一种风筒加工的真空灌注工艺的制作方法
本发明涉及风筒加工,具体涉及一种风筒加工的真空灌注工艺。
背景技术:
1、风筒是指局部通风用的一种主要的导风装置,为提高风筒的整体的物理强度,通常会在风筒加工过程中向原料中加入玻璃纤维等纤维状的增强材料,目前的纤维状增强材料增强的风筒生产,通常是采用人工手糊工艺,在风筒模具上铺设玻璃纤维增强材料,并对每层增强材料进行树脂浸润,直至铺至设计厚度。
2、现有的纤维状增强材料增强的风筒,在制作过程中需要通过人工刮涂使树脂浸润到增强材料中,因为玻璃纤维等纤维状增强材料制品在未完全固化时肉眼难以观察树脂的浸润情况,所以操作中不可避免的会存在气泡、干斑等缺陷,对成品强度产生不利影响,工人手糊的技术熟练度存在差异,手糊制作时会有树脂滴漏,导致玻璃钢成品性能参数不稳定,材料损耗量大,并且生产过程中工人需要全程接触纤维状增强材料及树脂,纤维状增强材料和树脂的挥发物对工人的身体健康会存在一定不良影响。
3、针对此方面的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种风筒加工的真空灌注工艺,用于解决现有技术中纤维状增强材料增强的风筒的生产质量受人工操作影响大,纤维增强风筒中不可避免的存在气泡、干斑等缺陷,纤维增强风筒的产品物理性能和产品的一致性与重复性差的技术问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种风筒加工的真空灌注工艺,包括以下步骤:
4、s1、连接真空灌注装置的电源,升降调节组件驱动上模具上升,使得上模具与下模具分离,在多组弹簧一的作用下,多个顶杆均延伸至下模具的型腔内侧;
5、s2、将纤维状增强材料均匀铺设在下模具的型腔内侧,升降调节组件动作,驱动上模具下降,气囊展开,将上模具与下模具合围成的密闭空腔中的气体抽出,形成负压体系;
6、s3、在上模具下降至其上的竖杆二与调节板接触时,经联动组件、调节板与连接绳传动,密闭板下降至与上模具的底部外壁齐平,多个顶杆的端部与型腔的内壁齐平;
7、s4、注料管的一端通过连接管路延伸至树脂罐中,并使用中转泵,将树脂以0.2-0.5kg/min的流量均匀的泵送到下模具与上模具构成的成型腔室中,过程中避免有气泡进入,直至树脂溢入到指示管的内侧;
8、s5、待成型腔室中浇筑的风筒成型固化成型后,升降调节组件驱动上模具上升,多个顶杆延伸至下模具的型腔内侧,将成型的风筒向上顶起,密闭板向上运动,收容槽打开,在气囊被压缩时,空气注入成型腔室中,避免成型的风筒粘附在上模具或下模具上,待上模具与下模具分离后,将成型的风筒取出,得到风筒成品。
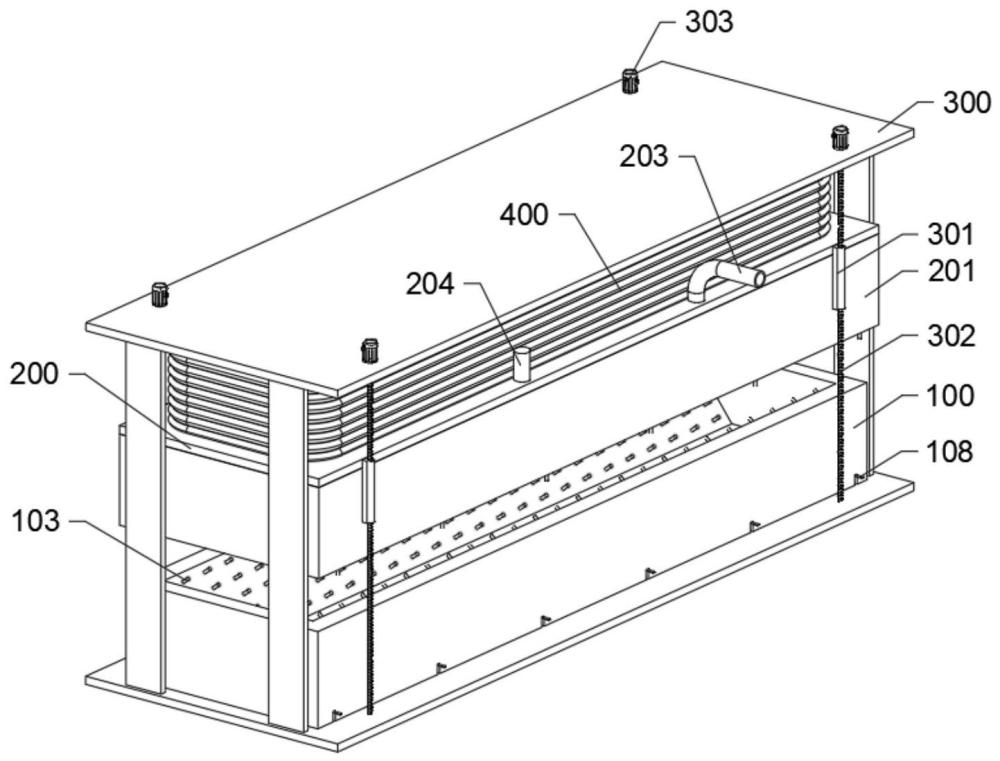
9、进一步的,所述真空灌注装置包括底板,所述底板的顶部固定有下模具,所述下模具的上方设有与其相互配合的上模具,所述上模具的底部外壁固接有与下模具相配合的环形套,所述上模具的上方设有顶板和用于驱动上模具上下运动的升降调节组件;
10、所述下模具的两侧均开设有沿其长度方向设置的安装腔室,所述安装腔室靠近型腔的一侧内壁安装有移动板,所述移动板的一侧固接有多个顶杆,多个所述顶杆的一端均延伸至型腔的内侧,所述下模具的外部滑动安装有多个调节板,多个所述调节板的顶部均固接有连接绳,所述连接绳背离调节板的一端延伸至安装腔室的内侧并与移动板的外壁固接;
11、所述上模具的顶部安装有气囊,气囊的顶部与顶板的底部固接,所述收容槽的内侧顶部设有多个与气囊相连通的导气孔,所述收容槽的内侧安装有密闭板和用于驱动密闭板向下运动的联动组件,其中,所述联动组件与多个调节板相互配合。
12、进一步的,所述上模具的底部设有沿其长度方向设置的收容槽和多个出料口,上模具的顶部安装有与多个出料口相互配合的注料管,所述上模具的一端顶部安装有指示管。
13、进一步的,所述升降调节组件包括转动安装在顶板底部的多个螺纹柱和安装在顶板顶部用于驱动螺纹柱转动的驱动电机,多个所述螺纹柱的底部均与底板的顶部转动连接,且螺纹柱的外部螺纹套设有升降筒,多个所述升降筒的一侧外壁均与环形套的外壁固接。
14、进一步的,所述安装腔室靠近型腔的一侧内壁固接有多个导向杆,多个所述导向杆的一端均贯穿移动板延伸至移动板背离顶杆的一侧,所述导向杆远离移动板的一端固接有限位套,所述限位套的内侧安装有弹簧一,其中,所述弹簧一活动套设在导向杆的外部。
15、进一步的,所述收容槽的顶部开设有多个竖槽,所述竖槽的内侧安装有弹簧二,所述弹簧二的内侧活动套设有竖杆一,所述竖杆一的底部延伸至收容槽的内侧并与密闭板的顶部固接,所述竖杆一的顶部延伸至弹簧二的顶部,且竖杆一位于弹簧二顶部的外壁固接有限位环。
16、进一步的,所述联动组件包括开设在上模具顶部的多个沿其宽度方向设置的横向槽,所述横向槽的内侧中心固接有销轴,所述销轴的外部转动安装有沿横向槽长度方向设置的传动杆,多个所述竖杆一的顶部分别延伸至多个横向槽的顶部并与传动杆的一端底部抵接,所述传动杆的另一端通过绳索连接有竖杆二,所述竖杆二的底部贯穿环形套延伸至环形套的底部并与多个调节板相配合。
17、本发明具备下述有益效果:
18、1、本发明的风筒加工的真空灌注工艺,通过将纤维状的增强材料均匀敷设到模具的型腔中之后,将型腔中的空气抽离,在型腔中形成真空,再以稳定的流量向型腔的底部缓慢的注入树脂,对型腔中的纤维状增强材料进行浸润,显著降低了风筒手糊工艺中常见的气泡、干斑等缺陷的出现概率,成品纤维含量高,空隙率低,提高了层间强度等各项物理性能,减少了需要工人操作的步骤,提高了产品性能的一致性和重复性,降低了产品缺陷。
19、2、本发明的风筒加工的真空灌注工艺,通过下模具、移动板、连接绳、弹簧一、调节板与环形套相互配合,在上模具与下模具分离时,多个顶杆延伸至型腔的内侧,在型腔的内部斜面处形成多个凸出,在将纤维状增强材料敷设到型腔内部时,能够增强纤维状增强材料与型腔斜面直接的附着力,方便将纤维状的增强材料均匀的铺设在型腔的斜面上,避免在重力的作用下,纤维状的增强材料沿型腔的内壁斜面向下滑动,导致纤维状的增强材料在型腔中铺设不均匀,并且在上模具向下运动至下模具型腔内部时,上模具的底部外壁与下模具的内壁形成稳定的注塑腔室,将纤维状增强材料稳定的固定在注塑腔室的内侧,并且在下模具与上模具合拢时,推动调节板向下运动,使得两个移动板同时的相互远离,使得顶杆刚好与型腔的内壁齐平,避免了顶杆存在对注塑产品的影响,提高了注塑的产品稳定性,降低了风筒的缺陷,并且在下模具与上模具分离时,多个顶杆的同时向型腔的内部运动,有利于成型风筒底部与下模具的底部分离。
20、3、本发明的风筒加工的真空灌注工艺,通过上模具、气囊、导气孔、密闭板与联动组件相互配合,能够在上模具与下模具合拢的过程中,将上模具与下模具合围的成型腔室中的空气抽离,在成型腔室中形成真空状态,并且在下模具与上模具完全合拢之前,经过联动组件传动,在使得顶杆刚好与型腔的内壁齐平的同时,密闭板刚好下降至与上模具的底部齐平,形成具有光滑平面的成型腔室,在下模具与上模具分离时,上模具向上运动,联动组件动作,密闭板上升的同时,气囊被压缩,气囊的中的空气被挤出,在上模具和成型的风筒件之间形成风流动,有利于成型的风筒件与上模具分离。
- 还没有人留言评论。精彩留言会获得点赞!