一种衣帽架焊接用热铆设备的制作方法
本发明属于汽车制造塑料焊接,尤其涉及一种衣帽架焊接用热铆设备。
背景技术:
1、随着汽车产业的发展,汽车配件结构的更新换代周期愈发短暂,如汽车衣帽架产品,原有的汽车衣帽架在注塑完成后,由于不具有其他功能性结构,所以仅需使用超声波焊接技术将隔音棉固定在汽车衣帽架的内侧面上即可。但现有的汽车衣帽架上会存在一些功能件,例如扬声器盖,这种功能件需要后配,并且需要在功能件上焊接一圈固定点位,以满足后续的装配需求。如果采用原有设备即超声波焊接,由于该设备每次只能焊接一个位点,在增加了诸多焊点的情况下,就导致了整个工艺过程耗时过长,严重影响生产进度,并且超声波焊接技术适合多纤维复合材料的焊接,并不适用于塑料的焊接。
技术实现思路
1、为解决背景技术中存在的问题,本发明提供一种衣帽架焊接用设备。
2、本发明的技术方案如下:
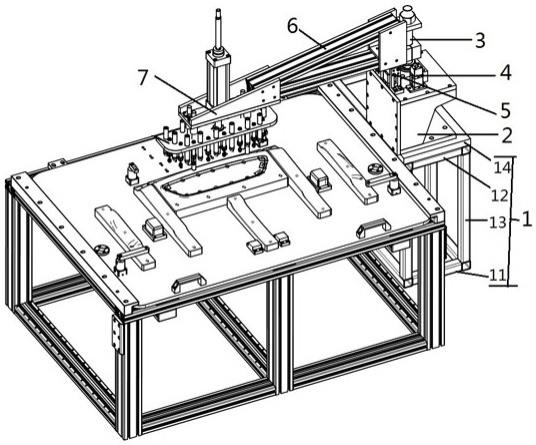
3、一种衣帽架焊接用热铆设备,包括底支架、旋转框、旋转气缸组件、归位气缸组件、定位气缸组件、旋转臂组件以及热铆焊接组件,所述底支架用于支撑固定旋转框,所述旋转气缸组件设置在旋转框上,所述旋转臂组件与旋转气缸组件连接,所述旋转气缸组件控制旋转臂组件沿水平方向旋转,所述归位气缸组件和定位气缸组件均设置在旋转框上,所述归位气缸组件用于支撑固定旋转臂组件于非工作面上,所述定位气缸组件用于支撑固定旋转臂组件于工作面上,所述热铆焊接组件设置在旋转臂组件的端部;所述热铆焊接组件包括焊接气缸,所述焊接气缸垂直安装在平板上,所述焊接气缸的活塞杆穿过平板处于平板下方,所述平板两侧各固定有一块三角板,所述平板上贯通安装有轴套,所述轴套内安装有导向轴,所述导向轴的下端固定安装有一块安装板,所述焊接气缸的活塞杆端部固定在安装板上,所述安装板上安装有多个朝下的热铆焊接头和压紧头。
4、作为本发明的优选,所述底支架包括长方形的底架体和日字形的顶架体,所述底架体和顶架体之间通过多根竖梁连接固定,所述顶架体上固定安装有一块支撑板。
5、作为本发明的优选,所述旋转框包括框底板、框后护板、框侧护板和框顶板,所述框底板固定安装在支撑板上,所述框后护板的底边与框底板的后边固定,所述框后护板的两个侧边分别与两块框侧护板的侧边固定,所述框后护板的顶边与框顶板的后边固定,两块所述框侧护板的底边分别与框底板的两个侧边固定,两块所述框侧护板的顶边分别与框顶板的两个侧边固定,所述框顶板上固定安装有垫块,所述框顶板和垫块上开设有过孔。
6、作为本发明的优选,所述旋转气缸组件包括旋转气缸,所述旋转气缸上安装有第一孔径输出轴,所述第一孔径输出轴通过联轴器连接有第二孔径输出轴,所述第二孔径输出轴上套装有连接轴,所述第二孔径输出轴穿过过孔, 所述框顶板上的过孔内铆接有螺牙,所述螺牙上固定有备母,所述垫块的过孔内固定有压力轴承,所述连接轴与第二孔径输出轴通过锁块固定连接。
7、作为本发明的优选,所述旋转臂组件包括两者之间呈锐角的第一铝型材和第二铝型材,其中第一铝型材位于第二铝型材上方,所述第一铝型材的一端与第二铝型材的一端接触,并固定在平板和三角板的一端,所述第一铝型材的另一端两侧分别与固定侧板连接,所述第一铝型材的下端固定有一块横向的限位平板,所述限位平板上开设有限位孔,所述限位孔用于通过连接轴;所述第二铝型材的另一端两侧分别与固定侧板连接,所述第二铝型材上安装有限位组块,所述限位组块包括固定端和螺接端,所述固定端底部开设有定位孔,所述固定端和螺接端上分别开设有限位半孔,在螺接端安装在固定端是两个限位半孔拼合成一个圆孔,所述圆孔与连接轴固定。
8、作为本发明的优选,所述归位气缸组件包括归位气缸,所述归定位气缸垂直固定在归位气缸固定板上,所述归位气缸固定板固定安装在框顶板上,所述归位气缸的顶部固定安装有归位座,所述归位座的中间开设有避让孔,所述归位气缸的活塞杆设置在归位座的避让孔内,启动归位气缸,归位气缸的活塞杆从归位座的避让孔内伸出处于定位孔内。
9、作为本发明的优选,所述定位气缸组件包括定位气缸,所述定位气缸垂直固定在定位气缸固定板上,所述定位气缸固定板固定安装在框顶板上,所述定位气缸的上方设置有定位座,所述定位座固定安装在定位气缸上,所述定位座的中间开设有避让孔,所述定位气缸的活塞杆设置在定位座的避让孔内,启动定位气缸,定位气缸的活塞杆从定位座的避让孔内伸出。
10、作为本发明的优选,所述框底板上开设有限位槽,所述限位槽用于限定旋转气缸在框底板上的位置。
11、作为本发明的优选,所述定位座的两侧各固定安装有结构相同的l型支撑座,所述支撑座的另一端朝外固定安装在框顶板上。
12、作为本发明的优选,该设备设置在现有超声波焊接设备一侧,与超声波焊接设备协同应用。
13、本发明的有益效果如下:
14、(1)本发明提供一种衣帽架焊接用热铆设备,与现有超声波焊接设备可以协同应用,有独立的设备,其控制部分可以超声波焊接设备关联整合共用一套plc系统,同时也可单独应用,应用广泛,配合性强,减少了专用设备的采购成本,增加后期类似产品的通用性(一般修改下机器人程序和更换具有热铆焊接头和压紧头的安装板即可)。
15、(2)本发明提供一种衣帽架焊接用热铆设备,具有可移动性,可以通过底支架移动整体设备的位置,可以通过旋转气缸组件完成热铆焊接组件从非工作面移动到工作面,其中,在非工作面时,通过归位气缸组件的定位、支撑旋转臂组件,在工作面时,通过定位气缸组件定位、支撑旋转臂组件,保证其稳定性。
16、(3)本发明提供一种衣帽架焊接用热铆设备,结构设计合理,为了保护旋转气缸,设计了一个旋转框,既将旋转气缸置于其中起到保护作用,同时也利用了旋转框安装归位气缸组件以及定位气缸组件;旋转气缸组件中,包括三根轴,分别为第一孔径输出轴、第二孔径输出轴和连接轴,其中第一孔径输出轴的轴径较小与旋转气缸匹配,第二孔径输出轴轴径大于第一孔径输出轴,而连接轴的轴径大于第二孔径输出轴,在旋转气缸运动时,这三根轴是一同旋转运动的,这种设计能够提高旋转气缸输出轴的刚性,以维持旋转臂组件的稳定性,其中旋转臂组件中的两根铝型材配合呈三角状,较单根铝型材受力更稳定。
技术特征:
1.一种衣帽架焊接用热铆设备,其特征在于:包括底支架、旋转框、旋转气缸组件、归位气缸组件、定位气缸组件、旋转臂组件以及热铆焊接组件,所述底支架用于支撑固定旋转框,所述旋转气缸组件设置在旋转框上,所述旋转臂组件与旋转气缸组件连接,所述旋转气缸组件控制旋转臂组件沿水平方向旋转,所述归位气缸组件和定位气缸组件均设置在旋转框上,所述归位气缸组件用于支撑固定旋转臂组件于非工作面上,所述定位气缸组件用于支撑固定旋转臂组件于工作面上,所述热铆焊接组件设置在旋转臂组件的端部;所述热铆焊接组件包括焊接气缸,所述焊接气缸垂直安装在平板上,所述焊接气缸的活塞杆穿过平板处于平板下方,所述平板两侧各固定有一块三角板,所述平板上贯通安装有轴套,所述轴套内安装有导向轴,所述导向轴的下端固定安装有一块安装板,所述焊接气缸的活塞杆端部固定在安装板上,所述安装板上安装有多个朝下的热铆焊接头和压紧头。
2.根据权利要求1所述的一种衣帽架焊接用热铆设备,其特征在于:所述底支架包括长方形的底架体和日字形的顶架体,所述底架体和顶架体之间通过多根竖梁连接固定,所述顶架体上固定安装有一块支撑板。
3.根据权利要求2所述的一种衣帽架焊接用热铆设备,其特征在于:所述旋转框包括框底板、框后护板、框侧护板和框顶板,所述框底板固定安装在支撑板上,所述框后护板的底边与框底板的后边固定,所述框后护板的两个侧边分别与两块框侧护板的侧边固定,所述框后护板的顶边与框顶板的后边固定,两块所述框侧护板的底边分别与框底板的两个侧边固定,两块所述框侧护板的顶边分别与框顶板的两个侧边固定,所述框顶板上固定安装有垫块,所述框顶板和垫块上开设有过孔。
4.根据权利要求3所述的一种衣帽架焊接用热铆设备,其特征在于:所述旋转气缸组件包括旋转气缸,所述旋转气缸上安装有第一孔径输出轴,所述第一孔径输出轴通过联轴器连接有第二孔径输出轴,所述第二孔径输出轴上套装有连接轴,所述第二孔径输出轴穿过过孔, 所述框顶板上的过孔内铆接有螺牙,所述螺牙上固定有备母,所述垫块的过孔内固定有压力轴承,所述连接轴与第二孔径输出轴通过锁块固定连接。
5.根据权利要求4所述的一种衣帽架焊接用热铆设备,其特征在于:所述旋转臂组件包括两者之间呈锐角的第一铝型材和第二铝型材,其中第一铝型材位于第二铝型材上方,所述第一铝型材的一端与第二铝型材的一端接触,并固定在平板和三角板的一端,所述第一铝型材的另一端两侧分别与固定侧板连接,所述第一铝型材的下端固定有一块横向的限位平板,所述限位平板上开设有限位孔,所述限位孔用于通过连接轴;所述第二铝型材的另一端两侧分别与固定侧板连接,所述第二铝型材上安装有限位组块,所述限位组块包括固定端和螺接端,所述固定端的底部开设有定位孔,所述固定端和螺接端上分别开设有限位半孔,在螺接端安装在固定端是两个限位半孔拼合成一个圆孔,所述圆孔与连接轴固定。
6.根据权利要求5所述的一种衣帽架焊接用热铆设备,其特征在于:所述归位气缸组件包括归位气缸,所述归定位气缸垂直固定在归位气缸固定板上,所述归位气缸固定板固定安装在框顶板上,所述归位气缸的顶部固定安装有归位座,所述归位座的中间开设有避让孔,所述归位气缸的活塞杆设置在归位座的避让孔内,启动归位气缸,归位气缸的活塞杆从归位座的避让孔内伸出处于定位孔内。
7.根据权利要求5所述的一种衣帽架焊接用热铆设备,其特征在于:所述定位气缸组件包括定位气缸,所述定位气缸垂直固定在定位气缸固定板上,所述定位气缸固定板固定安装在框顶板上,所述定位气缸的上方设置有定位座,所述定位座固定安装在定位气缸上,所述定位座的中间开设有避让孔,所述定位气缸的活塞杆设置在定位座的避让孔内,启动定位气缸,定位气缸的活塞杆从定位座的避让孔内伸出处于定位孔内。
8.根据权利要求4所述的一种衣帽架焊接用热铆设备,其特征在于:所述框底板上开设有限位槽,所述限位槽用于限定旋转气缸在框底板上的位置。
9.根据权利要求7所述的一种衣帽架焊接用热铆设备,其特征在于:所述定位座的两侧各固定安装有结构相同的l型支撑座,所述支撑座的另一端朝外固定安装在框顶板上。
10.根据权利要求1所述的一种衣帽架焊接用热铆设备,其特征在于:该设备设置在现有超声波焊接设备一侧,与超声波焊接设备协同应用。
技术总结
本发明属于汽车制造塑料焊接技术领域,尤其涉及一种衣帽架焊接用热铆设备,包括底支架,底支架上固定有旋转框,旋转框内固定有旋转气缸组件,旋转气缸组件与旋转臂组件连接,归位气缸组件和定位气缸组件均设置在旋转框上,热铆焊接组件设置在旋转臂组件的端部。与现有超声波焊接设备可以协同应用,使用时,通过旋转气缸组件控制旋转臂组件旋转一定的角度,置于工作面上方,通过热铆焊接组件对衣帽架上的一圈固定点位进行一次性焊接,焊接结束后,控制其回到非工作面,有独立的设备,其控制部分可以超声波焊接设备关联整合共用一套PLC系统,同时也可单独应用,应用广泛,配合性强,减少了专用设备的采购成本。
技术研发人员:金志宇,朱长河,杨特,刘艳贺,韩玉梅,庞迎春
受保护的技术使用者:长春市常春汽车内饰件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!