一种铁芯包胶轮加工用注塑机的制作方法
本发明属于注塑机,具体为一种铁芯包胶轮加工用注塑机。
背景技术:
1、铁芯包胶轮是一种结构复杂的工业轮胎,通常由铁芯和橡胶胎面组成。它具有耐磨、抗压、耐腐蚀等特点,在各种机械设备和交通工具中得到广泛应用,铁芯包胶轮制备过程中,注塑机主要用于加工胶皮,注塑机是一种用于塑料或橡胶制品加工的机器,它可以通过注塑成型技术制造各种形状和尺寸的制品。
2、现有技术中的铁芯包胶轮加工用注塑机,在使用过程中,通常采用动模具和定模具合模时注入热熔液态橡胶在成型腔中,并在冷却后进行固化成型,然而目前注入冷却后成型后,成型橡胶套边缘处存在浇注端处存在的废料,且在实际分离出料时,废料边与成型橡胶套连接一体,在出料后需要增加除废步骤,单独进行每组成型橡胶套边缘的废料切断,实际工序较为麻烦,针对成型后的橡胶套还需要进行二次处理,且静态冷却成型后的橡胶套内外表面均粘接固定在成型腔中,实际出料时摩擦阻力较大,外力推出分离时存在大面积拉伤的情况,实际使用效果不佳。
3、此外,现有技术中的铁芯包胶轮加工用注塑机,在使用过程中,随着完成注入后,需要进行冷却处理,针对环状包胶轮橡胶套的成型冷却,目前采用单独水冷从外侧进行冷却,然而实际针对环状包胶轮橡胶套的内圈处,难以实现冷却流道的布置,使得实际冷却速度较低,故而环状包胶轮橡胶套成型冷却效率慢,针对大批量环状包胶轮橡胶套的注塑制备,实际生产效率低,使用效果差。
技术实现思路
1、本发明的目的在于提供一种铁芯包胶轮加工用注塑机,以解决上述背景技术中提出的问题。
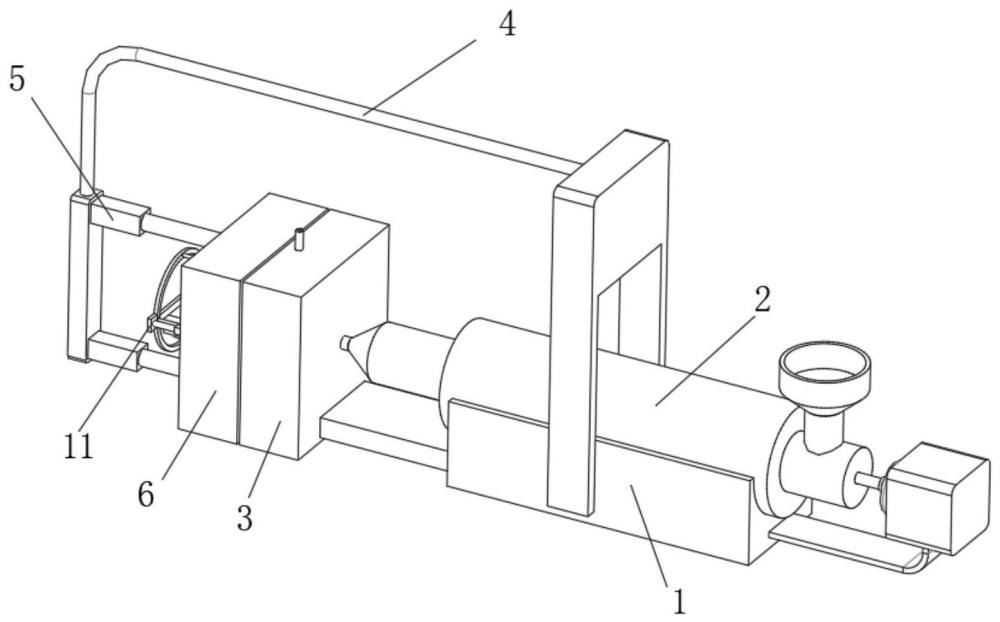
2、为了实现上述目的,本发明提供如下技术方案:一种铁芯包胶轮加工用注塑机,包括机架、注入机构、定模具、支撑架、一号电动推杆和动模具,所述注入机构固定安装在机架的顶部,所述定模具与注入机构固定连通,所述定模具和动模具的靠近面均开设有一号模腔,所述定模具和动模具的靠近面均开设有冷却腔,所述定模具的外端面开设有注入孔,所述注入孔与一号模腔相连通,所述动模具的前端转动套接有转动套,所述转动套的端面开设有引导槽,所述动模具的后端设有推料组件,所述推料组件,所述动模具的内部转动套接有连接组件,所述连接组件的一端与转动套固定连接,所述动模具的后端设有动力组件,所述动力组件与连接组件啮合连接,所述推料组件与连接组件的一端固定连接;
3、所述推料组件包括连接环、中间杆、侧板、二号电动推杆和顶杆;
4、所述连接组件包括转动杆、一号齿轮、活动杆和扇叶。
5、优选的,所述支撑架的一端固定连接在机架的顶部,所述支撑架的另一端与一号电动推杆固定连接,所述一号电动推杆与动模具固定连接。
6、优选的,所述动模具的后端开设有套孔,所述套孔与二号模腔相连通,所述二号电动推杆固定连接在动模具的后端上,所述顶杆活动套接在套孔中,所述连接环位于动模具后端的外侧,所述中间杆固定连接在连接环的内部,所述侧板固定连接在连接环的外侧面上,所述二号电动推杆的活动端与侧板固定连接。
7、优选的,所述转动杆转动套接在动模具的后端,所述内部腔开设在动模具的内部,所述一号齿轮固定套接在转动杆的外表面上且位于动模具的外侧,所述扇叶固定套接在转动杆的外表面上且位于内部腔的内部,所述转动杆与转动套的内表面固定连接,所述活动杆活动套接在转动套的内部,所述活动杆的外端与中间杆固定连接。
8、优选的,所述动力组件包括电机框、电机和二号齿轮,所述电机框固定安装在动模具的后端面上,所述电机固定安装在电机框的内部,所述二号齿轮固定套接在电机输出轴的外表面上,所述二号齿轮与一号齿轮啮合连接。
9、优选的,所述转动套的端面开设有通孔,所述通孔和引导槽相连通,所述通孔的内表面与活动杆活动套接,所述引导槽的两端穿过转动套端部的两侧面。
10、优选的,所述转动套的内部开设有气腔,所述转动套内表面的正面开设有环槽,所述转动套的内部开设有连通孔,所述连通孔的两端分别与环槽和气腔相连通,所述气腔与通孔相连通,所述转动套的内壁中开设有连通槽,所述连通槽的一端与气腔相连通,所述连通槽的另一端贯穿转动套的后端。
11、优选的,所述动模具的前端开设有中间孔,所述动模具的后端开设有进气孔,所述中间孔和进气孔均与内部腔相连通,所述中间孔与环槽相连通。
12、优选的,所述动模具的后端开设有排气孔,所述动模具的内部开设有适配环槽,所述适配环槽与排气孔相连通,所述适配环槽的内表面与转动套转动套接,所述适配环槽与连通槽相连通。
13、优选的,所述定模具的顶部和底部均开设有液孔,所述定模具的上下面均设有液管,所述液孔与液管相连通,两个所述冷却腔的尺寸相同且左右对应,两个所述冷却腔分别位于一号模腔和二号模腔的外侧。
14、本发明的有益效果如下:
15、1、本发明通过使得定模具中的一号模腔为圆形腔,且使得动模具中的二号模腔为圆环腔,且在动模具二号模腔中套接位于动模具端部的转动套,配合转动套端面的引导槽在旋转下与注入孔始终连通,从而在引导注入后,配合动力组件和连接组件实现转动套的匀速旋转,在旋转过程中完成冷却固化,使得实际冷却固化过程中,位于引导槽和注入孔中的废料跟随转动套转动下与一号模腔和二号模腔中的包胶轮橡胶套分离,从而在冷却过程中快速完成废料与成型料的切断,且在匀速转动下进行冷却固化时,由于包胶轮橡胶内侧圆弧面与转动套外表面动态接触,实际固化完成后包胶轮橡胶内侧弧面自动完成脱离粘接,从而在分模出料时,配合推料组件对成型包胶轮橡胶以及废料的分别单独推出,一方面在冷却固化后自动完成废料切除以及单独排废,另一方面使得冷却固化后的成型包胶轮橡胶内侧圆弧面自动完成脱离,避免顶出成型包胶轮橡胶时粘接面过多而难以出料,同时避免在成型包胶轮橡胶套脱料时由于内侧圆弧面粘接而拉伤,大大提高了实际包胶轮橡胶套的出料效率和质量,减少后续剪切废边的操作,使用效果好。
16、2、本发明通过再次利用动力组件带动连接组件的旋转,在完成转动套旋转的同时进行冷却固化时,配合连接组件中的扇叶,同时利用内部腔、进气孔、环槽和连通孔,在旋转过程中利用扇叶形成轴流风并将环境空气通入至转动套中,配合转动套中的气腔以及连通槽,使得吸入的风量在一号模腔和二号模腔的内侧进行降温,且吸入的风量通过适配环槽、排气孔导出,在实际冷却固化过程中,利用旋转转动套的效果,进一步使得流动空气通入至转动套中,并配合转动套内部的气腔和连通槽,实现成型包胶轮橡胶套内侧处的风冷降温,并配合外侧的冷却腔,实现内侧风冷和外侧水冷的固化冷却,综合提高冷却固化效率,使用效果好。
17、3、本发明通过再次利用旋转的转动套和连接组件,在使得推料组件反向横移时,使得转动套端面打开,且使得动模具和定模具靠近并保持一定间距时,随着旋转连接组件中扇叶实现环境空气吸入,从而使得快速在快速转动下使得吸入空气通过打开的转动套端面快速吹扫至一号模腔中并快速填充二号模腔,在一号模腔和二号模腔中快速完成混乱吹扫,并从动模具和定模具之间的间隙吹排出,从而实现简单便捷的吹扫清洁,避免残留杂质影响后续包胶轮橡胶套的成型品质,使用效果好。
- 还没有人留言评论。精彩留言会获得点赞!