一种搪塑滚塑PVC星闪球制作方法与流程
本发明涉及pvc玩具球生产,尤其涉及一种搪塑滚塑pvc星闪球制作方法。
背景技术:
1、pvc玩具球作为一种游戏用具,其是一种有弹性的空心球,多是由pvc树脂材料经过搪塑滚塑加工成型,一般为小孩玩的玩具,大多模仿足球、篮球、排球等外形制作,外部印涂一些花纹使玩具球看起来更加美观,提高小孩玩耍的兴趣;
2、目前市面上的pvc玩具球产品基本上都是用简单色调的pvc胶料采用滚塑/搪塑工艺生产制作,缺乏观赏性和可玩性,因此,本发明提出一种搪塑滚塑pvc星闪球制作方法以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本发明的目的在于提出一种搪塑滚塑pvc星闪球制作方法,该搪塑滚塑pvc星闪球制作方法通过在滚塑搪塑pvc树脂胶中添加闪粉料,使得球体整体星光闪闪,有效增加球体的可玩性和趣味性,同时观赏性也得到提升,通过在成型后喷印保护光油可以对球体表面图案和闪粉料进行有效保护,避免长时间使用造成球体表面图案磨损及闪粉料掉落的现象,增加球体使用寿命。
2、为实现本发明的目的,本发明通过以下技术方案实现:一种搪塑滚塑pvc星闪球制作方法,包括以下步骤:
3、步骤一、图案贴附,将印刷有图案的pvc薄膜贴在滚塑搪胶模具内壁上;
4、步骤二、制备树脂胶料,将聚氯乙烯粉料、增塑剂、脂肪醇、抗老化剂、热稳定剂、乳化剂、抗氧剂和色浆加入搅拌釜中进行混合搅拌得到pvc糊状树脂,随后向pvc糊状树脂中加入闪粉料制得pvc树脂胶料;
5、步骤三、搪塑成型,将制备的pvc树脂胶料注入步骤一中贴有pvc薄膜的搪塑滚塑模具中并盖上模盖,再将搪塑滚塑模具推入加热炉中进行加热成型;
6、步骤四、回形脱模处理,待加热至定型温度和时间后将模具拉出加热炉并进行回形处理,随后打开模具取出玩具球体;
7、步骤五、充气定型及后处理,将取出的玩具球体放入定型模具中充气等待完全定型,然后在定型后的玩具球体表面喷印一层保护光油,既避免了触摸球体时闪粉料极易掉落的问题又让球体表面更加有光泽,待保护光油固化后即得到玩具球成品。
8、进一步改进在于:所述步骤二的pvc糊状树脂中聚氯乙烯粉料、增塑剂、脂肪醇、抗老化剂、热稳定剂、乳化剂、抗氧剂和色浆混合份量比为50-65:15-20:6-8:2-3:2-3:3-5:2-3:5-8,所述聚氯乙烯粉料中包含30-40%的粗粉和60-70%的细粉。
9、进一步改进在于:所述步骤二中pvc糊状树脂与闪粉料的混合份量比为80-85:15-20,所述闪粉料由各种颜色的金属粉末混合而成,其粒径为0.1-0.3mm。
10、进一步改进在于:所述步骤二中混合搅拌具体为:
11、s1、先将聚氯乙烯的粗粉和细粉加入搅拌釜中,在常温下进行混合5-10min,得到聚氯乙烯粉料;
12、s2、然后将搅拌釜升温至35℃预热继续搅拌15-20min,随后将脂肪醇、抗老化剂、热稳定剂、乳化剂和抗氧剂加入搅拌釜中,将搅拌釜升温至70-90℃进行加热搅拌25-30min,得到pvc预混料;
13、s3、再将增塑剂和色浆加入搅拌釜中继续加热混合搅拌10-15min,得到pvc糊状树脂;
14、s4、最后将闪粉料加入搅拌釜中继续进行8-10min的混合搅拌并保温,得到pvc树脂胶料。
15、进一步改进在于:所述步骤三中在注入pvc树脂胶料前先对贴有pvc薄膜的搪塑滚塑模具在80℃条件下预热5-10min,然后再将pvc树脂胶料注入模具后推入加热炉中成型。
16、进一步改进在于:所述步骤四中定型温度为300-320℃,定型加热时间为50-60min;回形处理时将加热炉中的搪塑滚塑模具取出后置于145-170℃条件下热处理10-20min。
17、进一步改进在于:所述步骤五中在充气定型时先将定型模具预热至80-100℃,然后将定型的玩具球体放入模具中进行充气定型,等待10-15min后将定型模具温度将至室温,继续静置8-10min即得到定型后的玩具球体。
18、进一步改进在于:所述步骤五中保护光油由树脂、油剂、溶剂和荧光粉混合而成,其混合份量比为40-50:20-30:5-10:10-20,荧光粉的加入使得球体夜晚更加显眼,可玩性有效提升。
19、本发明的有益效果为:本发明通过在滚塑搪塑pvc树脂胶中添加闪粉料,使得球体整体星光闪闪,有效增加球体的可玩性和趣味性,同时观赏性也得到提升,通过在成型后喷印保护光油可以对球体表面图案和闪粉料进行有效保护,避免长时间使用造成球体表面图案磨损及闪粉料掉落的现象,增加球体使用寿命。
技术特征:
1.一种搪塑滚塑pvc星闪球制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种搪塑滚塑pvc星闪球制作方法,其特征在于:所述步骤二的pvc糊状树脂中聚氯乙烯粉料、增塑剂、脂肪醇、抗老化剂、热稳定剂、乳化剂、抗氧剂和色浆混合份量比为50-65:15-20:6-8:2-3:2-3:3-5:2-3:5-8,所述聚氯乙烯粉料中包含30-40%的粗粉和60-70%的细粉。
3.根据权利要求1所述的一种搪塑滚塑pvc星闪球制作方法,其特征在于:所述步骤二中pvc糊状树脂与闪粉料的混合份量比为80-85:15-20,所述闪粉料由各种颜色的金属粉末混合而成,其粒径为0.1-0.3mm。
4.根据权利要求1所述的一种搪塑滚塑pvc星闪球制作方法,其特征在于:所述步骤二中混合搅拌具体为
5.根据权利要求1所述的一种搪塑滚塑pvc星闪球制作方法,其特征在于:所述步骤三中在注入pvc树脂胶料前先对贴有pvc薄膜的搪塑滚塑模具在80℃条件下预热5-10min,然后再将pvc树脂胶料注入模具后推入加热炉中成型。
6.根据权利要求1所述的一种搪塑滚塑pvc星闪球制作方法,其特征在于:所述步骤四中定型温度为300-320℃,定型加热时间为50-60min;回形处理时将加热炉中的搪塑滚塑模具取出后置于145-170℃条件下热处理10-20min。
7.根据权利要求1所述的一种搪塑滚塑pvc星闪球制作方法,其特征在于:所述步骤五中在充气定型时先将定型模具预热至80-100℃,然后将定型的玩具球体放入模具中进行充气定型,等待10-15min后将定型模具温度将至室温,继续静置8-10min即得到定型后的玩具球体。
8.根据权利要求1所述的一种搪塑滚塑pvc星闪球制作方法,其特征在于:所述步骤五中保护光油由树脂、油剂、溶剂和荧光粉混合而成,其混合份量比为40-50:20-30:5-10:10-20。
技术总结
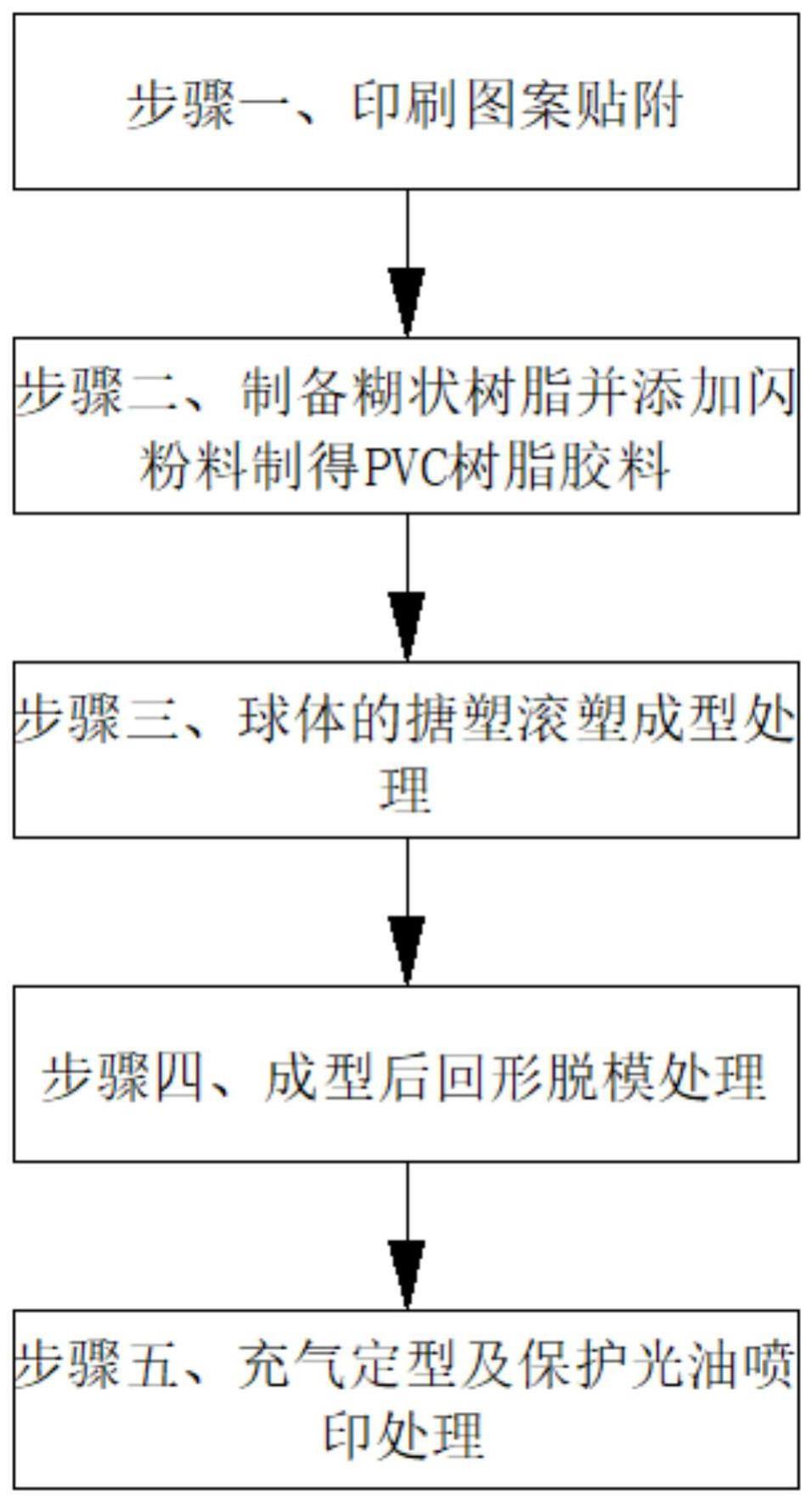
本发明公开一种搪塑滚塑PVC星闪球制作方法,包括步骤一、印刷图案贴附,步骤二、制备糊状树脂并添加闪粉料制得PVC树脂胶料,步骤三、球体的搪塑滚塑成型处理,步骤四、成型后回形脱模处理,步骤五、充气定型及保护光油喷印处理;本发明通过在滚塑搪塑PVC树脂胶中添加闪粉料,使得球体整体星光闪闪,有效增加球体的可玩性和趣味性,同时观赏性也得到提升,通过在成型后喷印保护光油可以对球体表面图案和闪粉料进行有效保护,避免长时间使用造成球体表面图案磨损及闪粉料掉落的现象,增加球体使用寿命。
技术研发人员:施少锋
受保护的技术使用者:滁州恒佳体育用品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!