一种自适应调整厚薄的片材机及调节方法与流程
本发明涉及片材机,尤其涉及一种自适应调整厚薄的片材机及调节方法。
背景技术:
1、片材机主要生产片材模压塑料,而片材模压塑料是一种新型的热固性模压塑料,片材模压塑料主要用于生产一次性塑料杯、盘、碗、碟、盒等热成型制品,广泛应用于食品、蔬菜、水果、饮料、乳品、工业零件等领域的包装;
2、现有技术存在以下不足:现有的片材机大多数通过手动操作的方式进行厚薄调整,下压片和上压片是固定在机架上确定的位置,手动调节上压片的位置,从而调节上压片与下压片之间的距离,以此来适应片材的厚薄,但是通过人工操作步骤极为复杂,不仅提升了工作人员的劳动强度,而且人工手动操作并不十分稳定,使得片材厚薄调整可能存在误差,降低了片材厚度的准确性;
3、而且辊缝调节时通常都是通过气缸对其直接进行调节,调节时应力集中较大,且随着辊缝的调节,调节是线性的,无法适应辊缝变小精度要求更高的变化。
技术实现思路
1、本发明提供了一种自适应调整厚薄的片材机及调节方法,解决了现有技术中存在辊缝调节时通常都是通过气缸对其直接进行调节,调节时应力集中较大,且随着辊缝的调节,调节是线性的,无法适应辊缝变小精度要求更高的变化的缺点。
2、本发明提供了如下技术方案:
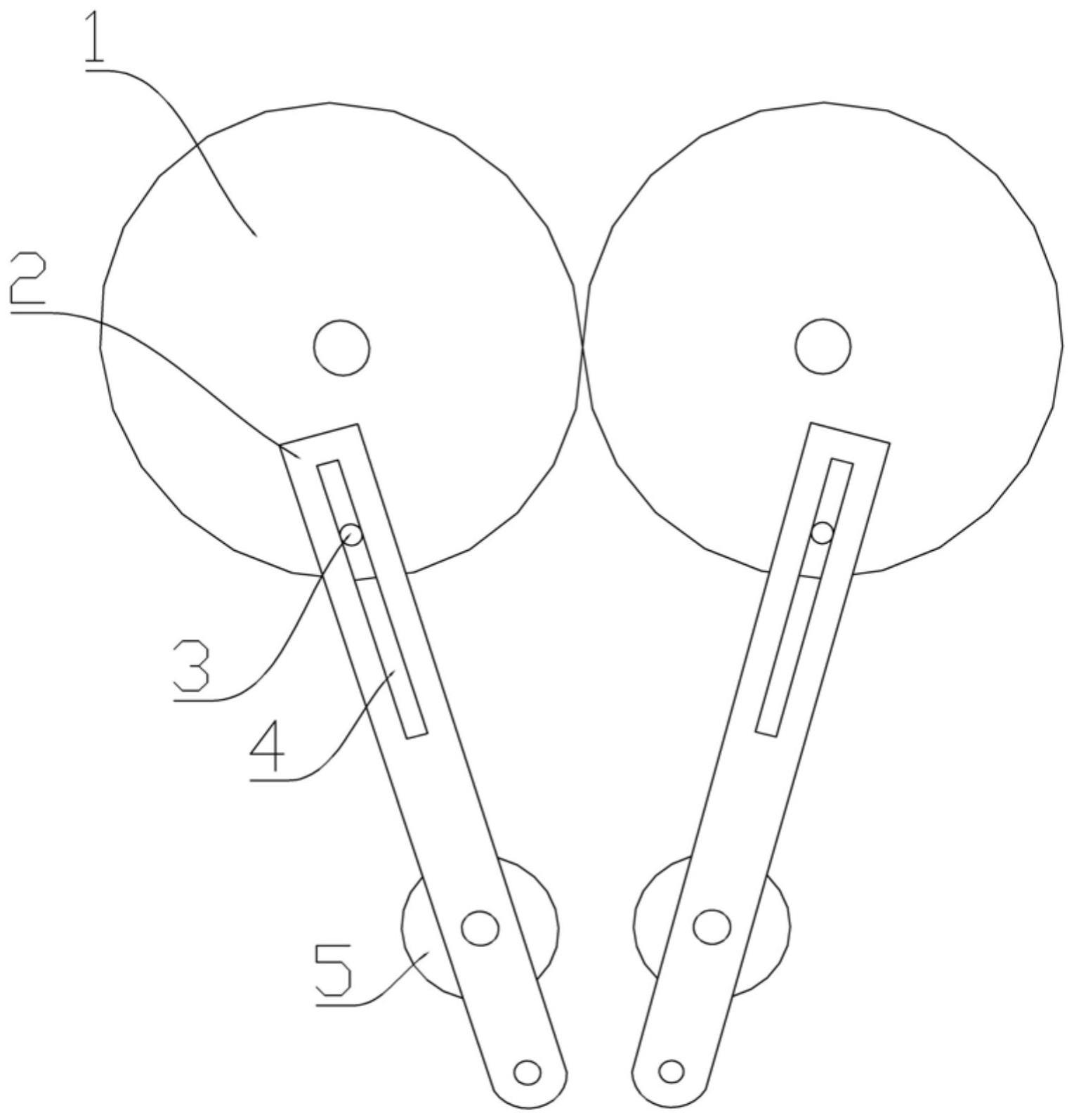
3、一方面本申请提供一种自适应调整厚薄的片材机,包括顶部的挤出设备以及下部的辊压设备,所述辊压设备安装有辊缝调节机构,所述辊缝调节机构包括两组可以转动的省力杠杆以及驱动齿轮,所述省力杠杆上安装有挤压辊,所述驱动齿轮分别位于一个省力杠杆上方,位于同一侧的驱动齿轮互相啮合,所述驱动齿轮侧部固定有拨杆,所述省力杠杆上端开设有条形槽,所述拨杆伸入条形槽内,所述驱动齿轮通过电机驱动。
4、作为上述方案的进一步改进,
5、优选地,同一组省力杠杆上方的齿轮通过固定杆刚性连接。
6、另一方面,本申请提供一种调节方法包括如下步骤,
7、步骤s1、通过反馈设备收集电机的转动参数、齿轮的转动参数以及挤压辊的水平移动距离参数;
8、步骤s2、在每个控制周期,计算pid控制输出;
9、步骤s3、将pid控制输出作为控制指令传递给伺服电机,控制电机的输出;
10、步骤s4、持续监控挤压辊间距和反馈信号,对误差进行实时调整。
11、优选地,在步骤s2中的pid控制算法为,
12、u(t)=kp*e(t)+ki*∫e(t)dt+kd*de(t)/dt
13、其中:
14、u(t)是控制器的输出,即电机的控制信号;
15、e(t)是当前时刻的误差,表示期望值与实际值之间的差距;
16、kp是比例增益,用于调节控制器的响应速度;
17、ki是积分时间,用于消除累积误差,增强控制器的稳定性;
18、kd是微分时间,用于响应误差变化率,提高控制器的抗干扰能力;
19、∫表示对误差的积分操作;
20、de(t)/dt表示误差的导数,用于预测误差变化趋势。
21、优选地,随着驱动齿轮的转动挤压辊移动单位距离时驱动齿轮所需要转动的转动角度越来越大,引入非线性补偿公式:α(t)=α0*(1-x(t)/d),
22、其中,α(t)是非线性补偿参数,表示挤压辊移动一单位距离所需转动的齿轮角度,α0是一个常数,用于调节非线性补偿的影响程度,
23、综合考虑pid控制器和非线性补偿,可以更新控制器的输出为:
24、u(t)=kp*e(t)+ki*∫e(t)dt+kd*de(t)/dt+α(t)。
25、优选地,根据挤压辊的位置对α0进行动态调整,α0=α_min+(α_max-α_min)*f(x(t)),
26、其中,α0是非线性补偿参数的当前取值,α_min和α_max是预先设定的最小和最大非线性补偿参数值,x(t)是挤压辊的当前位置,f(x(t))是映射函数,根据挤压辊的位置来计算一个范围在[0,1]内的值,用于调整α0的取值。
27、优选地,其中映射函数f(x(t))为,
28、f(x(t))=(x(t)-x_min)/(x_max-x_min),
29、其中,x_min和x_max是挤压辊位置的最小和最大可行范围。
30、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本发明。
31、通过设置省力杠杆,使得驱动挤压辊平移调节辊缝的作用力减小,同时,通过电机带动驱动齿轮转动从而能够使得省力杠杆绕底部的铰接座转动,使得挤压辊产生水平方向的位移,且随着辊缝的调节,当辊缝越来越小时,辊缝缩小单位距离所需要转动驱动齿轮的转动角度越来越大,通过算法来补偿时得到的精度也越来越大,因此能够适应辊缝越来越小时精度要求越来越高的问题。
技术特征:
1.一种自适应调整厚薄的片材机,包括顶部的挤出设备以及下部的辊压设备,所述辊压设备安装有辊缝调节机构,其特征在于,所述辊缝调节机构包括两组可以转动的省力杠杆以及驱动齿轮,所述省力杠杆上安装有挤压辊,所述驱动齿轮分别位于一个省力杠杆上方,位于同一侧的驱动齿轮互相啮合,所述驱动齿轮侧部固定有拨杆,所述省力杠杆上端开设有条形槽,所述拨杆伸入条形槽内,所述驱动齿轮通过电机驱动。
2.根据权利要求1所述的自适应调整厚薄的片材机,其特征在于,同一组省力杠杆上方的齿轮通过固定杆刚性连接。
3.根据权利要求2所述的自适应调整厚薄的片材机的调节方法包括如下步骤,
4.根据权利要求3所述的调节方法,其特征在于,在步骤s2中的pid控制算法为,
5.根据权利要求4所述的调节方法,其特征在于,随着驱动齿轮的转动挤压辊移动单位距离时驱动齿轮所需要转动的转动角度越来越大,引入非线性补偿公式:α(t)=α0*(1-x(t)/d)
6.根据权利要求5所述的调节方法,其特征在于,根据挤压辊的位置对α0进行动态调整,α0=α_min+(α_max-α_min)*f(x(t)),
7.根据权利要求6所述的调节方法,其特征在于,其中映射函数f(x(t))为,
技术总结
本发明属于片材机技术领域,尤其是一种自适应调整厚薄的片材机及调节方法,针对现有的辊缝调节时通常都是通过气缸对其直接进行调节,调节时应力集中较大,且随着辊缝的调节,调节是线性的,无法适应辊缝变小精度要求更高的变化的问题,现提出如下方案,其包括顶部的挤出设备以及下部的辊压设备,所述辊压设备安装有辊缝调节机构,其特征在于,所述辊缝调节机构包括两组可以转动的省力杠杆以及驱动齿轮,所述省力杠杆上安装有挤压辊,所述驱动齿轮分别位于一个省力杠杆上方,位于同一侧的驱动齿轮互相啮合,本申请通过设置省力杠杆,使得驱动挤压辊平移调节辊缝的作用力减小,同时,够解决适应辊缝越来越小时精度要求越来越高的问题。
技术研发人员:龙下丕,龙益武,邓志辉,李杰,唐桂兰,龙志勇
受保护的技术使用者:安仁县金瑞塑业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!