一种直压机移模装置的制作方法
本技术涉及注塑直压机,特别是一种直压机移模装置。
背景技术:
1、机铰式注塑机锁模结构对模板的受力不均匀,受力分解后使得模板有弯曲的倾向。在注射压力高、锁模力高的情况下,使得模板长期工作在弯曲变形中,严重地影响使用寿命,由于模板的变形最终会作用到模具上,进而也严重地影响模具的使用寿命。低压模具保护区与机铰力的放大区非常接近,导致低压模保的可靠性差。
2、直压式注塑机区别于机铰式注塑机,模板中心轴向受力,模板弯曲变形的倾向得到极大程度的改善,保证模具各点受力均衡,生产出均匀、稳定的产品。直压机模板平行度高,精度保持性好,重复拆装后精度保持性好。直压机全过程锁模力可调,不存在机铰机力的放大区,故低压模保更稳定、可靠。
3、直压式注塑机在注塑过程中,需要起高压,而在起高压过程中,具有很大的轴向推力,若不对该轴向推力进行分担,则容易造成局部应力集中,从而造成抱牙杆损坏,进而给企业造成重大经济损失。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种直压机移模装置。
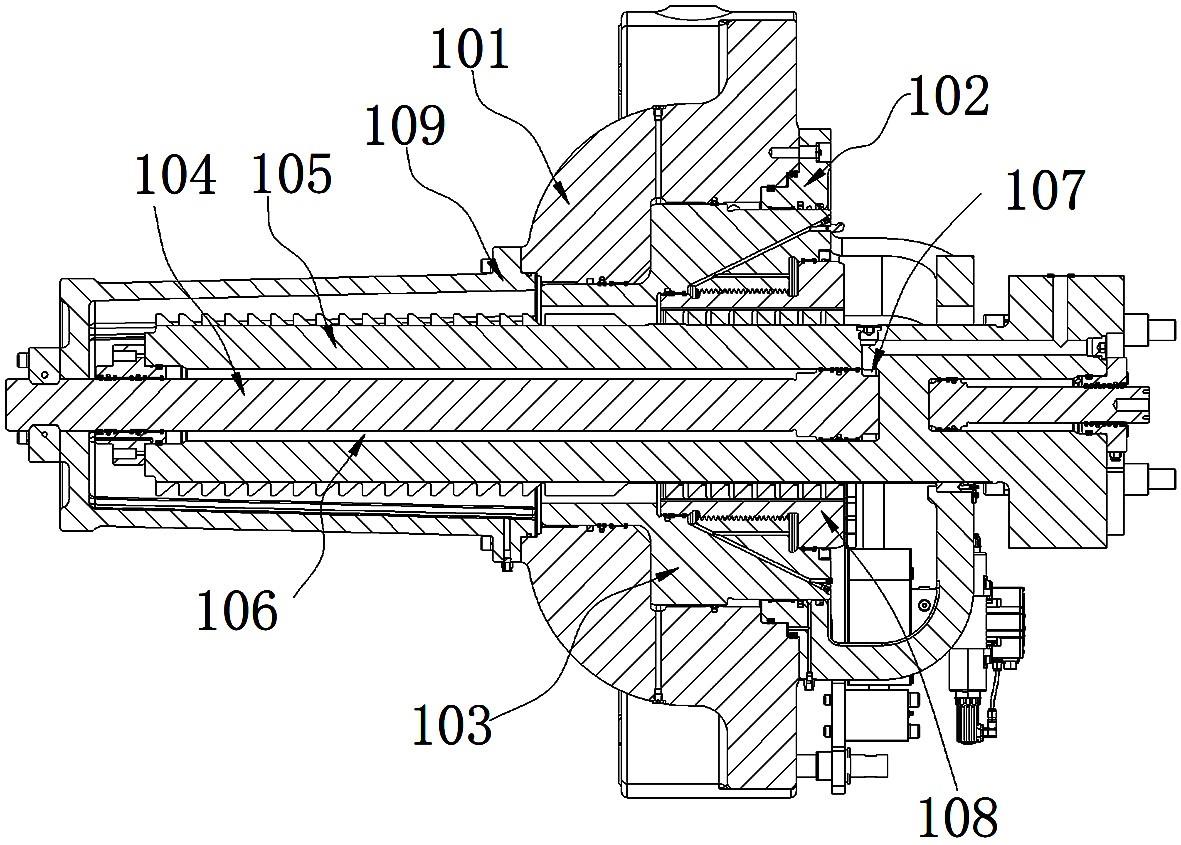
2、本实用新型的目的通过以下技术方案来实现:一种直压机移模装置,包括尾板、高压锁模油缸缸盖、高压锁模油缸活塞,高压锁模油缸缸盖安装在尾板的端面上,且高压锁模油缸缸盖与尾板之间密封,高压锁模油缸活塞的一端滑动配合在尾板内,高压锁模油缸活塞的另一端滑动配合在高压锁模油缸缸盖内,尾板的尾部安装有固定筒,固定筒内安装有移模轴,移模轴上套设有抱牙杆,且抱牙杆与移模轴之间具有第一密封油腔和第二密封油腔,高压锁模油缸活塞内安装有可周向转动的旋抱组件,旋抱组件包括旋抱衬套和转闸油缸组件,转闸油缸组件驱动旋抱衬套在高压锁模油缸活塞内周向旋转,旋抱衬套的内腔壁上轴向设置有若干均匀分布在同一圆周上的第一齿条,两相邻第一齿条之间形成导向槽,抱牙杆穿过旋抱衬套,且抱牙杆的尾部设置有若干均匀分布在同一圆周上的第二齿条,两相邻第二齿条之间形成退齿槽,第一齿条上两相邻齿牙之间的间距与第二齿条上两相邻齿牙之间的间距相等,且第一齿条上的齿牙能旋转进入到第一齿条上两相邻齿牙之间的齿槽内。
3、可选的,抱牙杆上还设置有与第二齿条对应的导向齿,导向齿位于对应第二齿条的前方。
4、可选的,导向齿的前端面为斜面。
5、可选的,第一齿条的长度小于第二齿条的长度。
6、可选的,第一齿条的齿牙前端面为竖直面,第二齿条的齿牙后端面也为竖直面。
7、可选的,第一齿条和第二齿条均为六条。
8、本实用新型具有以下优点:本实用新型的直压机移模装置,在起高压时,能够将轴向推力通过若干齿牙组分担,进而提高了齿牙的使用寿命,保证了直压机起高压的可靠性。
技术特征:
1.一种直压机移模装置,包括尾板、高压锁模油缸缸盖、高压锁模油缸活塞,高压锁模油缸缸盖安装在尾板的端面上,且高压锁模油缸缸盖与尾板之间密封,高压锁模油缸活塞的一端滑动配合在尾板内,高压锁模油缸活塞的另一端滑动配合在高压锁模油缸缸盖内,所述尾板的尾部安装有固定筒,所述固定筒内安装有移模轴,所述移模轴上套设有抱牙杆,且所述抱牙杆与所述移模轴之间具有第一密封油腔和第二密封油腔,所述高压锁模油缸活塞内安装有可周向转动的旋抱组件,所述旋抱组件包括旋抱衬套和转闸油缸组件,所述转闸油缸组件驱动所述旋抱衬套在所述高压锁模油缸活塞内周向旋转,其特征在于:所述旋抱衬套的内腔壁上轴向设置有若干均匀分布在同一圆周上的第一齿条,两相邻所述第一齿条之间形成导向槽,所述抱牙杆穿过所述旋抱衬套,且所述抱牙杆的尾部设置有若干均匀分布在同一圆周上的第二齿条,两相邻所述第二齿条之间形成退齿槽,所述第一齿条上两相邻齿牙之间的间距与所述第二齿条上两相邻齿牙之间的间距相等,且所述第一齿条上的齿牙能旋转进入到所述第一齿条上两相邻齿牙之间的齿槽内。
2.根据权利要求1所述的一种直压机移模装置,其特征在于:所述抱牙杆上还设置有与所述第二齿条对应的导向齿,所述导向齿位于对应所述第二齿条的前方。
3.根据权利要求2所述的一种直压机移模装置,其特征在于:所述导向齿的前端面为斜面。
4.根据权利要求1~3任意一项所述的一种直压机移模装置,其特征在于:所述第一齿条的长度小于所述第二齿条的长度。
5.根据权利要求4所述的一种直压机移模装置,其特征在于:所述第一齿条的齿牙前端面为竖直面,所述第二齿条的齿牙后端面也为竖直面。
6.根据权利要求5所述的一种直压机移模装置,其特征在于:所述第一齿条和第二齿条均为六条。
技术总结
本技术公开了一种直压机移模装置,旋抱衬套的内腔壁上轴向设置有若干均匀分布在同一圆周上的第一齿条,两相邻第一齿条之间形成导向槽,抱牙杆穿过旋抱衬套,且抱牙杆的尾部设置有若干均匀分布在同一圆周上的第二齿条,两相邻第二齿条之间形成退齿槽,第一齿条上两相邻齿牙之间的间距与第二齿条上两相邻齿牙之间的间距相等,且第一齿条上的齿牙能旋转进入到第一齿条上两相邻齿牙之间的齿槽内。本技术的有益效果是:在起高压时,能够将轴向推力通过若干齿牙组分担,进而提高了齿牙的使用寿命,保证了直压机起高压的可靠性。
技术研发人员:夏毅,陈凯,安敬,章明
受保护的技术使用者:成都鸿能精密机械有限公司
技术研发日:20230424
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!