自动复合面膜机的制作方法
本技术涉及面膜生产,特别涉及一种自动复合面膜机。
背景技术:
1、面膜是常用的化妆品,在众多面膜种类中,常见的贴布式面膜是以无纺织物作为面膜纸,这类面膜纸有单层、两层甚至多层之分,单层面膜纸制作简单,只需将无纺布等基材切成贴合脸型的形状即可,而两层及多层面膜纸就需要先将无纺布切成半成品,再通过焊接将多层半成品复合成一整张面膜纸。在现有的生产过程中,多是采用人工把两层的半成品固定在超声波焊接设备的治具内,然后通过半自动的方式将其复合焊接成一整张面膜纸,这种生产方式因为人工操作多,自动化程度低,使得面膜复合的生产速度基本在5-7pcs/min左右,生产效率较低,而且生产过程容易出现工人被焊接设备压伤的情况,不利于生产安全。
技术实现思路
1、为了解决现有技术的不足,本实用新型提供一种自动复合面膜机。
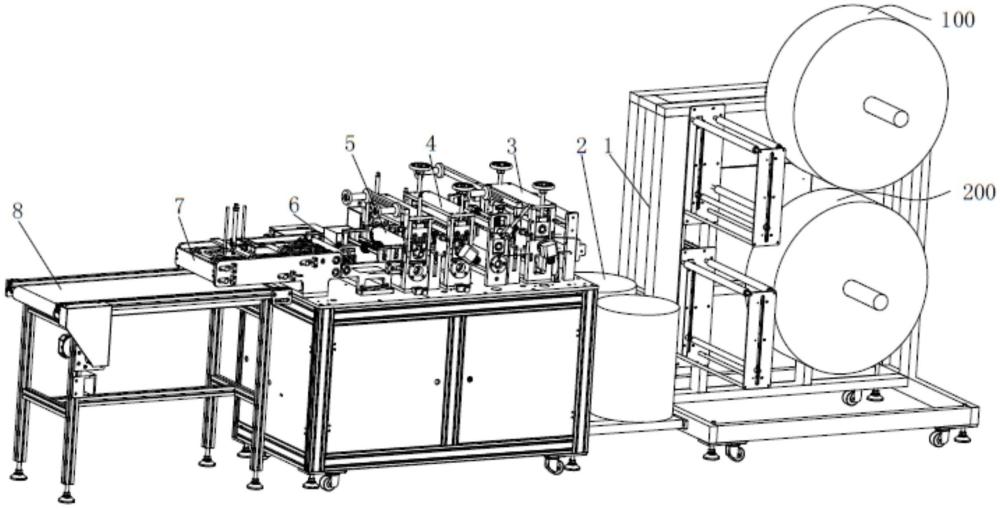
2、为实现上述目的,本实用新型提供的技术方案为:一种自动复合面膜机,包括依次设置的料架、熔切一体组件、切孔刀组件、成型切刀组件,所述料架往熔切一体组件处输送面料和底料;所述熔切一体组件用于将面料裁切成料片,并将裁切好的料片与底料熔接在一起形成复合料;所述复合料输送至切孔刀组件,所述切孔刀组件将复合料裁切成半成品面膜;所述半成品面膜输送至成型切刀组件,所述成型切刀组件将半成品面膜裁切整形为成品面膜。
3、其中,所述熔切一体组件包括从上到下依次设置的第一刀垫轮、熔切一体轮和焊接头,所述熔切一体轮上方与第一刀垫轮之间为裁切位,所述熔切一体轮下方与焊接头之间为焊接位;所述熔切一体轮上设置有多个外接负压气源的气孔,所述熔切一体轮对牵引至裁切位的面料进行裁切,裁切形成的料片被熔切一体轮上的气孔吸附并跟随熔切一体轮转动至焊接位,牵引至焊接位的底料与转运至焊接位的料片通过焊接头进行超声波焊接。
4、在其中一些实施例中,所述焊接头下方连接有超声波振动子。
5、在其中一些实施例中,所述熔切一体轮的表面设置有熔接齿和第一切刀,所述第一切刀与第一刀垫轮配合裁切面料,所述熔接齿与焊接头配合熔接底料和料片。
6、在其中一些实施例中,所述第一刀垫轮的一侧设置有第一换向辊和第二换向辊,所述面料通过第一换向辊和第二换向辊牵引转向至裁切位。
7、在其中一些实施例中,所述切孔刀组件包括上下设置的切孔刀轮和第二刀垫轮,所述复合料从切孔刀轮和第二刀垫轮之间穿过,所述切孔刀轮上设置有第二切刀,所述第二切刀与第二刀垫轮配合将复合料裁切成半成品面膜和废料;所述切孔刀轮上设置有多个外接负压气源的通气孔,所述切孔刀轮通过通气孔吸附裁切形成的废料,以将半成品面膜与废料分离。
8、在其中一些实施例中,所述切孔刀组件还包括剥料件,所述剥料件设置在切孔刀轮上方,所述剥料件往切孔刀轮表面延伸设置有铲刀,所述铲刀将切孔刀轮吸附的废料与切孔刀轮表面剥离。
9、在其中一些实施例中,所述成型切刀组件包括上下设置的整形刀轮和第三刀垫轮,所述半成品面膜从整形刀轮和第三刀垫轮之间穿过,所述整形刀轮上设置有第三切刀,所述第三切刀与第三刀垫轮配合将半成品面膜裁切为成品面膜。
10、在其中一些实施例中,还包括叠片组件和输送台,所述叠片组件设置在成型切刀组件与输送台之间,所述叠片组件将成型切刀组件裁切的成品面膜输送并堆叠在输送台上。
11、与现有技术相比,本实用新型有益效果是:通过料架完成面料和底料的放卷输送,通过熔切一体组件完成面料的裁切、裁切后的料片吸附、底料和裁切后面料的熔接复合,通过切孔刀组件完成复合料的裁切、裁切后的废料吸附和分离,通过成型切刀组件裁切整形出成品面膜,实现了复合面膜的自动化生产,提高了生产效率,从而降低了复合面膜的生产成本;同时,工人只需摆放料卷和搬运面膜料堆,面料、底料的裁切及复合过程不用人工干预操作,提高了生产安全。
技术特征:
1.一种自动复合面膜机,其特征在于,包括依次设置的料架、熔切一体组件、切孔刀组件、成型切刀组件,所述料架往熔切一体组件处输送面料和底料;所述熔切一体组件用于将面料裁切成料片,并将裁切好的料片与底料熔接在一起形成复合料;所述复合料输送至切孔刀组件,所述切孔刀组件将复合料裁切成半成品面膜;所述半成品面膜输送至成型切刀组件,所述成型切刀组件将半成品面膜裁切整形为成品面膜;
2.根据权利要求1所述的自动复合面膜机,其特征在于,所述焊接头下方连接有超声波振动子。
3.根据权利要求2所述的自动复合面膜机,其特征在于,所述熔切一体轮的表面设置有熔接齿和第一切刀,所述第一切刀与第一刀垫轮配合裁切面料,所述熔接齿与焊接头配合熔接底料和料片。
4.根据权利要求2所述的自动复合面膜机,其特征在于,所述第一刀垫轮的一侧设置有第一换向辊和第二换向辊,所述面料通过第一换向辊和第二换向辊牵引转向至裁切位。
5.根据权利要求1所述的自动复合面膜机,其特征在于,所述切孔刀组件包括上下设置的切孔刀轮和第二刀垫轮,所述复合料从切孔刀轮和第二刀垫轮之间穿过,所述切孔刀轮上设置有第二切刀,所述第二切刀与第二刀垫轮配合将复合料裁切成半成品面膜和废料;所述切孔刀轮上设置有多个外接负压气源的通气孔,所述切孔刀轮通过通气孔吸附裁切形成的废料,以将半成品面膜与废料分离。
6.根据权利要求5所述的自动复合面膜机,其特征在于,所述切孔刀组件还包括剥料件,所述剥料件设置在切孔刀轮上方,所述剥料件往切孔刀轮表面延伸设置有铲刀,所述铲刀将切孔刀轮吸附的废料与切孔刀轮表面剥离。
7.根据权利要求1所述的自动复合面膜机,其特征在于,所述成型切刀组件包括上下设置的整形刀轮和第三刀垫轮,所述半成品面膜从整形刀轮和第三刀垫轮之间穿过,所述整形刀轮上设置有第三切刀,所述第三切刀与第三刀垫轮配合将半成品面膜裁切为成品面膜。
8.根据权利要求1所述的自动复合面膜机,其特征在于,还包括叠片组件和输送台,所述叠片组件设置在成型切刀组件与输送台之间,所述叠片组件将成型切刀组件裁切的成品面膜输送并堆叠在输送台上。
技术总结
本技术涉及一种自动复合面膜机,包括料架、熔切一体组件、切孔刀组件、成型切刀组件,料架往熔切一体组件处输送面料和底料;熔切一体组件用于将面料裁切成料片,并将裁切好的料片与底料熔接在一起形成复合料;切孔刀组件将复合料裁切成半成品面膜;成型切刀组件将半成品面膜裁切整形为成品面膜;熔切一体组件包括第一刀垫轮、熔切一体轮和焊接头,熔切一体轮上设置气孔,熔切一体轮对牵引至裁切位的面料进行裁切,裁切形成的料片被熔切一体轮上的气孔吸附并跟随熔切一体轮转动至焊接位,牵引至焊接位的底料与料片通过焊接头进行超声波焊接。本技术实现了复合面膜的自动化生产,提高了生产效率,从而降低了复合面膜的生产成本。
技术研发人员:刘真良
受保护的技术使用者:东莞市恒耀超音波设备有限公司
技术研发日:20230811
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!