一种音响注塑件外壳成型装置及方法与流程
本发明涉及注塑成型,尤其涉及一种音响注塑件外壳成型装置及方法。
背景技术:
1、现有技术中,音响外壳通常通过注塑的方式制作,在音响外壳压制完成取出后,会出现水口断在模具流道内的问题,同时,将外壳取出后,模具内表面会残留塑料,模具内表面残留的塑料会影响后续音响外壳的成型,因此,需要先将残留的塑料清理完毕,才能再次进行外壳的制作,因为是刚压制结束,模具内还残留余温,导致残留的塑料硬化不完全,当刮板在对块状的塑料刮除时,塑料会粘附在刮板上,最后在刮板上硬化,导致刮板上会积累大量的塑料。
技术实现思路
1、为了克服模具内表面会残留塑料,影响后续音响外壳的成型,且刚压制结束后的模具内还残留余温,导致塑料硬化不完全,塑料刮除时会粘附在刮板上,影响后续对塑料清理的缺点,本发明提供一种音响注塑件外壳成型装置及方法。
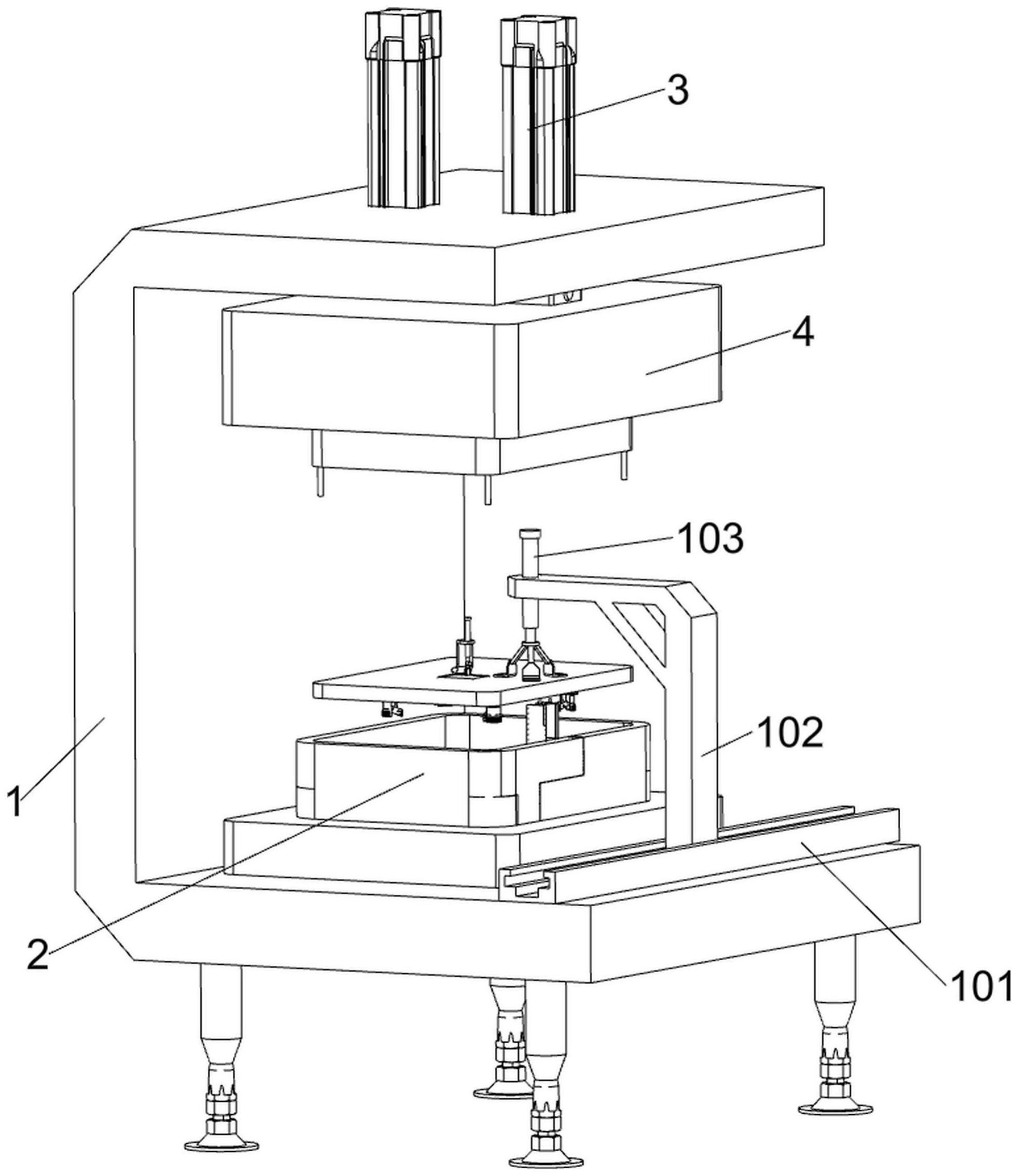
2、技术方案是:一种音响注塑件外壳成型装置,包括有外框、下模、推杆一和上模;外框固接有下模;外框上部固接有若干个推杆,所有的推杆的伸缩部均贯穿外框上部;所有的推杆共同固接有一个上模;还包括有动力组件、刮片一、锲型块一、弹簧一、挡片一、弹簧二、锲型块二和连接板三;外框连接有动力组件;动力组件连接有若干个刮片一,通过动力组件带动刮片一移动;每个刮片一背向下模中心的一侧均固接有一个锲型块一;每个刮片一背向下模中心的一侧均固接有若干个弹簧一;所有的弹簧一共同固接有一个挡片一,每个挡片一均开设有若干个直槽;每个挡片一上部均固接有一个弹簧二;每个弹簧二均固接有一个锲型块二;每个锲型块二均固接有一个连接板三,每个连接板三底部均固接有若干个直板,每个直板均与对应的直槽契合,每个直板均与对应的直槽滑动连接,每个直板底部均设有斜角。
3、进一步,还包括有刮块;每相邻两个直槽之间均固接有若干个刮块,且所有的刮块呈错位分布。
4、进一步,还包括有辅助刮除组件;辅助刮除组件包括有移动块三、圆杆、预热片、扭簧、挡片二、毛绒、连接杆、连接框、毛辊一和齿轮一;每个移动块二内部均设有一个电动滑槽,每个移动块二均通过电动滑槽滑动连接有一个移动块三;每个移动块三均固接有一个圆杆,圆杆为不导热材质;每个圆杆均滑动连接有一个预热片,每个预热片底部均高于刮片底部;每个预热片左端和右端均固接有一个扭簧;每个扭簧均固接有一个挡片二,每个挡片二均设有一个弧面,挡片二为不导热材质,每个挡片二均开有若干个凹槽;每个凹槽内均固接有若干个毛绒;每个预热片均固接有一个连接杆;每个连接杆均固接有一个连接框,连接框为不导热材质;每个连接框均转动连接有一个毛辊一,预热片底部与毛辊一底部平齐;每个毛辊一的两端均固接有一个齿轮一。
5、进一步,每个弧面均朝向相邻的扭簧一侧弯曲。
6、进一步,还包括有毛辊二和齿轮二;每个连接框内部均转动连接有一个毛辊二;每个毛辊二两端均固接有一个齿轮二,且齿轮二与齿轮一啮合,齿轮一底部的高度低于毛辊二底部的高度。
7、进一步,还包括有抽吸管;毛辊一和毛辊二共同转动连接有一个抽吸管,抽吸管横向贯穿凹槽,毛辊一和毛辊二均开设有若干个抽气孔,且毛辊一和毛辊二内部均与抽吸管连通。
8、进一步,还包括有弧形板;每个挡片二底部均开有一个半圆槽;毛辊二两端均固接有一个弧形板。
9、进一步,还包括有边缘清理单元;边缘清理单元包括有移动块四、刮片二、气管一、连接板四、气管二和抽吸头;连接板一底部开设有口型槽;口型槽滑动连接有移动块四;移动块四固接有刮片二,刮片二内部设有加热片,刮片二开有若干个吸口;刮片二上固接且连通有气管一;刮片二固接有连接板四;连接板四固接有抽吸头;抽吸头固接且连通有气管二。
10、进一步,还包括有水口取出组件;水口取出组件包括有连接板二、推杆三、电机和钻头;连接板一上部固接有一个连接板二;连接板二固接有一个推杆三;推杆三伸缩部固接有电机;电机转动部固接有钻头。
11、一种音响注塑件外壳成型装置的使用方法,包括有以下步骤:步骤一:首先,通过下模和上模将音响外壳压制成型,随后通过工人将压制好的外壳从下模内取出;
12、步骤二:通过动力组件带动挡片一对模型槽内残留的塑料进行去除工作;
13、步骤三:通过调节组件调节预热片与模型槽内壁的距离,防止预热片刮动到残留塑料,同时,通过调节组件对模型槽和内槽内较薄的塑料进行熔融刮除;
14、步骤四:通过水口取出组件将水口槽内断裂的水口取出。
15、有益效果为:本发明解决了残留的塑料存在块状的塑料,因为是刚压制结束,模具内还残留余温,导致塑料硬化不完全,当刮板在对块状的塑料刮除时,塑料会粘附在刮板上,最后在刮板上硬化,导致刮板上会积累大量的塑料,影响后续对塑料的清理功能的问题;通过动力组件带动挡片一将模型槽内壁面粘附的塑料刮动,使得塑料会被刮落,通过弹簧二推动连接板三向上移动,使得直板与挡片一表面相对移动,将粘附在挡片一表面的塑料刮落,并通过直板底部的斜角,将粘附在直槽内的塑料挤出。
16、本发明解决了模具内还存在部分塑料未被刮除,且会被刮片一底部搓动,使得粘附的塑料面积更大,且无法完全刮除,影响刮除效率的问题;通过刮片一内部的加热片进行升温,使得刮片一进行升温,然后通过移动块二带动刮片一向水口槽移动,使得刮片一将熔融的塑料全部刮除至水口槽内。
17、本发明解决了水口断在流道内,不容易取出的问题;通过推杆三推动电机和钻头向下移动,使钻头与断在水口槽内的水口接触,随后启动电机带动钻头转动,同时推杆三逐渐向下推动,使得钻头钻进水口内部,当钻头钻进水口内部适当距离后,再通过推杆三拉动钻头向水口槽外移动,使得水口被拔出水口槽内。
技术特征:
1.一种音响注塑件外壳成型装置,包括有外框(1)、下模(2)、推杆一(3)和上模(4);外框(1)固接有下模(2);外框(1)上部固接有若干个推杆,所有的推杆的伸缩部均贯穿外框(1)上部;所有的推杆共同固接有一个上模(4);其特征在于,还包括有动力组件、刮片一(1010)、锲型块一(1011)、弹簧一(1012)、挡片一(1013)、弹簧二(1014)、锲型块二(1015)和连接板三(1016);外框(1)连接有动力组件;动力组件连接有若干个刮片一(1010),通过动力组件带动刮片一(1010)移动;每个刮片一(1010)背向下模(2)中心的一侧均固接有一个锲型块一(1011);每个刮片一(1010)背向下模(2)中心的一侧均固接有若干个弹簧一(1012);所有的弹簧一(1012)共同固接有一个挡片一(1013),每个挡片一(1013)均开设有若干个直槽(1013a);每个挡片一(1013)上部均固接有一个弹簧二(1014);每个弹簧二(1014)均固接有一个锲型块二(1015);每个锲型块二(1015)均固接有一个连接板三(1016),每个连接板三(1016)底部均固接有若干个直板(1016a),每个直板(1016a)均与对应的直槽(1013a)契合,每个直板(1016a)均与对应的直槽(1013a)滑动连接,每个直板(1016a)底部均设有斜角。
2.根据权利要求1所述的一种音响注塑件外壳成型装置,其特征在于,还包括有刮块(1017);每相邻两个直槽(1013a)之间均固接有若干个刮块(1017),且所有的刮块(1017)呈错位分布。
3.根据权利要求2所述的一种音响注塑件外壳成型装置,其特征在于,还包括有辅助刮除组件;辅助刮除组件包括有移动块三(201)、圆杆(202)、预热片(203)、扭簧(204)、挡片二(205)、毛绒(206)、连接杆(207)、连接框(208)、毛辊一(209)和齿轮一(2010);每个移动块二(109)内部均设有一个电动滑槽,每个移动块二(109)均通过电动滑槽滑动连接有一个移动块三(201);每个移动块三(201)均固接有一个圆杆(202),圆杆(202)为不导热材质;每个圆杆(202)均滑动连接有一个预热片(203),每个预热片(203)底部均高于刮片底部;每个预热片(203)左端和右端均固接有一个扭簧(204);每个扭簧(204)均固接有一个挡片二(205),每个挡片二(205)均设有一个弧面(205a),挡片二(205)为不导热材质,每个挡片二(205)均开有若干个凹槽(205b);每个凹槽(205b)内均固接有若干个毛绒(206);每个预热片(203)均固接有一个连接杆(207);每个连接杆(207)均固接有一个连接框(208),连接框(208)为不导热材质;每个连接框(208)均转动连接有一个毛辊一(209),预热片(203)底部与毛辊一(209)底部平齐;每个毛辊一(209)的两端均固接有一个齿轮一(2010)。
4.根据权利要求3所述的一种音响注塑件外壳成型装置,其特征在于,每个弧面(205a)均朝向相邻的扭簧(204)一侧弯曲。
5.根据权利要求3所述的一种音响注塑件外壳成型装置,其特征在于,还包括有毛辊二(2011)和齿轮二(2012);每个连接框(208)内部均转动连接有一个毛辊二(2011);每个毛辊二(2011)两端均固接有一个齿轮二(2012),且齿轮二(2012)与齿轮一(2010)啮合,齿轮一(2010)底部的高度低于毛辊二(2011)底部的高度。
6.根据权利要求5所述的一种音响注塑件外壳成型装置,其特征在于,还包括有抽吸管(2013);毛辊一(209)和毛辊二(2011)共同转动连接有一个抽吸管(2013),抽吸管(2013)横向贯穿凹槽(205b),毛辊一(209)和毛辊二(2011)均开设有若干个抽气孔,且毛辊一(209)和毛辊二(2011)内部均与抽吸管(2013)连通。
7.根据权利要求5-6任意一项所述的一种音响注塑件外壳成型装置,其特征在于,还包括有弧形板(2014);每个挡片二(205)底部均开有一个半圆槽(205c);毛辊二(2011)两端均固接有一个弧形板(2014)。
8.根据权利要求7所述的一种音响注塑件外壳成型装置,其特征在于,还包括有边缘清理单元;边缘清理单元包括有移动块四(301)、刮片二(302)、气管一(303)、连接板四(304)、气管二(305)和抽吸头(306);连接板一(105)底部开设有口型槽(105a);口型槽(105a)滑动连接有移动块四(301);移动块四(301)固接有刮片二(302),刮片二(302)内部设有加热片,刮片二(302)开有若干个吸口(302a);刮片二(302)上固接且连通有气管一(303);刮片二(302)固接有连接板四(304);连接板四(304)固接有抽吸头(306);抽吸头(306)固接且连通有气管二(305)。
9.根据权利要求8所述的一种音响注塑件外壳成型装置,其特征在于,还包括有水口取出组件;水口取出组件包括有连接板二(106)、推杆三(107)、电机(1018)和钻头(1019);连接板一(105)上部固接有一个连接板二(106);连接板二(106)固接有一个推杆三(107);推杆三(107)伸缩部固接有电机(1018);电机(1018)转动部固接有钻头(1019)。
10.一种音响注塑件外壳成型装置的使用方法,根据权利要求9所述的一种音响注塑件外壳成型装置,其特征在于,包括有以下步骤:步骤一:首先,通过下模(2)和上模(4)将音响外壳压制成型,随后通过工人将压制好的外壳从下模(2)内取出;步骤二:通过动力组件带动挡片一(1013)对模型槽(2a)内残留的塑料进行去除工作;步骤三:通过调节组件调节预热片(203)与模型槽(2a)内壁的距离,防止预热片(203)刮动到残留塑料,同时,通过调节组件对模型槽(2a)和内槽(2c)内较薄的塑料进行熔融刮除;步骤四:通过水口取出组件将水口槽(2b)内断裂的水口取出。
技术总结
本发明涉及注塑成型技术领域,尤其涉及一种音响注塑件外壳成型装置及方法。技术问题:模具内表面会残留塑料,影响后续音响外壳的成型,且刚压制结束后的模具内还残留余温,导致塑料硬化不完全,塑料刮除时会粘附在刮板上,影响后续对塑料清理。技术方案:一种音响注塑件外壳成型装置,包括有动力组件和刮片一等;动力组件连接有若干个刮片一,通过动力组件带动刮片一移动。本发明通过动力组件带动挡片一将模型槽内壁面粘附的塑料刮动,使得塑料会被刮落,通过弹簧二推动连接板三向上移动,使得直板与挡片一表面相对移动,将粘附在挡片一表面的塑料刮落,并通过直板底部的斜角,将粘附在直槽内的塑料挤出。
技术研发人员:邓建平
受保护的技术使用者:隆回涵丰电子科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!