用于生产汽车圆形衬套的模具的制作方法
本发明主要涉及挤塑模具领域,具体涉及一种用于生产汽车圆形衬套的模具。
背景技术:
1、汽车圆形衬套作为汽车内部结构的重要部件,其可将汽车内部的可活动部件与固定部件进行连接,减少汽车零部件之间的相互摩擦,防止汽车零部件运动时产生的噪音和摩擦热。
2、当前生产的定制汽车圆形衬套时,衬套产品的中部需要预留安装孔,衬套的两侧还需要留有凸起边缘,对模具设计要求无法采用传统上下模的双模结构设计进行生产,需要对模具结果进行调整。
3、发明人提出一种用于生产汽车圆形衬套的模具,采用两个对接模和一个芯模的装配结构,用于生产汽车圆形衬套,同时对芯模增加可移动措施,方便开模过程中,芯模将成型的汽车圆形衬套取出。
技术实现思路
1、1.发明要解决的问题:
2、本发明的提供了一种用于生产汽车圆形衬套的模具,用于解决上述背景技术中提到的传统模具无法适配生产定制汽车圆形衬套的技术问题。
3、2.技术方案:
4、为达到上述目的,本发明提供的技术方案为:一种用于生产汽车圆形衬套的模具,包括如下结构:
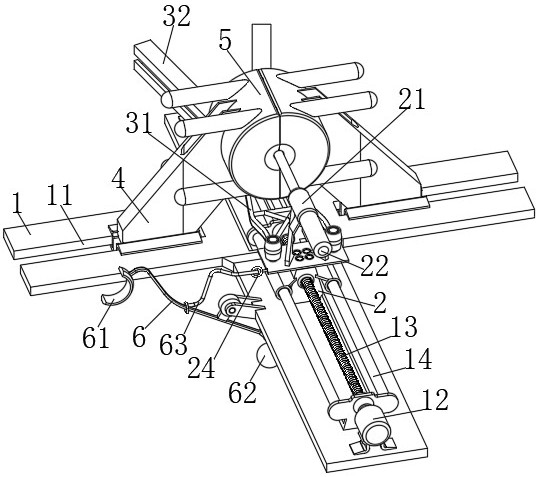
5、机架,所述机架的左右两侧对称设置有导向槽,所述机架的前端和后端分别滑动连接有滑座和辅助滑台。
6、两个导向架,所述导向架的顶部固设有对接模,所述导向架的底部与导向槽配合。
7、进一步的,所述机架的前端固设有驱动电机,所述驱动电机的输出端固设有丝杆,该丝杆的外侧与滑座的底部螺纹连接,所述机架的前端左右两侧均固设有滑杆,两根所述滑杆的外侧分别与滑座的底部左右两侧活动连接。
8、进一步的,所述滑座的顶部固设有支架,所述支架的顶部固设有电推杆,该电推杆的输出端固设有芯模,所述芯模的左右两侧分别与两个对接模的相对侧套接,所述滑座的外侧固设有连接环。
9、进一步的,所述辅助滑台的前端固设有延伸架,所述延伸架的前端与滑座的后端固定连接,所述辅助滑台的顶部左右两侧均固设有斜置导轨。
10、进一步的,所述导向架的后端固设有桁架,所述桁架的后侧活动连接有导向轮,该导向轮的外侧与斜置导轨的内侧活动连接。
11、进一步的,所述对接模的后侧固设有注塑口,该注塑口与挤塑机的输出端配合,所述对接模的内侧固设有模具腔,所述模具腔的横截面为工字形,所述模具腔的内径圆心与芯模的圆心在同一轴向上,所述对接模的前侧固设有对接口,该对接口与电推杆配合。
12、进一步的,所述对接模的顶部和底部均插接有对接管,所述对接管的内侧固设有冷却管,所述冷却管与模温机配合。
13、进一步的,所述机架的前端左侧活动连接有连杆,所述连杆的顶部固设有托架,该托架的顶部与芯模配合,所述连杆的底部活动连接有配重块,所述连杆的顶部固设有牵引绳,该牵引绳的另一端与连接环的外侧固定连接。
14、3.有益效果:
15、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
16、本发明提供了一种用于生产汽车圆形衬套的模具,滑座带动连接环向机架的前部移动,连接环通过牵引绳牵动连杆,连杆在机架的左侧顺时针偏转,将托架靠近芯模外部的汽车圆形衬套,托架拖住汽车圆形衬套后,电推杆带动芯模在支架上继续向机架的前部移动,完成芯模与汽车圆形衬套的脱模处理。
17、本发明提供了一种用于生产汽车圆形衬套的模具,对接模上的注塑口用于接收挤塑机输出熔融状态的汽车圆形衬套原料,原料在模具腔内和芯模外成型,对接口的设计,方便电推杆将芯模伸入模具腔中,完成芯模对汽车圆形衬套的挤塑辅助成形和出料作业。
18、本发明提供了一种用于生产汽车圆形衬套的模具,滑座带动芯模朝向对接模移动,此时牵引绳松动,配重块带动连杆在机架的左侧逆时针偏转,托架带着汽车圆形衬套偏离机架的正上方,完成本设备在汽车圆形衬套的出料作业。
19、该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
技术特征:
1.一种用于生产汽车圆形衬套的模具,其特征在于:包括如下结构:
2.根据权利要求1所述的用于生产汽车圆形衬套的模具,其特征在于:所述机架(1)的前端固设有驱动电机(12),所述驱动电机(12)的输出端固设有丝杆(13),该丝杆(13)的外侧与滑座(2)的底部螺纹连接,所述机架(1)的前端左右两侧均固设有滑杆(14),两根所述滑杆(14)的外侧分别与滑座(2)的底部左右两侧活动连接。
3.根据权利要求1所述的用于生产汽车圆形衬套的模具,其特征在于:所述滑座(2)的顶部固设有支架(21),所述支架(21)的顶部固设有电推杆(22),该电推杆(22)的输出端固设有芯模(23),所述芯模(23)的左右两侧分别与两个对接模(5)的相对侧套接,所述滑座(2)的外侧固设有连接环(24)。
4.根据权利要求1所述的用于生产汽车圆形衬套的模具,其特征在于:所述辅助滑台(3)的前端固设有延伸架(31),所述延伸架(31)的前端与滑座(2)的后端固定连接,所述辅助滑台(3)的顶部左右两侧均固设有斜置导轨(32)。
5.根据权利要求1所述的用于生产汽车圆形衬套的模具,其特征在于:所述导向架(4)的后端固设有桁架(41),所述桁架(41)的后侧活动连接有导向轮(42),该导向轮(42)的外侧与斜置导轨(32)的内侧活动连接。
6.根据权利要求1所述的用于生产汽车圆形衬套的模具,其特征在于:所述对接模(5)的后侧固设有注塑口(51),该注塑口(51)与挤塑机的输出端配合,所述对接模(5)的内侧固设有模具腔(52),所述模具腔(52)的横截面为工字形,所述模具腔(52)的内径圆心与芯模(23)的圆心在同一轴向上,所述对接模(5)的前侧固设有对接口(53),该对接口(53)与电推杆(22)配合。
7.根据权利要求1所述的用于生产汽车圆形衬套的模具,其特征在于:所述对接模(5)的顶部和底部均插接有对接管(54),所述对接管(54)的内侧固设有冷却管(55),所述冷却管(55)与模温机配合。
8.根据权利要求1所述的用于生产汽车圆形衬套的模具,其特征在于:所述机架(1)的前端左侧活动连接有连杆(6),所述连杆(6)的顶部固设有托架(61),该托架(61)的顶部与芯模(23)配合,所述连杆(6)的底部活动连接有配重块(62),所述连杆(6)的顶部固设有牵引绳(63),该牵引绳(63)的另一端与连接环(24)的外侧固定连接。
技术总结
本发明提供一种用于生产汽车圆形衬套的模具,包括如下结构:机架,所述机架的左右两侧对称设置有导向槽,所述机架的前端和后端分别滑动连接有滑座和延伸架;两个导向架,所述导向架的顶部固设有对接模,所述导向架的底部与导向槽配合,滑座带动连接环向机架的前部移动,连接环通过牵引绳牵动连杆,连杆在机架的左侧顺时针偏转,将托架靠近芯模外部的汽车圆形衬套,托架拖住汽车圆形衬套后,电推杆带动芯模在支架上继续向机架的前部移动,完成芯模与汽车圆形衬套的脱模处理,解决现有传统模具无法适配生产定制汽车圆形衬套的技术问题。
技术研发人员:何良兵,洪翠萍,丁昌启,程立武
受保护的技术使用者:安徽骆氏升泰汽车零部件有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!