一种吹瓶机吹瓶气体排放装置及其排放控制方法与流程
本发明涉及塑料瓶成型,尤其涉及一种吹瓶机吹瓶气体排放装置及其排放控制方法。
背景技术:
1、在使用吹瓶机将瓶胚吹拉成型的过程中,首先要将瓶胚进行预热,在经过加热之后,瓶胚就会被送到吹拉平台放入吹模中,锁模后打开进气阀关闭排气阀,向瓶胚的内部充入高压空气,根据模型定型瓶胚,关闭进气阀保压冷却一定时间,然后打开排气阀释放瓶胚内部的高压空气,最后开模,就可以从全自动吹瓶机的平台上将成型的瓶子拿下来。
2、现有技术公开了部分吹瓶机的发明专利,申请号为cn202111105185.9的中国专利,公开了一种旋转式吹瓶机中吹瓶气体的排放装置,包括模肩,所述模肩上设置有模头,所述模头的侧壁上贯通设置有低压吹嘴以及高压吹嘴,所述模头中插设有中空设置的排气柱,所述排气柱的外侧周向阵列设置有多列排气孔,位于同一水平面上的所述排气孔均固定连接有排气管,且其中一个所述排气管固定连接有通向排气柱底部的连通管,所述排气柱的下端设置有推拉式阀门,且排气柱与推拉式阀门的侧壁转动连接设置,所述模肩的底端面上设置有电磁铁,且推拉式阀门的上端面设置有与电磁铁相对应的磁铁。
3、在对瓶胚的内部充入高压空气后,瓶胚在气压的作用下拉伸到贴紧模腔的侧壁后,继续充入高压气体就会使得瓶胚内部的气压升高,瓶胚内部的较高的气体压力会继续挤压瓶胚的内壁,气体挤压在瓶口处会使得瓶口的侧壁变薄并且瓶口变薄后气体挤入会使得瓶口内壁变得不平滑。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的瓶胚内部的较高的气体压力会继续挤压瓶胚的内壁,气体挤压在瓶口处会使得瓶口的侧壁变薄并且瓶口变薄后气体挤入会使得瓶口内壁变得不平滑的缺点,而提出的一种吹瓶机吹瓶气体排放装置及其排放控制方法。
2、为达到以上目的,本发明采用的技术方案为:一种吹瓶机吹瓶气体排放装置,包括输送架和两个安装架,所述输送架包括输送带和多个安装座,所述安装座阵列固定于所述输送带的一侧,全部所述安装座的顶部均贯穿开设有通孔,还包括:
3、两个第一气缸,两个所述第一气缸分别固定于两个所述安装架的内壁上;
4、两个模具,两个所述第一气缸的伸缩杆分别与两个所述模具固定连接,所述输送架穿过两个所述模具之间;
5、成型排气机构,所述成型排气机构安装于两个所述安装架之间,在两个所述模具合模后,所述成型排气机构对瓶胚进行吹拉成型,所述成型排气机构用于根据瓶胚内部气压情况进行排气泄压;
6、工作时,工作人员通过上料机器在输送架的后侧将瓶胚安装在安装座上,然后通过电机和齿轮驱动输送带移动带动瓶胚经过输送架左侧的外置加热区进行预热,在经过加热之后,瓶胚被送到两个模具之间,输送带通过电机控制移动,使得输送带间断式移动,每次移动指定的距离,在输送带移动了指定的距离后,控制两个第一气缸启动,两个第一气缸分别推动对应的模具相向移动将瓶胚锁定在对应的模腔内,两个安装架之间共同固定有两个圆杆,两个模具均与圆杆滑动连接,从而使得模具与安装架滑动连接,只能够沿规定轨迹移动,然后启动成型排气机构对瓶胚的内部进行拉伸与充入高压空气,并且通过气压传感器对瓶胚内部的气压进行检测,在瓶胚内部气压超过预设值时,控制成型排气机构停止向瓶胚内部充气并控制成型排气机构向外部排气泄压,成型排气机构向外部排气后瓶胚内部气压下降,在检测到压力回落至标准值后,成型排气机构停止向外排气使得瓶体内部的压力保持标准值并且维持一段时间,从而有利于防止因为瓶胚内部气压较高导致瓶壁变薄以及瓶口不平滑的情况发生,在瓶体内部保持一段时间的恒压后,瓶身完成了冷却,成型排气机构再将瓶身内部的高压气体排出,使得瓶身内的气压与外界气压相同,在检测到压力从标准值下降到初始值后,启动两个第一气缸和成型排气机构复位,成型的塑料瓶在输送带的带动下移动到下料区,通过外置的取料装置将成型的塑料瓶取下。
7、优选的,所述成型排气机构包括两个第一横杆、进气组件、控制器、压力传感器和距离传感器,两个第一横杆对称固定于两个所述安装架之间,两个第一横杆的顶部均固定有第二气缸,两个所述第二气缸的伸缩端共同固定有第一支撑板,所述第一支撑板的顶部竖向贯穿转动连接有三个圆筒,三个所述圆筒的顶部均固定有圆盘,三个所述圆筒的外壁上均贯穿开设有多个排气孔,三个所述圆筒的下端外部均固定安装有排气电磁阀,所述圆筒的外壁上固定有气压传感器和温度传感器,所述控制器固定于前侧的所述安装架的侧壁上,所述压力传感器固定于其中一个所述模具的侧壁上,所述距离传感器固定于所述输送架的侧壁上;
8、所述进气组件安装于两个所述安装架之间,所述进气组件用于向闭合后的模具内部的瓶胚的内部吹入气体;
9、工作时,在两个模具合模后,固定于其中一个模具的侧壁上的压力传感器受到另一个模具的挤压,从而使得压力传感器被挤压后请求控制器控制第二气缸启动,两个第二气缸共同推动第一支撑板向上移动,第一支撑板向上移动带动三个圆筒向上移动,三个圆筒分别带动对应的圆盘穿过通孔进入到瓶胚的内部,三个圆盘将对应的瓶胚顶起,进行竖向的拉伸,同时控制器控制进气组件启动向瓶胚的内部充入高压气体,将瓶胚的侧壁挤压在模腔的内壁上,气压传感器对瓶胚内部的气压进行检测,在瓶胚内部气压过高时,控制器控制排气电磁阀打开,将瓶胚内部的高压气体排出到外界,使得瓶胚内部的气压回落至标准值,关闭排气电磁阀并且保持标准值一段时间,直至温度传感器检测出瓶胚内部的温度下降至冷却温度,此时控制器打开排气电磁阀,将瓶胚内部的高压气体排出到外界,使得瓶胚内部的气压与外界气压相同,从而有利于瓶胚在吹瓶后冷却成型的过程中,瓶胚的内部能够保持标准气压,从而有利于避免瓶胚内部气压过高造成瓶胚厚度不均的情况发生,设有的圆盘有利于在竖向拉伸的过程中对瓶胚进行均匀拉伸,距离传感器用于对输送带的输送距离进行检测。
10、优选的,所述进气组件包括两个第二横杆和开槽,两个第二横杆对称固定于两个所述安装架之间,两个第二横杆的顶部均固定有第三气缸,两个所述第三气缸的伸缩端共同固定有第二支撑板,所述第二支撑板的顶部固定有三个空心杆,三个所述圆筒分别穿过三个所述空心杆,三个所述空心杆的侧壁上均固定连通有进气管,一侧所述安装架的侧壁上通过所述开槽固定有空气压缩机,三个所述进气管的进气端均与所述空气压缩机的出气端连接,三个所述进气管的内部均固定安装有进气电磁阀;
11、三个所述空心杆的外部均安装有密封组件,所述密封组件用于对所述空心杆与所述安装座的连接处进行密封;
12、工作时,在第二气缸启动的同时,控制器控制两个第三气缸启动,两个第三气缸共同推动第二支撑板向上移动,第二支撑板带动三个空心杆向上移动,三个空心杆的顶部分别插入到对应的通孔中,然后打开进气电磁阀并启动空气压缩机将外界的空气压缩成高压气体后从进气管充入到瓶胚的内部,设有的密封组件能够在空心杆插入到通孔内部后对通孔的入口边缘进行密封,有利于防止瓶胚内部气体泄漏。
13、优选的,所述密封组件包括第一圆环,所述第一圆环固定于所述空心杆的外壁上,所述第一圆环的顶部固定有弹簧,所述弹簧套设于对应的所述空心杆的外圈,所述弹簧的顶部固定有第二圆环,所述第二圆环与所述空心杆滑动密封连接,所述第二圆环的顶部固定有密封圈。
14、优选的,每个圆筒上的全部所述排气孔两两为一组,各组所述排气孔呈竖向阵列设置,所述圆筒的内部固定有圆板,所述圆板的顶部贯穿固定有多个连接管,多个所述连接管分别与各组所述排气孔对应,全部所述连接管的顶部分别与对应的所述排气孔固定连通。
15、优选的,所述第一支撑板的底部通过支架固定有电机,所述电机的输出轴固定有第一齿轮,三个所述圆筒的外壁上均固定有第二齿轮,所述第一齿轮与三个所述第二齿轮通过传动带传动连接。
16、优选的,三个所述圆筒的内部均安装有活性炭过滤网。
17、一种吹瓶机吹瓶气体排放装置的排放控制方法,该排放控制方法包括以下步骤:
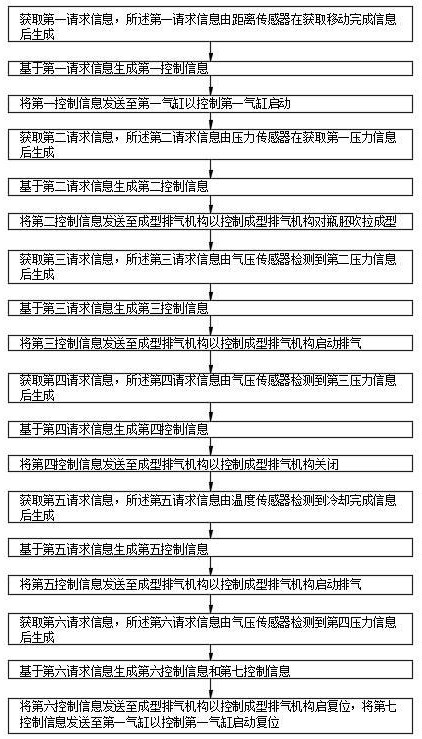
18、获取第一请求信息,所述第一请求信息由距离传感器在获取移动完成信息后生成;
19、基于所述第一请求信息生成第一控制信息;
20、将第一控制信息发送至第一气缸以控制第一气缸启动;
21、获取第二请求信息,所述第二请求信息由压力传感器在获取第一压力信息后生成;
22、基于所述第二请求信息生成第二控制信息;
23、将第二控制信息发送至成型排气机构以控制成型排气机构对瓶胚吹拉成型;
24、获取第三请求信息,所述第三请求信息由气压传感器检测到第二压力信息后生成;
25、基于所述第三请求信息生成第三控制信息;
26、将第三控制信息发送至成型排气机构以控制成型排气机构启动排气;
27、获取第四请求信息,所述第四请求信息由气压传感器检测到第三压力信息后生成;
28、基于所述第四请求信息生成第四控制信息;
29、将第四控制信息发送至成型排气机构以控制成型排气机构关闭;
30、获取第五请求信息,所述第五请求信息由温度传感器检测到冷却完成信息后生成;
31、生成第五控制信息;
32、将第五控制信息发送至成型排气机构以控制成型排气机构启动排气;
33、获取第六请求信息,所述第六请求信息由气压传感器检测到第四压力信息后生成;
34、基于所述第六请求信息生成第六控制信息和第七控制信息;
35、将第六控制信息发送至成型排气机构以控制成型排气机构启动复位,将第七控制信息发送至第一气缸以控制第一气缸启动复位;
36、其中,距离传感器检测出输送带移动指定距离后生成第一请求信息,请求控制器控制第一气缸启动,压力传感器检测到第一压力信息后生成第二请求信息,请求控制器控制成型排气机构对瓶胚进行吹拉成型,气压传感器检测到第二压力信息后生成第三请求信息,请求控制器控制成型排气机构进行排气泄压,气压传感器检测到第三压力信息后生成第四请求信息,请求控制器控制成型排气机构关闭,在温度传感器检测到瓶子内部冷却至规定温度后获取冷却完成信息,随后生成第五请求信息,请求控制器控制成型排气机构启动排气,气压传感器检测到第四压力信息后生成第六请求信息,请求控制器控制第一气缸和成型排气机构复位。
37、优选的,所述成型排气机构的具体排气方法包括以下步骤:
38、获取第三控制信息,成型排气机构启动排气;
39、获取第四控制信息,成型排气机构关闭;
40、获取第五控制信息,成型排气机构启动排气;
41、获取第六控制信息,成型排气机构复位;
42、其中,获取第三控制信息后,关闭进气电磁阀并启动排气电磁阀进行排气泄压,获取第四控制信息后,关闭排气电磁阀进行保压一段时间,获取第五控制信息后,打开排气电磁阀进行排气,获取第六控制信息后,成型排气机构复位。
43、优选的,所述气压传感器的具体检测方法包括以下步骤:
44、获取第二压力信息;
45、基于第二压力信息生成第三请求信息;
46、将第三请求信息发送至控制器;
47、获取第三压力信息;
48、基于第三压力信息生成第四请求信息;
49、将第四请求信息发送至控制器;
50、获取第四压力信息;
51、基于第四压力信息生成第六请求信息;
52、将第六请求信息发送至控制器;
53、其中,气压传感器在检测到压力值超过预设值后获取第二压力信息,随后生成第三请求信息,并且将第三请求信息发送至控制器,气压传感器在检测到压力值由预设值下降到标准值后获取第三压力信息,随后生成第四请求信息,并且将第四请求信息发送至控制器,气压传感器在检测到压力值由标准值下降到初始值后,随后生成第六请求信息,并且将第六请求信息发送至控制器。
54、与现有技术相比,本发明具有以下有益效果:
55、1.通过气压传感器对瓶胚内部的气压进行检测,在瓶胚内部气压超过预设值时,控制成型排气机构停止向瓶胚内部充气并控制成型排气机构向外部排气泄压,成型排气机构向外部排气后瓶胚内部气压下降,在检测到压力回落至标准值后,成型排气机构停止向外排气使得瓶体内部的压力保持标准值并且维持一段时间,从而有利于防止因为瓶胚内部气压较高导致瓶壁变薄以及瓶口不平滑的情况发生。
56、2.气压传感器对瓶胚内部的气压进行检测,在瓶胚内部气压过高时,控制器控制排气电磁阀打开,将瓶胚内部的高压气体排出到外界,使得瓶胚内部的气压回落至标准值,关闭排气电磁阀并且保持标准值一段时间,直至温度传感器检测出瓶胚内部的温度下降至冷却温度,此时控制器打开排气电磁阀,将瓶胚内部的高压气体排出到外界,使得瓶胚内部的气压与外界气压相同,从而有利于瓶胚在吹瓶后冷却成型的过程中,瓶胚的内部能够保持标准气压,从而有利于避免瓶胚内部气压过高造成瓶胚厚度不均的情况发生。
57、3.设有的密封组件能够在空心杆插入到通孔内部后对通孔的入口边缘进行密封,有利于防止瓶胚内部气体泄漏。
- 还没有人留言评论。精彩留言会获得点赞!