一种新型车用氯丁橡胶雨刮胶条的加工工艺的制作方法
本发明涉及雨刮胶条成型加工,具体为一种新型车用氯丁橡胶雨刮胶条的加工工艺。
背景技术:
1、传统雨刮胶条生产多为模压方式,生产效率低,能耗高,且模压加工方式,材料有飞边、废料产生,本发明中,可实现雨刮胶条的连续生产,过程无废料中无橡胶废料产生,通过挤出后的红外固化、微波硫化、热风固化的方式,使雨刮胶条具备可靠的使用性能;
2、传统雨刮胶条加工方式中,由于加工方式受限,脱模困难,只能做结构简单的雨刮胶条,对于复杂结构,传统加工方式无法实现,本发明技术中,不受雨刮胶条结构的限制,可实现复杂结构、多种材料的复合加工。
技术实现思路
1、本发明的目的在于提供一种新型车用氯丁橡胶雨刮胶条的加工工艺,提高材料利用率,降低人工成本低。
2、为实现上述目的,本发明提供如下技术方案:
3、一种新型车用氯丁橡胶雨刮胶条的加工工艺,包括下列加工步骤:
4、(1)将氯丁橡胶通过开炼机进行塑炼,投入防老剂、促进剂、硫化剂进行混炼后将胶料排出,将胶料转移至开炼机继续混炼,打三角包若干、平卷若干;
5、(2):将打卷后混炼胶投入到压延机中,保证压延厚度、宽度在一定范围内,然后压延出带状混炼胶片,停放待用;
6、(3):将上述混炼胶片投入挤出机,匀速挤出,形成雨刮胶条半成品;
7、(4):将挤出的雨刮胶条半成品通过红外箱,进行前置牵引,使得雨刮胶条悬空;
8、(5):将雨刮胶条通过微波炉进行微波硫化;
9、(6):将雨刮胶条通过热风固化箱,进行二次硫化;
10、(7):将二次硫化后的雨刮胶条通过水冷箱,冷却后取出,表面晾干。
11、进一步,所述步骤(1)中开炼机塑练的温度为85~90℃。
12、进一步,所述步骤(1)中开炼机的混炼时间为5~8min,混炼温度为95~110℃。
13、进一步,所述步骤(1)中开炼机继续混炼的时间为6~10min。
14、进一步,所述步骤(2)中压延厚度为2~3mm,压延宽度为200mm~500mm。
15、进一步,所述步骤(3)中挤出机的挤出速度为0.15~0.2m/s,挤出机的挤出料筒温度为90±5℃区间内,挤出机的机头温度为100±5℃区间内。
16、进一步,所述步骤(4)中红外箱的红外功率为1.5~1.8kw,时间为3~5s。
17、进一步,所述步骤(5)中微波炉的微波槽内温度为175~180℃,微波时间为50~60s。
18、进一步,所述步骤(6)中硫化温度为170~180℃,硫化时间为2~4min。
19、进一步,所述步骤(7)中水温为23±5℃区间内。
20、本发明的有益效果是:
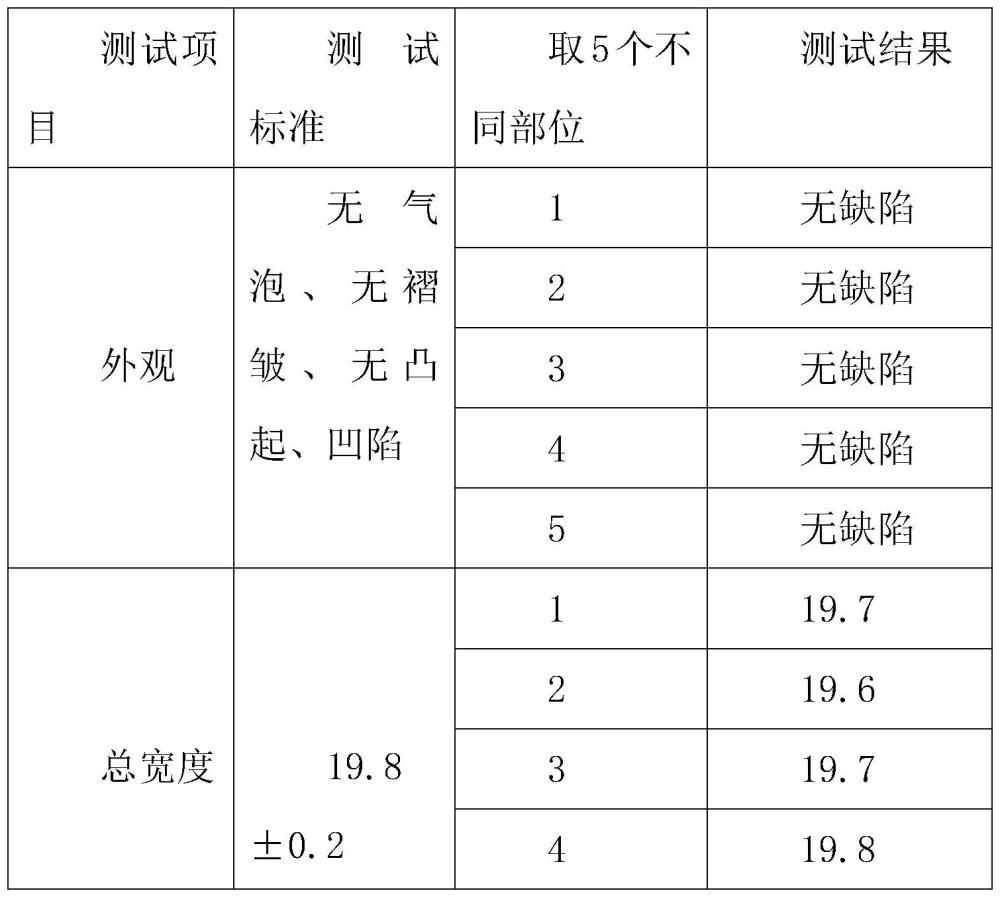
21、加工过程中无废料产生,无污染,过程连续可控,所制备产品尺寸稳定、硬度稳定,无外观不良,相较于传统成型方式,生产效率和材料利用率均大大提高。
技术特征:
1.一种新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,包括下列加工步骤:
2.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(1)中开炼机塑练的温度为85~90℃。
3.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(1)中开炼机混炼的时间为5~8min,混炼温度为95~110℃。
4.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(1)中开炼机继续混炼的时间为6~10min。
5.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(2)中压延厚度为2~3mm,压延宽度为200mm~500mm。
6.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(3)中挤出机的挤出速度为0.15~0.2m/s,挤出机的挤出料筒温度为90±5℃区间内,挤出机的机头温度为100±5℃区间内。
7.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(4)中红外箱的红外功率为1.5~1.8kw,时间为3~5s。
8.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(5)中微波炉的微波槽内温度为175~180℃,微波时间为50~60s。
9.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(6)中硫化温度为170~180℃,硫化时间为2~4min。
10.如权利要求1所述的新型车用氯丁橡胶雨刮胶条的加工工艺,其特征在于,所述步骤(7)中水温为23±5℃区间内。
技术总结
本发明公开了一种新型车用氯丁橡胶雨刮胶条的加工工艺,包括下列加工步骤:(1):将氯丁橡胶进行塑炼,然后投入防老剂、促进剂、硫化剂进行混炼,胶料排出,将胶料转移至开炼机继续混炼,打三角包若干、平卷若干;(2):将打卷后混炼胶投入到压延机中,保证压延厚度、宽度在一定范围内,然后压延出带状混炼胶片,停放待用;(3):将上述混炼胶片投入挤出机,匀速挤出,形成雨刮胶条半成品;(4):将挤出的雨刮胶条半成品通过红外箱,进行前置牵引,使得雨刮胶条悬空;(5):将雨刮胶条通过微波炉进行微波硫化;(6):将雨刮胶条通过热风固化箱,进行二次硫化;(7):将二次硫化后的雨刮胶条通过水冷箱,冷却后取出,表面晾干。
技术研发人员:李鑫,任家兴,黎园,葛春华
受保护的技术使用者:江苏云睿汽车电器系统有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!