一种光纤连接器尾套成型模具的制作方法
本技术涉及光纤连接器,具体涉及一种光纤连接器尾套成型模具。
背景技术:
1、光纤连接器是两段光纤的连接部件,光纤连接器尾套为设置在光纤连接器尾部的柔性结构,用于防止光纤与光纤连接器交接处发生过大折弯而折断。现有的光纤连接器尾套采用注塑成型,成型后的尾套经模具的一端脱模,上述成型方式在注塑操作过程中容易出现空包,导致尾套表面产生缺陷,在施工过程中若遇到经常性的弯折容易损坏。因此,市面上出现了对接型的模具,通过将模具分隔为两端,采用分口同时注塑的方式,可大大消除空包现象。但是在实际生产时,由于两段模具的对接位置均为精密的平面,在模具对接过程中若模具对接位置的边沿发生“咬边”极易损坏模具,且采用平直面交接时,交接处的缝隙较大,导致模具交接处容易出现“飞边现象”。因此,申请人提出一种对接安全性好且对接缝隙小的尾套成型模具。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种光纤连接器尾套成型模具,本实用新型提供的诸多技术方案中优选的技术方案具有:对接安全性好,且缝隙小等技术效果,详见下文阐述。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、本实用新型提供的一种光纤连接器尾套成型模具,包括前模具和后模具,所述前模具和所述后模具插接配合;
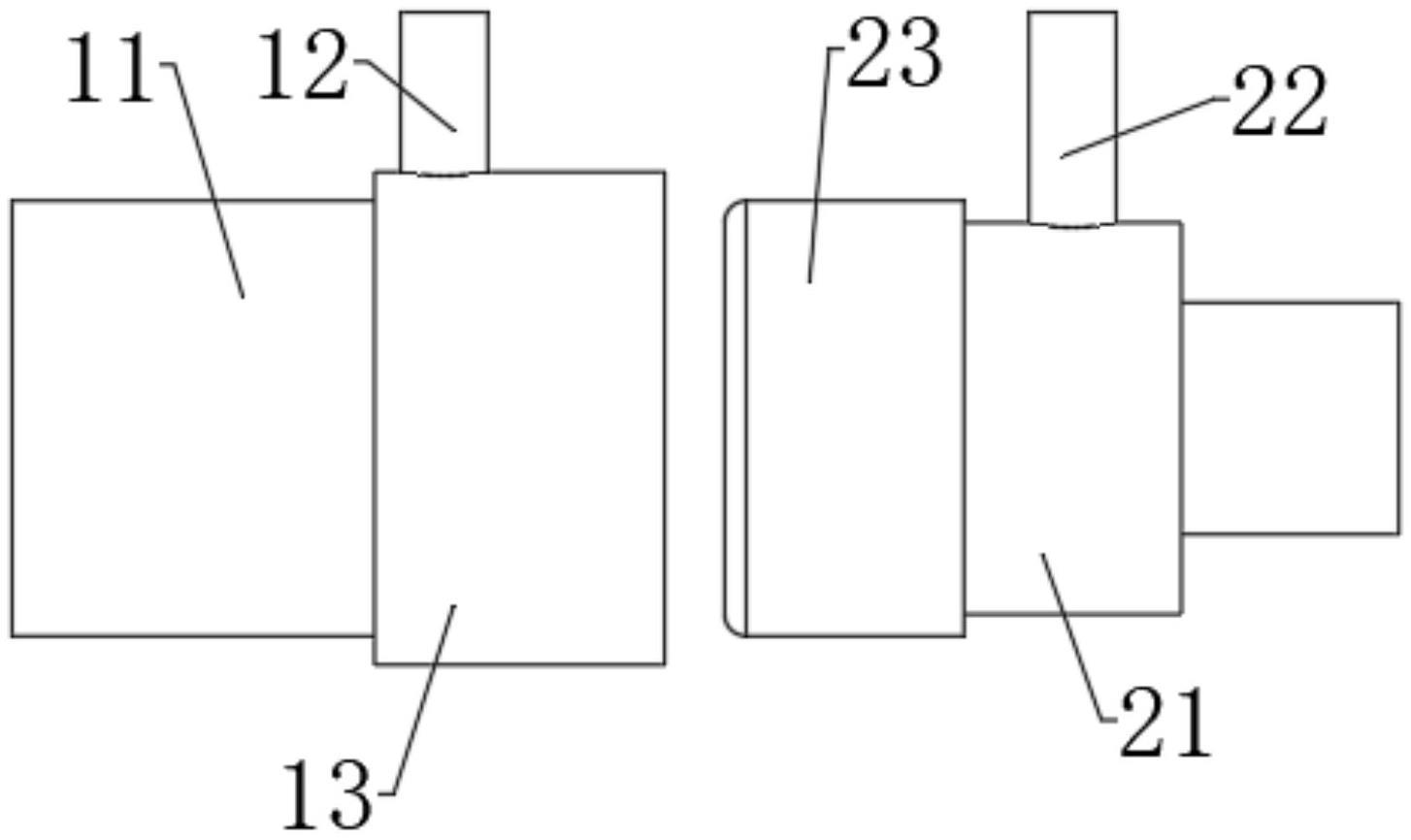
4、所述前模具由前模本体和承插套组成,所述承插套设置在所述前模本体的一端外侧,所述前模本体上设置自由前注塑口,所述前注塑口贯穿所述前模本体,并与该前模本体的内部连通;
5、所述后模具由后模本体和插接部组成,所述插接部设置于所述后模本体的一端,所述插接部与所述承插套插接配合,且该插接部的端面设置有弧形插口,所述前模本体的端部成型有匹配所述弧形插口的密封插槽,所述后模本体上设置有后注塑口。
6、作为优选,所述插接部与所述承插套间隙配合,且所述插接部的长度大于所述承插套延伸出所述前模本体端部的长度。
7、作为优选,所述密封插槽为贴合所述弧形插口的弧形槽,所述插接部插入所述承插套至最大深度后,所述弧形插口与所述密封插槽间隙配合。
8、作为优选,所述弧形插口设置于所述插接部的端面周向,且该弧形插口的截面为半圆弧面,所述密封插槽的端面为半圆弧型。
9、作为优选,所述前模具内部成型有前模腔,所述后模具的内部成型有后模腔,所述前模具与所述后模具对接后,所述前模腔与所述后模腔对接并形成注塑腔;所述前注塑口与所述后注塑口分别与所述前模腔和后模腔相连通。
10、作为优选,所述后注塑口与所述前注塑口的顶部高度一致。
11、综上,本实用新型的有益效果在于:1、通过采用弧形的密封插槽与弧形插口对接,可提高两者对接的紧密度,缩小对接处的缝隙,从而减少注塑“飞边”的产生,提高尾套成型质量;
12、2、将弧形插头的端部设置为外凸弧面,可在与承插套插接时,避免边沿产生“硬咬合”,提高模具对接的稳定性,并且延长模具的使用寿命。
技术特征:
1.一种光纤连接器尾套成型模具,其特征在于,包括前模具(1)和后模具(2),所述前模具(1)和所述后模具(2)插接配合;
2.根据权利要求1所述一种光纤连接器尾套成型模具,其特征在于:所述插接部(23)与所述承插套(13)间隙配合,且所述插接部(23)的长度大于所述承插套(13)延伸出所述前模本体(11)端部的长度。
3.根据权利要求1所述一种光纤连接器尾套成型模具,其特征在于:所述密封插槽(14)为贴合所述弧形插口(24)的弧形槽,所述插接部(23)插入所述承插套(13)至最大深度后,所述弧形插口(24)与所述密封插槽(14)间隙配合。
4.根据权利要求1所述一种光纤连接器尾套成型模具,其特征在于:所述弧形插口(24)设置于所述插接部(23)的端面周向,且该弧形插口(24)的截面为半圆弧面,所述密封插槽(14)的端面为半圆弧型。
5.根据权利要求1所述一种光纤连接器尾套成型模具,其特征在于:所述前模具(1)内部成型有前模腔,所述后模具(2)的内部成型有后模腔,所述前模具(1)与所述后模具(2)对接后,所述前模腔与所述后模腔对接并形成注塑腔;所述前注塑口(12)与所述后注塑口(22)分别与所述前模腔和后模腔相连通。
6.根据权利要求1所述一种光纤连接器尾套成型模具,其特征在于:所述后注塑口(22)与所述前注塑口(12)的顶部高度一致。
技术总结
本技术公开了一种光纤连接器尾套成型模具,包括前模具和后模具,所述前模具和所述后模具插接配合;所述前模具由前模本体和承插套组成,所述承插套设置在所述前模本体的一端外侧,所述前模本体上设置自由前注塑口,所述前注塑口贯穿所述前模本体,并与该前模本体的内部连通;所述后模具由后模本体和插接部组成,所述插接部设置于所述后模本体的一端。有益效果在于:通过采用弧形的密封插槽与弧形插口对接,可提高两者对接的紧密度,缩小对接处的缝隙,从而减少注塑“飞边”的产生,提高尾套成型质量;将弧形插头的端部设置为外凸弧面,可在与承插套插接时,避免边沿产生“硬咬合”,提高模具对接的稳定性,并且延长模具的使用寿命。
技术研发人员:李恩照,肖万庚,张亚豪
受保护的技术使用者:洛阳巨捷工贸有限公司
技术研发日:20230314
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!