一种电刷组件生产用注塑模具的制作方法
本技术涉及注塑模具,具体为一种电刷组件生产用注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
2、现有的电刷组件生产工作中注塑模具在产品成型后,产品容易粘附在模具内,使得脱模不易,强制脱模容易导致产品的损坏,导致良品率降低,且成型的产品大多通过风冷进行冷却成型辅助,冷却速度慢且降低了产品成型的速度,影响后期脱模的工作效率。
技术实现思路
1、本实用新型的目的在于提供一种电刷组件生产用注塑模具,以解决上述背景技术中提出的问题。
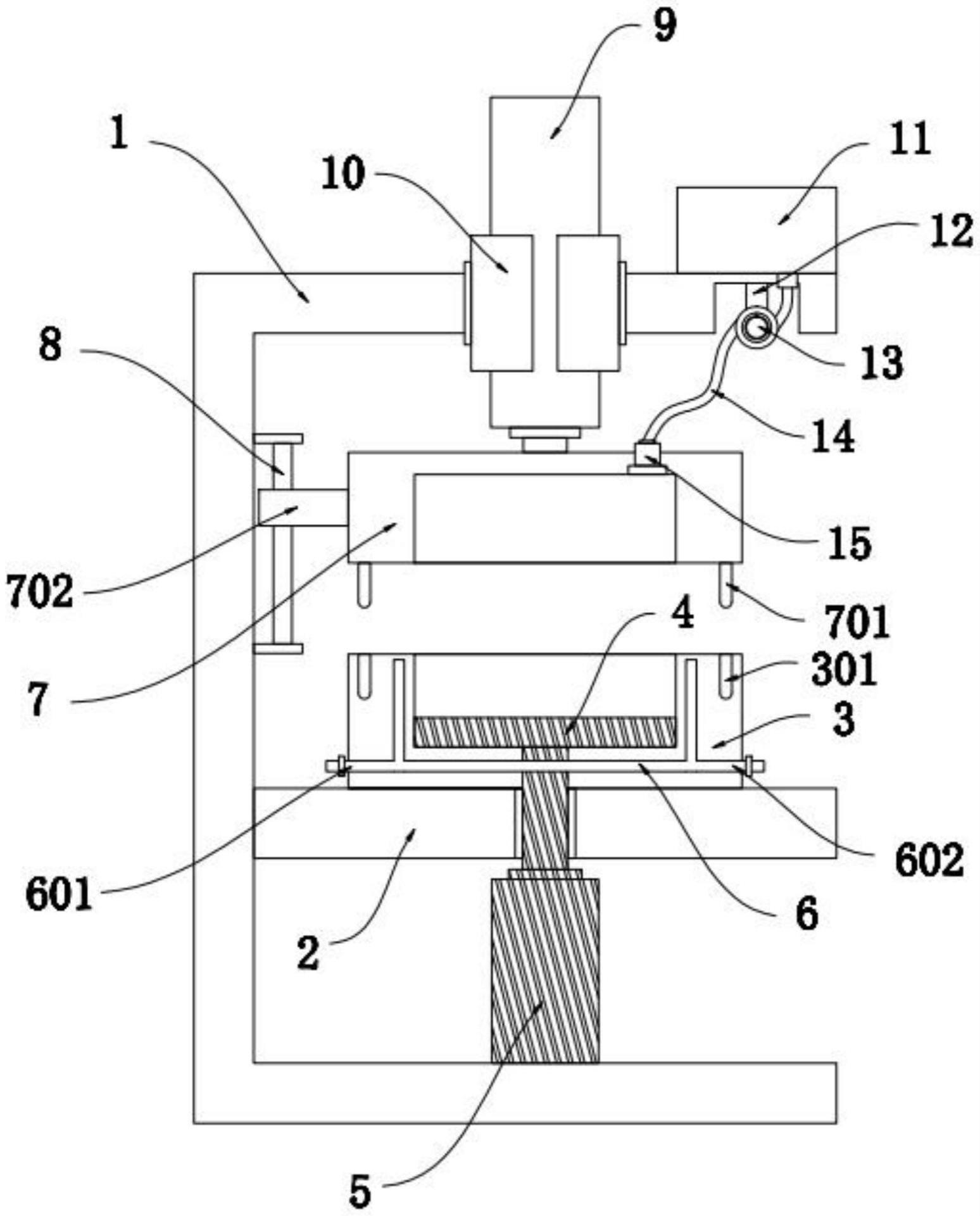
2、为实现上述目的,本实用新型提供如下技术方案:一种电刷组件生产用注塑模具,包括机架、下模、顶料板和冷却液集腔,所述机架的内部固定有固定台,所述固定台的顶部固定有下模,所述下模内部的底部设置有顶料板,所述顶料板的底部且位于固定台的底部安装有伸缩气缸,所述下模的内部且围绕在下模内型腔外部有冷却液集腔。
3、优选的,所述机架顶部的一端连接有注塑原料储存箱,所述注塑原料储存箱的底部且与机架固定有固定杆,所述固定杆的底部转动连接有转杆,所述转杆的外部均匀缠绕有注塑管,所述注塑管的一端且与上模顶部的一端连接有注塑原料输入口,所述转杆一端的外部且与固定杆接触位置设置有扭簧。
4、优选的,所述下模顶部的两端内连接有定位槽,所述下模的上方设置有上模,所述上模底部的两端连接有定位杆。
5、优选的,所述冷却液集腔的一端且设置于下模的左侧有冷却液输入口,所述冷却液集腔的另一端且设置于下模的右侧有冷却液排口。
6、优选的,所述上模的一端固定有滑套,所述上模通过滑套可沿着滑杆滑动,所述滑杆固定于机架内部的一侧。
7、优选的,所述上模的顶部且通过固定套固定有液压缸,所述液压缸通过固定套固定于机架顶部的内部。
8、与现有技术相比,本实用新型的有益效果是:
9、(1)该种电刷组件生产用注塑模具,通过在利用液压缸驱动带动输出端的上模下移配合定位杆插入定位槽内实现快速合模,注入注塑原料后在两个合模后快速注塑成型,则伸缩气缸启动带动输出端连接的顶料板将下模内成型产品上顶,实现产品快速脱模至下模外部,避免了由于成品粘附在下模上直接取出成品而导致的损伤,提高了成品良品率;
10、(2)该种电刷组件生产用注塑模具,通过在冷却液输入口处注入冷却液灌满冷却液集腔内,冷却液可辅助下模内产品快速成型,取代原有风冷冷却,提高冷却速度,也为后期通过顶料板取模的工作提高效率;
11、(3)该种电刷组件生产用注塑模具,通过在注塑原料通过注塑管至注塑原料输入口注满上模与下模合模产生的型腔内,则注塑管均匀缠绕在转杆的外部,转杆与固定杆为转动连接,且端部连接有扭簧,上模下移时缠绕的在转杆外部的注塑管可适应期拉力向下活动,在上模上移时扭簧的回弹性可助于注塑管会卷缠绕在转杆外部,合理使用转杆提高其使用寿命。
技术特征:
1.一种电刷组件生产用注塑模具,其特征在于,包括机架(1)、下模(3)、顶料板(4)和冷却液集腔(6),所述机架(1)的内部固定有固定台(2),所述固定台(2)的顶部固定有下模(3),所述下模(3)内部的底部设置有顶料板(4),所述顶料板(4)的底部且位于固定台(2)的底部安装有伸缩气缸(5),所述下模(3)的内部且围绕在下模(3)内型腔外部有冷却液集腔(6)。
2.根据权利要求1所述的一种电刷组件生产用注塑模具,其特征在于:所述机架(1)顶部的一端连接有注塑原料储存箱(11),所述注塑原料储存箱(11)的底部且与机架(1)固定有固定杆(12),所述固定杆(12)的底部转动连接有转杆(13),所述转杆(13)的外部均匀缠绕有注塑管(14),所述注塑管(14)的一端且与上模(7)顶部的一端连接有注塑原料输入口(15),所述转杆(13)一端的外部且与固定杆(12)接触位置设置有扭簧(16)。
3.根据权利要求1所述的一种电刷组件生产用注塑模具,其特征在于:所述下模(3)顶部的两端内连接有定位槽(301),所述下模(3)的上方设置有上模(7),所述上模(7)底部的两端连接有定位杆(701)。
4.根据权利要求1所述的一种电刷组件生产用注塑模具,其特征在于:所述冷却液集腔(6)的一端且设置于下模(3)的左侧有冷却液输入口(601),所述冷却液集腔(6)的另一端且设置于下模(3)的右侧有冷却液排口(602)。
5.根据权利要求3所述的一种电刷组件生产用注塑模具,其特征在于:所述上模(7)的一端固定有滑套(702),所述上模(7)通过滑套(702)可沿着滑杆(8)滑动,所述滑杆(8)固定于机架(1)内部的一侧。
6.根据权利要求5所述的一种电刷组件生产用注塑模具,其特征在于:所述上模(7)的顶部且通过固定套(10)固定有液压缸(9),所述液压缸(9)通过固定套(10)固定于机架(1)顶部的内部。
技术总结
本技术公开了一种电刷组件生产用注塑模具,包括机架、下模、顶料板和冷却液集腔,机架的内部固定有固定台,固定台的顶部固定有下模,下模内部的底部设置有顶料板,顶料板的底部且位于固定台的底部安装有伸缩气缸,下模的内部且围绕在下模内型腔外部有冷却液集腔。本技术通过在利用液压缸驱动带动输出端的上模下移配合定位杆插入定位槽内实现快速合模,注入注塑原料后在两个合模后快速注塑成型,则伸缩气缸启动带动输出端连接的顶料板将下模内成型产品上顶,实现产品快速脱模至下模外部,避免了由于成品粘附在下模上直接取出成品而导致的损伤,提高了成品良品率。
技术研发人员:尹勇龙,李国,李志,权家喜
受保护的技术使用者:苏州双洲电器有限公司
技术研发日:20230306
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!