一种适用于拉挤工艺成型技术的纱线定位装置的制作方法
本技术属于纱线工艺辅助装置,具体涉及一种适用于拉挤工艺成型技术的纱线定位装置。
背景技术:
1、纱线是一种纺织品,用各种纺织纤维加工成一定细度的产品,用于织布、制绳、制线、针织和刺绣等,分为短纤维纱,连续长丝等。纱分为:①短纤维纱,由短纤维(天然短纤维或化纤切段纤维)经纺纱加工而成,分环锭纱、自由端纺纱、自拈纱等。②连续长丝,如天然蚕丝和化纤长丝,分加拈或不加拈、光滑长丝或变形长丝等。③短纤维与连续长丝组合纱,例如涤棉长丝包芯纱等。线由两股或两股以上的单纱并合加拈而成。
2、在纱线制作过程中,现有技术采用拉挤工艺成型技术在完成模具的纱线穿引后,模具出口的纱线不采用成型定位,纱线排布不均,导致拉挤型材的纤维含量不均衡或者出现结胶、沟槽等表观质量问题。
3、因此,本实用新型提供一种适用于拉挤工艺成型技术的纱线定位装置,用于解决纱线排布不均的技术问题。
技术实现思路
1、针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供一种适用于拉挤工艺成型技术的纱线定位装置。
2、为实现上述技术目的,本实用新型采用的技术方案如下:
3、一种适用于拉挤工艺成型技术的纱线定位装置,包括出纱模具,所述出纱模具用于产出纱线,还包括连接杆和定位工装,所述定位工装由若干定位齿和一底座组成,所述底座与所述出纱模具通过所述连接杆连接,所述定位工装设置于所述出纱模具的出口端,所述纱线分布在相邻所述定位齿之间。
4、进一步限定,所述连接杆的数量为四个,四个所述连接杆分别分布于所述底座的四个角,这样的结构设计,在安装定位工装时,在底座四个角各安装一个连接杆,使定位工装更加稳固。
5、进一步限定,所述定位工装每行设置的定位齿的齿数不低于十二个。这样的结构设计可同时定位多股纱线,提高了定位效率。
6、进一步限定,所述定位工装相邻两行的定位齿采用交替排列组合的方式。
7、进一步限定,每三个相邻所述定位齿呈三角形排列。这样的结构设计,每四个相邻的定位齿则可组成一个定位槽,纱线在定位槽内被限位,使纱线分布均匀。
8、进一步限定,所述定位齿为圆柱形、椭圆形或方棒形,这样的结构设计可根据生产需求将定位齿设置为不同的形状,以生产不同种类的纱线。
9、进一步限定,所述定位齿的截面与所述纱线截面相同,这样的结构设计便于将纱线按照截面形式进行铺展及定位。
10、相较于现有技术,本实用新型的有益效果在于:
11、现有技术采用拉挤工艺成型技术在完成模具的纱线穿引后,模具出口的纱线不采用成型定位,纱线排布不均,导致拉挤型材的纤维含量不均衡或者出现结胶、沟槽等表观质量问题;
12、本实用新型通过设置定位工装,且定位工装的定位齿的截面与纱线截面相同,便于将纱线按照截面形式进行铺展及定位;定位工装设置在出纱模具的出口端,并且采用连接杆连接,方便安装与拆卸。
技术特征:
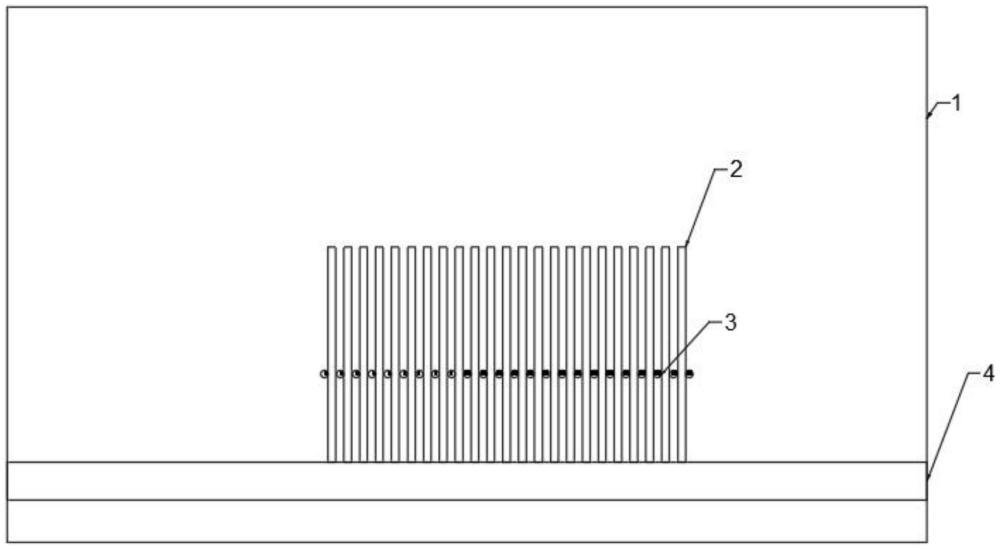
1.一种适用于拉挤工艺成型技术的纱线定位装置,包括出纱模具(1),所述出纱模具(1)用于产出纱线,其特征在于:还包括连接杆(3)和定位工装,所述定位工装由若干定位齿(2)和一底座(4)组成,所述底座(4)与所述出纱模具(1)通过所述连接杆(3)连接,所述定位工装设置于所述出纱模具(1)的出口端,所述纱线分布在相邻所述定位齿(2)之间。
2.根据权利要求1所述的一种适用于拉挤工艺成型技术的纱线定位装置,其特征在于:所述连接杆(3)的数量为四个,四个所述连接杆(3)分别分布于所述底座(4)的四个角。
3.根据权利要求1所述的一种适用于拉挤工艺成型技术的纱线定位装置,其特征在于:所述定位工装每行设置的定位齿(2)的齿数不低于十二个。
4.根据权利要求3所述的一种适用于拉挤工艺成型技术的纱线定位装置,其特征在于:所述定位工装相邻两行的定位齿(2)采用交替排列组合的方式。
5.根据权利要求4所述的一种适用于拉挤工艺成型技术的纱线定位装置,其特征在于:每三个相邻所述定位齿(2)呈三角形排列。
6.根据权利要求3所述的一种适用于拉挤工艺成型技术的纱线定位装置,其特征在于:所述定位齿(2)为圆柱形、椭圆形或方棒形。
7.根据权利要求1所述的一种适用于拉挤工艺成型技术的纱线定位装置,其特征在于:所述定位齿(2)的截面与所述纱线截面相同。
技术总结
本技术公开了一种适用于拉挤工艺成型技术的纱线定位装置,包括出纱模具,所述出纱模具用于产出纱线,还包括连接杆和定位工装,所述定位工装由若干定位齿和一底座组成,所述底座与所述出纱模具通过所述连接杆连接,所述定位工装设置于所述出纱模具的出口端,所述纱线分布在所述相邻定位齿之间。现有技术采用拉挤工艺成型技术在完成模具的纱线穿引后,模具出口的纱线不采用成型定位,纱线排布不均,导致拉挤型材的纤维含量不均衡或者出现结胶等质量问题;本技术通过设置定位工装,且定位工装的定位齿的截面与纱线截面相同,便于将纱线按照截面形式进行铺展及定位,定位工装设置在出纱模具的出口端,并且采用连接杆连接,方便安装与拆卸。
技术研发人员:汪辉,孙滨,包兆鼎,雷成云,张立靖
受保护的技术使用者:南京海拓复合材料有限责任公司
技术研发日:20230821
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!