一种轻质化实心封闭轮的加工工艺的制作方法
本发明涉及自行车轮圈,具体为一种轻质化实心封闭轮的生产工艺。
背景技术:
1、为了降低竞赛自行车的风阻,目前很多竞赛自行车采用封闭轮设计,在高速骑行的情况下,封闭轮从各个风向角度的空气动力学性能都比高框轮组更优异、风阻更小,有利于速度的提升。
2、目前的封闭轮的传统工艺为:
3、封闭轮内部为空心,外层通过多层碳纱直接进行成型,该类型的封闭轮不仅重量十分厚重,且由于内部是空心结构,所以在骑行过程中,通过地面上的障碍物时没有任何缓冲,一方面其骑行时避震效果差,骑行舒适度不够,另一方面也会导致轮圈整体使用寿命很低。
4、鉴于此,本申请人发明了一种工艺设计巧妙,整体结构稳定且可有效起到缓冲作用的轻质化实心封闭轮的加工工艺。
技术实现思路
1、本发明的目的在于提供一种轻质化实心封闭轮的加工工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种轻质化实心封闭轮的加工工艺,包括以下步骤:
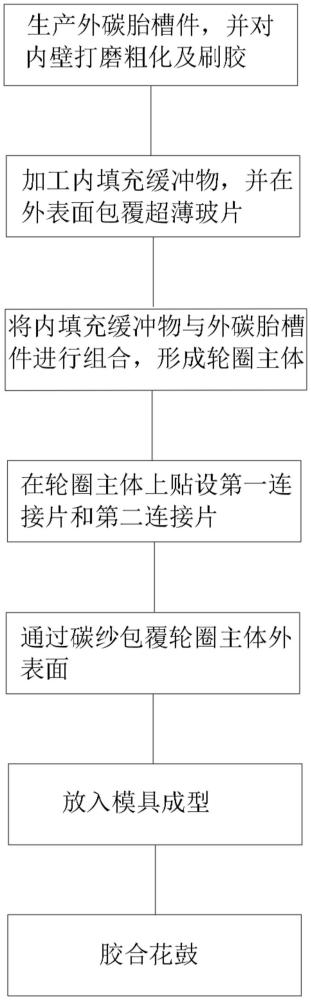
4、s1:加工成型呈环状的外碳胎槽件,所述外碳胎槽件的内壁面为一圆环带;
5、s2:加工内填充缓冲物,所述内填充缓冲物呈圆板状;
6、s3:将内填充缓冲物放入外碳胎槽件内壁面形成的区域中,使其内填充缓冲物外壁面与外碳胎槽件的内壁面完全贴紧,形成轮圈主体;
7、s4.通过碳纱包覆轮圈主体外表面,再放入模具进行成型。
8、作为进一步改进,在步骤s1中,对外碳胎槽件的内壁面进行粗化处理,并对内壁面进行刷胶处理。
9、作为进一步改进,在步骤s2和步骤s3之间,进一步包括步骤s21:在内填充缓冲物外表面包覆超薄玻片。
10、作为进一步改进,在步骤s2中,所述填充缓冲物为pmi材料。
11、作为进一步改进,所述内填充缓冲物两侧均贴设有所述第一连接片,所述第一连接片呈圆环状,所述第一连接片为玻片。
12、作为进一步改进,在步骤s3和步骤s4之间,进一步包括步骤s32:在外碳胎槽件的胎槽部与所述内填充缓冲物侧面之间贴设第二连接片。
13、作为进一步改进,所述内填充缓冲物两侧均贴设有所述第二连接片,所述第二连接片由内填充缓冲物外边缘先向外延伸铺贴至外碳胎槽件的外边缘,而后向内弯折延伸铺贴至外碳胎槽件的胎槽部中部,所述第二连接片为碳纱。
14、作为进一步改进,所述外碳胎槽件的材质为碳纱,其加热温度范围为140度~160度,加热时间范围为15分钟~30分钟。
15、作为进一步改进,在步骤s4中,通过碳纱包覆轮圈主体外表面以形成外封闭板,所述外封闭板包括所述碳纱包括刚性层、扭力层和补强层。
16、与现有技术相比,本发明的有益效果是:
17、1、该一种轻质化实心封闭轮的加工工艺封闭轮整体通过加工圆环带的外碳胎槽件内壁结构,结合充分填充于内壁面形成的区域中的圆板状内填充缓冲物,使得内填充缓冲物的外壁面与外碳胎槽件内壁面充分稳定地接触,一方面通过内填充缓冲物来起到对外碳胎槽件的减震缓冲作用,从而对固定于外碳胎槽件外的胎圈受到的冲击起到缓冲减震作用;另一方面,通过规则的面接触来使得内部强度大大增加,相比传统的多层碳纱或其他常规方式如填充不规则的缓冲材料相比,整体重量更加轻便,整体重量仅约为1.12kg,整体结构设计简单巧妙,功能易行。
技术特征:
1.一种轻质化实心封闭轮的加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的轻质化实心封闭轮的加工工艺,其特征在于:在步骤s1中,对外碳胎槽件(10)的内壁面进行粗化处理,并对内壁面进行刷胶处理。
3.根据权利要求2所述的轻质化实心封闭轮的加工工艺,其特征在于,在步骤s2和步骤s3之间,进一步包括步骤s21:在内填充缓冲物(20)外表面包覆超薄玻片。
4.根据权利要求1所述的轻质化实心封闭轮的加工工艺,其特征在于:在步骤s2中,所述填充缓冲物为pmi材料。
5.根据权利要求1所述的轻质化实心封闭轮的加工工艺,其特征在于:在步骤s3和步骤s4之间,进一步包括步骤s31:在外碳胎槽件(10)侧面与所述内填充缓冲物(20)外环部分之间贴设第一连接片(41)。
6.根据权利要求5所述的轻质化实心封闭轮的加工工艺,其特征在于:所述内填充缓冲物(20)两侧均贴设有所述第一连接片(41),所述第一连接片(41)呈圆环状,所述第一连接片(41)为玻片。
7.根据权利要求1所述的轻质化实心封闭轮的加工工艺,其特征在于:在步骤s3和步骤s4之间,进一步包括步骤s32:在外碳胎槽件(10)的胎槽部与所述内填充缓冲物(20)侧面之间贴设第二连接片(42)。
8.根据权利要求7所述的轻质化实心封闭轮的加工工艺,其特征在于:所述内填充缓冲物(20)两侧均贴设有所述第二连接片(42),所述第二连接片(42)由内填充缓冲物(20)外边缘先向外延伸铺贴至外碳胎槽件(10)的外边缘,而后向内弯折延伸铺贴至外碳胎槽件(10)的胎槽部中部,所述第二连接片(42)为碳纱。
9.根据权利要求1所述的轻质化实心封闭轮的加工工艺,其特征在于:所述外碳胎槽件(10)的材质为碳纱,其加热温度范围为140度~160度,加热时间范围为15分钟~30分钟。
10.根据权利要求1所述的轻质化实心封闭轮的加工工艺,其特征在于:在步骤s4中,通过碳纱包覆轮圈主体外表面以形成外封闭板(30),所述外封闭板(30)包括所述碳纱包括刚性层、扭力层和补强层。
技术总结
本发明涉及自行车轮圈技术领域,一种轻质化实心封闭轮的加工工艺,包括以下步骤:S1:加工成型呈环状的外碳胎槽件,所述外碳胎槽件的内壁面为一圆环带;S2:加工内填充缓冲物,所述内填充缓冲物呈圆板状;S3:将内填充缓冲物放入外碳胎槽件内壁面形成的区域中,使其内填充缓冲物外壁面与外碳胎槽件的内壁面完全贴紧,形成轮圈主体;S4.通过碳纱包覆轮圈主体外表面,再放入模具进行成型。本发明一种轻质化实心封闭轮的加工工艺,其工艺设计巧妙,通过内填充缓冲物与外碳胎槽件的加工和组合工艺设计,使得整体强度足够且可有效起到缓冲作用。
技术研发人员:连海龙
受保护的技术使用者:易凯科越(厦门)复材科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!