橡胶件的成型模具的制作方法
本申请涉及橡胶领域,具体而言,涉及一种橡胶件的成型模具。
背景技术:
1、飞边又称溢边、披锋、毛刺等,大多发生在模具的分合位置上,如动模和静模的分型面,滑块的滑配部位、镶件的绝隙、顶杆孔隙等处,飞边在很大程度上是由于模具或机台锁模力失效造成。一般来讲,通过模具模压成型而产生的飞边是难以避免的。
2、例如中国专利(公开号:cn 204322355 u)提到一种改进型橡胶模具,其飞边识别槽厚度大于第一撕边槽与型腔之间第一连通通道的厚度,小于第一撕边槽的厚度。该飞边识别槽能够明显地将产品与飞边区分开,有效防止由于不易分辨产品和飞边而造成的毁坏产品。
3、但是,由于很多橡胶件的成型模具采用哈弗模压的结构,大批量制造该类橡胶件时,通过挨个清理飞边的方式会消耗过多的人力工时,同时,该类模具飞边容易断裂,残留在模具上,清理难度较大。
4、因此如何在橡胶硫化成型工序中快速批量清除掉飞边,是橡胶件工业生产中亟待解决的问题。
技术实现思路
1、本申请的主要目的在于提供一种橡胶件的成型模具,以解决橡胶制品的撕边效率问题。
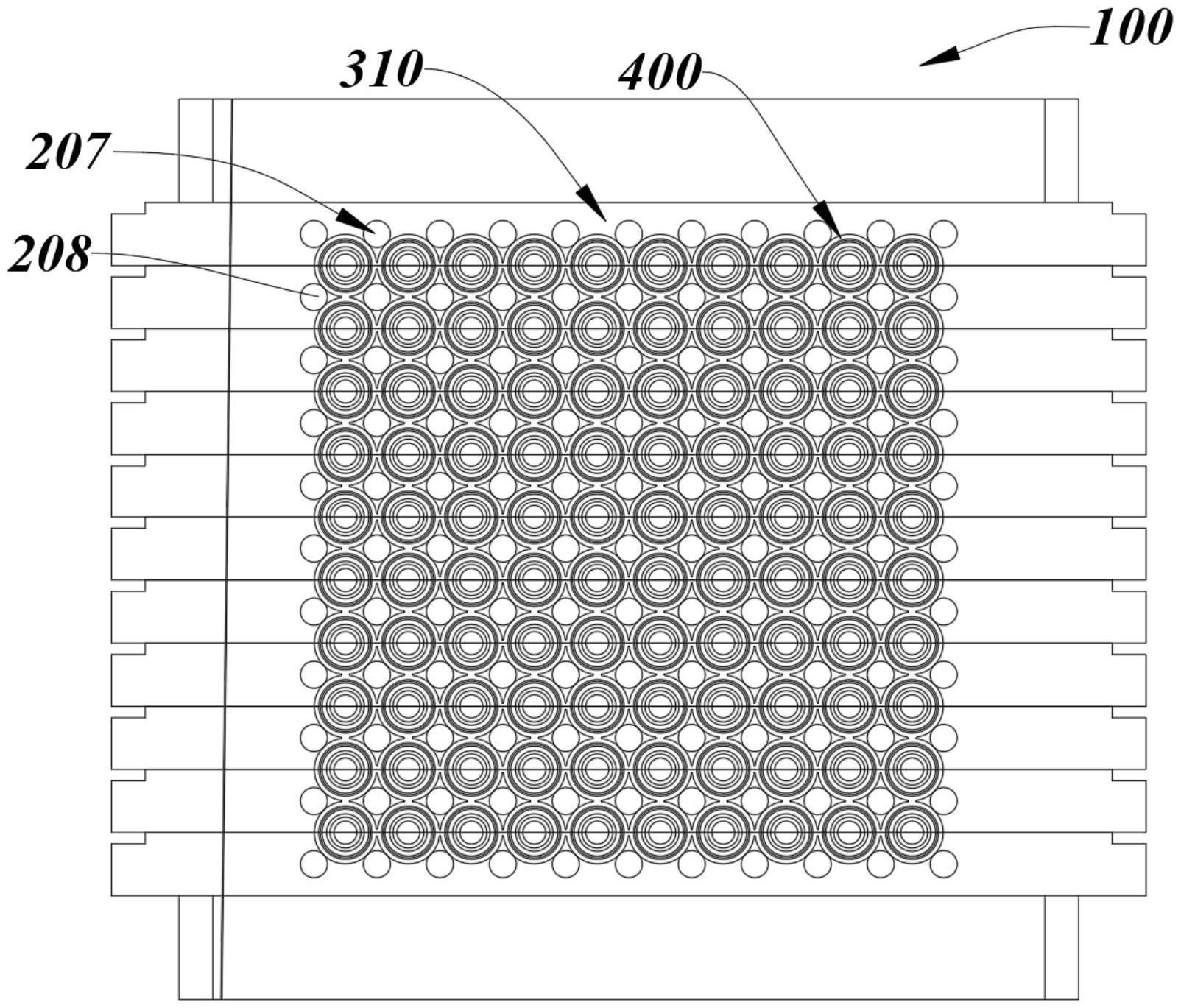
2、为了解决相关技术中可能存在的问题,根据本申请的一些实施例,提供了一种橡胶件的成型模具,包括:若干单元模组,每个单元模组形成模腔以使待加工橡胶件塑型;溢边面,设置于单元模组表面用于形成飞边;识别槽,设置于溢边面用于使多余胶料与飞边形成厚度差;单元模组同一平面之间的至少部分识别槽边缘线相交且与不同平面的识别槽交点为0。
3、进一步的,单元模组包含:在水平方向位置相对的一组外模,用于形成橡胶件外表面;在铅锤方向位置相对的上模和下模,用于形成橡胶件内表面。
4、进一步的,外模形成定位凹槽,下模形成能够嵌入定位凹槽的定位凸块。
5、进一步的,外模与上模相对的面,包含第一降面与支撑面,第一降面与上模距离为0.08mm至0.15mm以作为溢边面;支撑面与上模距离等于0;外模与上模形成环流道以作为识别槽,环流道边缘线以模腔中心轴线为回转线环绕模腔;环流道与模腔的最近距离大于0;环流道内上模与中模的最远距离大于第一降面与上模的距离。
6、进一步的,单元模组之间的环流道通过连接槽相连。
7、进一步的,下模与外模相对的面为第二降面,第二降面与外模的距离为0.02mm至0.06mm以作为溢边面;外模与下模形成第一环流槽以作为识别槽,第一环流槽边缘线以模腔中心轴线为回转线环绕模腔;第一环流槽与模腔的最近距离大于0;第一环流槽内壁之间的最远距离大于第二降面与外模的距离。
8、进一步的,环流道与第一环流槽边缘线交点数量为0。
9、进一步的,环流道与第一环流槽最近距离为0.45mm至0.55mm。
10、进一步的,下模与上模相对的面为第三降面,第三降面与上模的距离为0.02mm至0.06mm以作为溢边面;上模与下模形成第二环流槽以作为识别槽;第二环流槽内壁之间的最远距离大于第三降面与外模的距离。
11、进一步的,识别槽与模腔的最近距离为0.05mm至0.2mm。
12、更具体而言,本申请一些实施例可能产生如下的具体有益效果:
13、单元模组同一平面之间的至少部分识别槽边缘线相交且与不同平面的识别槽交点为0,即,同一平面单元模组之间的至少部分识别筋连为一体,由于识别筋具有一定的强度与韧度,牵动一个单元模组的识别筋时,其他单元模组与之相连的识别筋能够被同步拉动,与飞边一起同橡胶件分离,以此达到多个产品批量清除飞边的目的;同时,不同平面的识别筋彼此互不干涉,防止撕边时由于相互牵引而造成的识别筋断裂问题。
14、本实施例中的识别槽与模腔的最近距离为0.05mm至0.2mm。由于识别槽均处于溢边面,故模腔与识别槽之间的空间内也会形成飞边,限定了识别槽与模腔的最近距离为即限定了模腔与识别槽之间的飞边水平方向的长度,即为0.05mm至0.2mm,在此范围内用户通牵动识别槽撕边时,能够进一步防止飞边清除不干净,或者由于识别筋与橡胶件相连而导致撕边后橡胶件吃肉缺胶的问题。
技术特征:
1.一种橡胶件的成型模具,包括:
2.根据权利要求1所述的一种橡胶件的成型模具,其特征在于:
3.根据权利要求2所述的一种橡胶件的成型模具,其特征在于:
4.根据权利要求2所述的一种橡胶件的成型模具,其特征在于:
5.根据权利要求4所述的一种橡胶件的成型模具,其特征在于:
6.根据权利要求5所述的一种橡胶件的成型模具,其特征在于:
7.根据权利要求6所述的一种橡胶件的成型模具,其特征在于:
8.根据权利要求7所述的一种橡胶件的成型模具,其特征在于:
9.根据权利要求8所述的一种橡胶件的成型模具,其特征在于:
10.根据权利要求1至9任一所述的一种橡胶件的成型模具,其特征在于:
技术总结
本申请公开了一种橡胶件的成型模具,属于橡胶领域。该橡胶件的成型模具包括若干单元模组、溢边面和识别槽,每个单元模组形成模腔以使待加工橡胶件塑型;溢边面设置于单元模组表面用于形成飞边;识别槽设置于溢边面用于使多余胶料与飞边形成厚度差;单元模组之间的至少部分识别槽边缘线相交。本申请的主要用途是当用户牵动一个单元模组的识别筋,则其他单元模组与之相连的识别筋能够被同步拉动,与飞边一起同橡胶件分离,以此达到多个产品批量清除飞边的目的。
技术研发人员:芮巧红,朱兴国
受保护的技术使用者:南京金三力高分子科技有限公司
技术研发日:20230327
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!