,提高了电机成本的弊端;同时也存在着,因为制造存在一定的偏差,导致电机壳体(或轮毂)和包胶体间粘接力不够,从而出现打滑的问题;
3、为解决上述问题,本申请中提出一种电机壳体包胶方法及结构。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种电机壳体包胶方法及结构,具有提升包胶效率,降低制造偏差造成电机壳体与包胶打滑的特点。
2、为实现上述目的,本发明提供如下技术方案;一种电机壳体包胶方法,所述电机壳体包胶制作方法具体包括如下步骤:
3、所述电机壳体外部成型径向定位槽、轴向定位槽、定位孔,可采用浇筑或开槽的方式成型,且所述径向定位槽、轴向定位槽、定位孔都为均匀分布;
4、将成型的所述电机壳体固定在用于包胶体成型的注塑设备中;
5、在所述电机壳体外部与包胶体接触的面均匀涂敷胶水;
6、注塑设备在电机壳体外部注塑成型包胶体,同时胶体进入径向定位槽、轴向定位槽、定位孔中,并将其充分填充;
7、注塑完成的包胶体冷却成型,然后再进行后续修整工作。
8、作为本发明的一种优选技术方案,所述径向定位槽采用直槽或燕尾槽结构,所述轴向定位槽采用螺纹槽或打花形式,所述定位孔为贯穿设置。
9、为实现上述目的,本发明还提供如下技术方案:一种电机壳体包胶结构,包括电机壳体,所述电机壳体外部设置有包胶体,所述包胶体与电机壳体之间设有胶水,所述包胶体外部电机壳体外侧环形表面,所述胶水位于包胶体、电机壳体的接触面中;
10、所述电机壳体外表面开设有环形均匀分布的径向定位槽,还开设有与径向定位槽交叉的轴向定位槽,所述电机壳体中与包胶体的接触面还开设有贯穿的定位孔,所述定位孔也为圆周均匀分布。
11、作为本发明的一种优选技术方案,所述包胶体通过注塑成型在电机壳体外部,且注塑前所述胶水涂敷在包胶体与电机壳体的接触面上。
12、作为本发明的一种优选技术方案,所述径向定位槽、轴向定位槽、定位孔内部均注入有胶体,且与包胶体固化一体成型。
13、作为本发明的一种优选技术方案,所述定位孔径向贯穿电机壳体。
14、与现有技术相比,本发明的有益效果是:本发明的包胶体与电机壳体采用一体成型的方法,这样不仅省了电机壳体与包胶体装配的工时,同时也降低了因制造偏差造成了电机壳体和包胶体打滑问题的出现;通过设置一体式成型方法,并且通过在轮毂上设置燕尾槽(或直槽),电机壳体(或轮毂)表面涂胶或者电机壳体(或轮毂)径向打孔以便注塑时胶体渗入电机壳体(或轮毂)内部,大大提高了电机壳体(或轮毂)和包胶体的粘接力,从而确保了在足够大的输出转矩下,也不会出现电机壳体(或轮毂)和包胶体出现打滑的问题。
技术特征:
1.一种电机壳体包胶方法,其特征在于,所述电机壳体包胶制作方法具体包括如下步骤:
2.根据权利要求1所述的一种电机壳体包胶方法,其特征在于,所述径向定位槽(21)采用直槽或燕尾槽结构,所述轴向定位槽(22)采用螺纹槽或打花形式,所述定位孔(23)为贯穿设置。
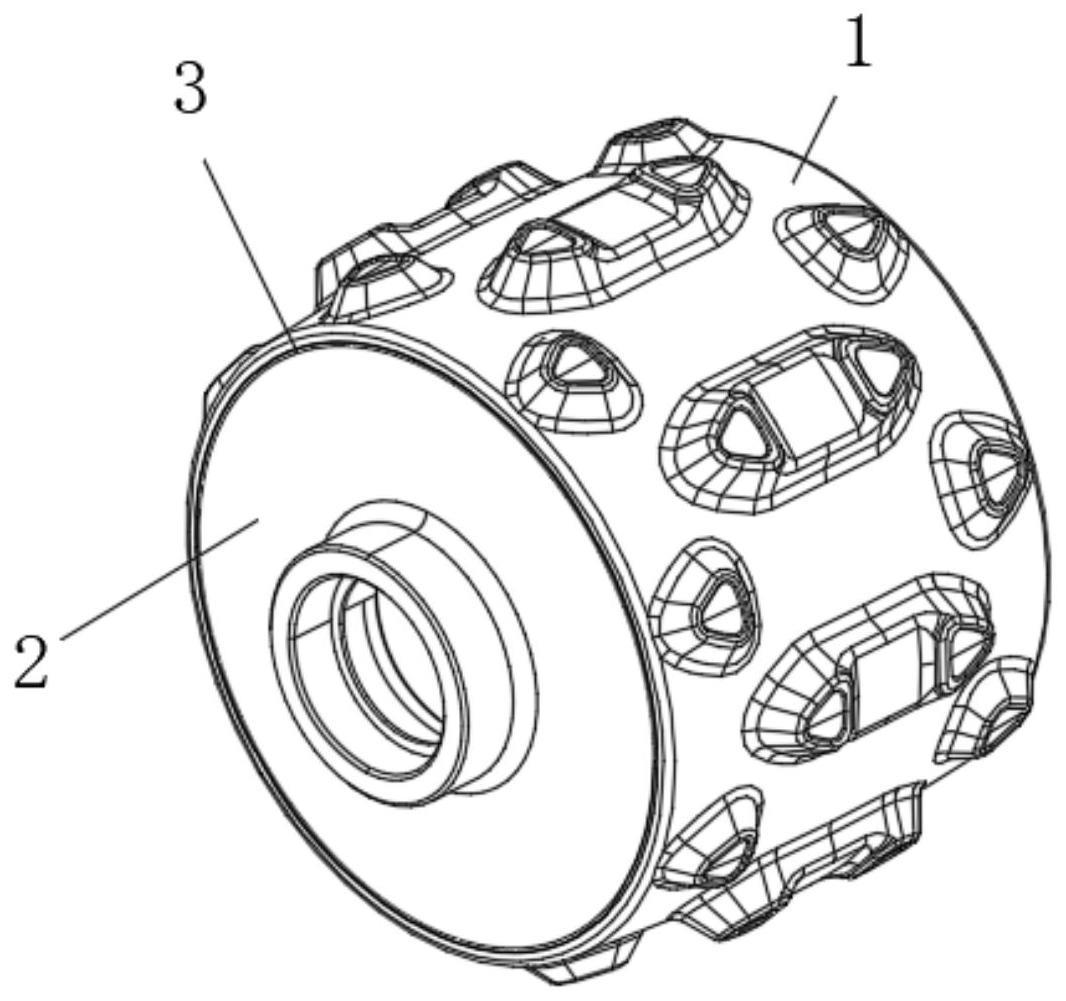
3.一种电机壳体包胶结构,其特征在于:采用权利要求1-2中所述的方法制成,包括电机壳体(2),所述电机壳体(2)外部设置有包胶体(1),所述包胶体(1)与电机壳体(2)之间设有胶水(3),所述包胶体(1)外部电机壳体(2)外侧环形表面,所述胶水(3)位于包胶体(1)、电机壳体(2)的接触面中;
4.根据权利要求3所述的一种电机壳体包胶结构,其特征在于:所述包胶体(1)通过注塑成型在电机壳体(2)外部,且注塑前所述胶水(3)涂敷在包胶体(1)与电机壳体(2)的接触面上。
5.根据权利要求3所述的一种电机壳体包胶结构,其特征在于:所述径向定位槽(21)、轴向定位槽(22)、定位孔(23)内部均注入有胶体,且与包胶体(1)固化一体成型。
6.根据权利要求1所述的一种电机壳体包胶结构,其特征在于:所述定位孔(23)径向贯穿电机壳体(2)。
技术总结
本发明属于轮毂电机技术领域,尤其为一种电机壳体包胶方法及结构,包括包胶体和电机壳体,所述包胶体与电机壳体之间涂敷有胶水,所述包胶体通过注塑一体成型在电机壳体外部。本发明的包胶体与电机壳体采用一体成型的方法,这样不仅省了电机壳体与包胶体装配的工时,同时也降低了因制造偏差造成了电机壳体和包胶体打滑问题的出现;通过设置一体式成型方法,并且通过在轮毂上设置燕尾槽(或直槽),电机壳体(或轮毂)表面涂胶或者电机壳体(或轮毂)径向打孔以便注塑时胶体渗入电机壳体(或轮毂)内部,大大提高了电机壳体(或轮毂)和包胶体的粘接力,从而确保了在足够大的输出转矩下,也不会出现电机壳体(或轮毂)和包胶体出现打滑的问题。
技术研发人员:王辉
受保护的技术使用者:易助电机(苏州)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!