全自动升温模具的制作方法
本技术涉及塑料成型,特别涉及一种全自动升温模具。
背景技术:
1、eps(expanded polystyrene,聚苯乙烯)泡沫板,由含有挥发性液体发泡剂的可发性聚苯乙烯珠粒,经加热预发后在模具中加热成型,eps泡沫板具有微细闭孔的结构特点,主要用作保温隔热的材料。
2、现有一种eps泡沫板的制作模具,包括上模、下模、支撑板、液囊、热介质输入管、热介质输出管、冷介质输入管和冷介质输出管等,上模和下模形状匹配且上模和下模均设有能够构成空腔的凹槽,上模和下模均内设置有液囊,液囊上设有与凹槽形状匹配的凹陷,聚四氟乙烯板设置于凹陷与原料接触的各个面,凹陷与聚四氟乙烯板配合构成凹槽,热介质输入管、热介质输出管、冷介质输入管和冷介质输出管与液囊相连通,通过向液囊中通入热介质使模具升温或通入冷介质使模具降温,能够提高热能的利用效率。
3、但此种模具存在着加热过程中温度难以精准把控的问题。
技术实现思路
1、本实用新型的主要目的是提供一种全自动升温模具,旨在提高加热过程中模具温度的准确性。
2、为实现上述目的,本实用新型提出的全自动升温模具,包括:
3、第一模体,设有第一凹槽;
4、第二模体,活动的设置在所述第一模体的一侧,设有第二凹槽,通过所述第二模体的活动,使得所述第二模体抵接所述第一模体以使所述第二凹槽与所述第一凹槽扣合形成模具腔或所述第二模体远离所述第一模体以开启所述模具腔;
5、弹性囊,所述第一凹槽的内壁和所述第二凹槽的内壁均设有所述弹性囊;
6、热介质输入管,连通所述弹性囊,所述热介质输入管内设有第一输入阀;
7、输出管,连通所述弹性囊,所述输出管内设有输出阀;
8、温度传感器,设置在所述弹性囊背离所述模具腔的一侧;以及
9、控制器,所述温度传感器、所述第一输入阀以及所述输出阀分别与所述控制器电连接。
10、可选地,所述全自动升温模具还包括:
11、冷介质输入管,连通所述弹性囊,所述冷介质输入管内设有第二输入阀,所述第二输入阀电连接所述控制器。
12、可选地,所述第一输入阀、所述第二输入阀以及所述输出阀中的至少一个为单向电磁阀。
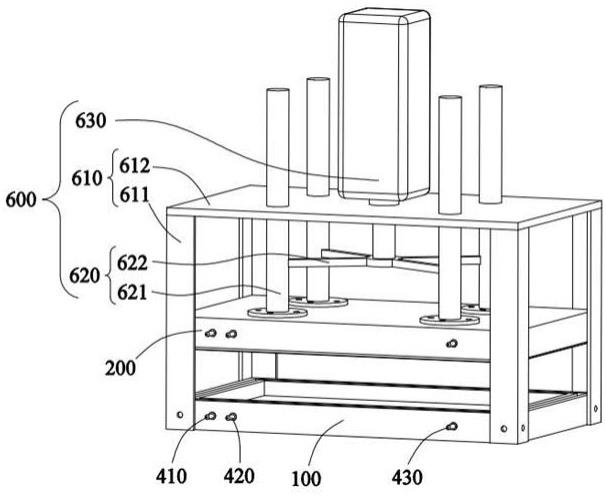
13、可选地,所述全自动升温模具还包括升降装置,所述升降装置连接所述第二模体,设置在所述第二模体背离所述第一模体的一侧,所述第二模体通过所述升降装置抵接或远离所述第一模体。
14、可选地,所述升降装置包括:
15、支架,第一端与所述第一模体可拆卸连接;
16、升降架,连接所述第二模体背离所述第一模体的一侧;
17、伸缩组件,具有固定端和伸缩端,所述固定端固定在所述支架的第二端,所述伸缩端连接所述升降架。
18、可选地,所述升降架包括:
19、导向部,一端固定于所述第二模体背离所述第一模体的一侧,另一端滑动地穿设于所述支架;
20、连接部,连接所述导向部和所述伸缩组件的伸缩端。
21、可选地,所述导向部包括两组间隔设置的导向柱组,一组导向柱组包括两个导向柱,一组导向柱组中的两个导向柱分别设置在所述伸缩组件的两侧。
22、可选地,所述支架包括:
23、支撑柱,一端与所述第一模体螺接,另一端朝远离所述第一模体的方向延伸;
24、安装板,固定于所述支撑柱的另一端,所述伸缩组件的固定端固定在所述安装板背离所述支撑柱的一侧,所述伸缩组件的伸缩端活动地穿设于所述安装板,所述导向部活动地穿设于所述安装板。
25、可选地,所述第一模体设有定位凹槽,所述第二模体设有对应所述定位凹槽设有定位凸起,在所述第一模体与所述第二模体抵接时,所述定位凸起嵌入所述定位凹槽的内部。
26、可选地,所述全自动升温模具还包括密封件,所述密封件固定于所述定位凹槽的内壁,以密封所述定位凸起和所述定位凹槽。
27、本实用新型实施例的一个技术方案中的全自动升温模具包括第一模体和第二模体,第一模体的第一凹槽和第二模体的第二凹槽扣合形成模具腔,原材料在模具腔内经加热后膨胀成型。第一凹槽和第二凹槽的内壁均设有弹性囊,热介质输入管连通弹性囊,通过热介质输入管向弹性囊中输入热介质使得第一模体和第二模体升温,热介质可以是温度较高的气体或液体等。在弹性囊背离模具腔的一侧设有温度传感器,温度传感器用于实时检测弹性囊的温度,根据弹性囊的温度可以实时得知模具腔内的温度,温度传感器将获得的温度信息传输给控制器,同时控制器与第一输入阀以及输出阀分别电连接,控制器可以控制第一输入阀的开关以及输出阀的开关,例如,在产品成型的过程中,弹性囊中的热介质由于热传递导致温度降低,从而使模具腔内的温度降低,此时控制器可以控制输出阀开启,将弹性囊中降温的一部分热介质输出弹性囊,同时控制第一输入阀开启,向弹性囊中补充热介质,使弹性囊的温度升高,进而使模具腔内温度达到所需要的温度,从而使得模具腔中的温度稳定在产品需要的温度,从而提高了产品加热过程中模具温度的准确性。
技术特征:
1.一种全自动升温模具,其特征在于,包括:
2.如权利要求1所述的全自动升温模具,其特征在于,所述全自动升温模具还包括:
3.如权利要求2所述的全自动升温模具,其特征在于,所述第一输入阀、所述第二输入阀以及所述输出阀中的至少一个为单向电磁阀。
4.如权利要求1所述的全自动升温模具,其特征在于,所述全自动升温模具还包括升降装置,所述升降装置连接所述第二模体,设置在所述第二模体背离所述第一模体的一侧,所述第二模体通过所述升降装置抵接或远离所述第一模体。
5.如权利要求4所述的全自动升温模具,其特征在于,所述升降装置包括:
6.如权利要求5所述的全自动升温模具,其特征在于,所述升降架包括:
7.如权利要求6所述的全自动升温模具,其特征在于,所述导向部包括两组间隔设置的导向柱组,一组导向柱组包括两个导向柱,一组导向柱组中的两个导向柱分别设置在所述伸缩组件的两侧。
8.如权利要求6所述的全自动升温模具,其特征在于,所述支架包括:
9.如权利要求1所述的全自动升温模具,其特征在于,所述第一模体设有定位凹槽,所述第二模体设有对应所述定位凹槽设有定位凸起,在所述第一模体与所述第二模体抵接时,所述定位凸起嵌入所述定位凹槽的内部。
10.如权利要求9所述的全自动升温模具,其特征在于,所述全自动升温模具还包括密封件,所述密封件固定于所述定位凹槽的内壁,以密封所述定位凸起和所述定位凹槽。
技术总结
本技术公开一种全自动升温模具,其中,全自动升温模具包括:第一模体,设有第一凹槽;第二模体,活动的设置在第一模体的一侧,设有第二凹槽,通过第二模体的活动,使得第二模体抵接第一模体以使第二凹槽与第一凹槽扣合形成模具腔或第二模体远离第一模体以开启模具腔;弹性囊,第一凹槽的内壁和第二凹槽的内壁均设有弹性囊;热介质输入管,连通弹性囊,热介质输入管内设有第一输入阀;输出管,连通弹性囊,输出管内设有输出阀;温度传感器,设置在弹性囊背离模具腔的一侧;以及控制器,温度传感器、第一输入阀以及输出阀分别与控制器电连接。本技术技术方案提高了加热过程中模具温度的准确性。
技术研发人员:穆振涛,张海飞,张海论,张修武,张修双
受保护的技术使用者:山东冰爽制冷设备有限公司
技术研发日:20230130
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!