一种预防泥磷回收装置超压爆炸的安全控制系统及方法
1.本发明涉及一种预防泥磷回收装置超压爆炸的安全控制系统及方法,属于涉及废弃物回收处理领域。
背景技术:
2.在电炉法黄磷生产中,磷炉气中含有co、p2和细微的磷矿粉、煤粉等杂质,这些杂质和炉气一起进入冷凝系统,经水洗冷凝在受磷槽中形成大量乳胶状的混合物,该混合物统称为泥磷,形成的泥磷一部分随粗磷放进精制槽精制,另一部分则随受磷槽溢流水进入污水处理净化系统。泥磷中磷含量很高,精制槽内产生的泥磷磷含量可高达90%,进入污水处理的泥磷含量相对要低,一般为35~60%,进入地沟等处的砂泥状泥磷其磷含量也有30~35%左右。泥磷回收既可以实现节能减排、节约资源,又可以减少泥磷对环境的污染,所以泥磷回收有重大意义。国内泥磷处理的方法主要有蒸磷法、化学药剂法和真空吸滤法等,国外还有电场处理法和吸附分离法,但国内现有的泥磷回转炉在使用的过程中存在泥磷进料量不稳定,转锅过磷管易堵塞,使用过程温度与压力不可控等缺陷。因此,发明一种设计合理、生产过程安全可控、可以防止泥磷堵塞的自动连锁控制系统是黄磷企业所期望的。
技术实现要素:
3.本发明的目的在于解决现有处理工艺中存在的过磷管易堵塞、生产过程不安全不可控等技术问题,提供了一种预防泥磷回收装置超压爆炸的安全控制系统。
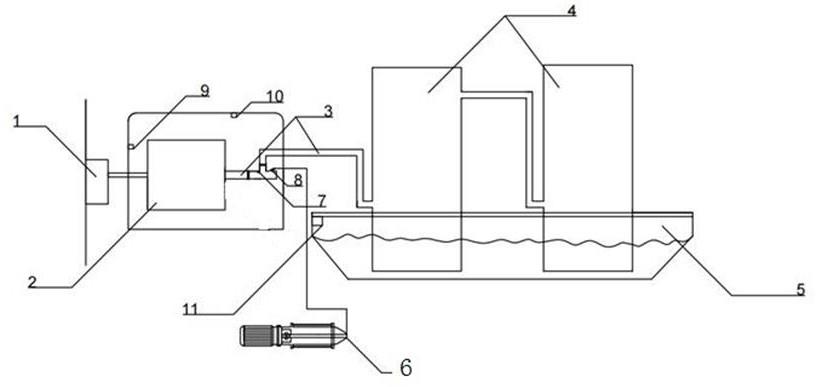
4.本发明解决其技术问题所采用的技术方案是:一种预防泥磷回收装置超压爆炸的安全控制系统,所述泥磷回收装置包括电机1、泥磷回转炉2、过磷管3、冷凝塔4、受磷池5、高压多级泵6;电机1通过转轴与泥磷回转炉2连接,带动泥磷回转炉2转动;泥磷回转炉2的一端与过磷管3连通,过磷管3与冷凝塔4连通,冷凝塔4入口浸入受磷池5液面下方;过磷管3中间设有三通管,三通管的一个出口通过冲洗管8与高压水冲洗系统连通。
5.所述泥磷回转炉2后方设有红外温度传感器ⅰ9,红外温度传感器ⅰ9与控制器连接,控制器与供气阀门连接;所述红外温度传感器ⅰ9将检测到的温度传送至控制器,与控制器设定的温度相比较,实现对供气阀门开关的控制。
6.所述过磷管3上方设有红外温度传感器ⅱ10,红外温度传感器ⅱ10与控制器连接,控制器与高压多级泵6的开关连接,所述红外温度传感器ⅱ10将检测到的温度传送至控制器,与控制器设定的温度相比较,实现对高压多级泵6开关的控制,从而控制高压水冲洗系统。
7.所述受磷池5上方设有红外温度传感器ⅲ11,红外温度传感器ⅲ11与控制器连接,控制器与供气阀门连接;所述红外温度传感器ⅲ11将检测到的温度传送至控制器,与控制器设定的温度相比较,实现对实现对供气阀门开关的控制;所述三通管的蒸气出口处设有压力传感器7,压力传感器7与控制器连接,控制器
与供气阀门连接,所述压力传感器7将检测到的压力传送至控制器,与压力控制器设定的压力相比较,实现对供气阀门开关的控制。
8.所述泥磷回转炉2的进料口下方设有红外信号发射器12,泥磷回转炉2外罩上设有红外信号接收器13,该红外信号接收器6与继电器连接,继电器与泥浆泵电源连接,实现对泥浆泵开关的控制;所述红外信号发射器12与红外信号接收器13都有内置电源。
9.优选的,本发明所述控制器为电脑、plc或者单片机。
10.优选的,本发明所述高压水冲洗系统通过管道与高位水池连通,所述高压水冲洗系统冲洗管8与三通管尾端连接,三通管主管中心线角度保持在30
°
~45
°
,使高压水进入三通管后呈切向旋流。
11.优选的,本发明所述冷凝塔4有两个,冷凝塔4通过管道连通,同样浸入受磷池5液面下方。
12.优选的,本发明所述红外信号发射器12位于进料口正下方,距中心轴下方垂直距离为10~25cm,当泥磷回转炉2处于的进料口位于锅炉右下方且进料口上方与转锅水平中心轴相切位置时,红外信号接收器6刚好能接收到红外信号发射器12发出的信号。
13.本发明的另一目的在于提供所述预防泥磷回收装置超压爆炸的安全控制系统的控制方法,具体包括以下步骤:(2)泥磷回转炉2的进料口下方设有红外信号发射器12,泥磷回转炉2外罩上设有红外信号接收器13,该红外信号接收器6与继电器连接,继电器与泥浆泵电源连接,实现对泥浆泵开关的控制;当且仅当红外信号接收器13接收到信号时,连接泥浆泵电源,可以进料;且进料最高液面不得高于进料口下沿水平线;防止进料过多导致泥磷回转炉2堵塞的问题。
14.(3)使用红外温度传感器ⅰ9时刻检测泥磷回转炉2的炉壁温度,堵塞时会使泥磷回转炉温度持续上升,当炉壁温度高于600℃时停止供气,防止因堵塞导致超压爆炸。
15.(4)使用红外温度传感器ⅱ10时刻检测过磷管3的温度,红外温度传感器ⅱ10将检测到的温度传送至控制器,与控制器设定的温度相比较,当过磷管温度低于100℃时,控制器控制开启高压水冲洗系统冲洗管道结垢。
16.(5)使用红外温度传感器ⅲ11时刻检测受磷池5中的温度,红外温度传感器ⅲ11将检测到的温度传送至控制器,与控制器设定的温度相比较,所述红外温度传感器ⅲ11时刻检测受磷池5水封温度,当水封温度低于50℃时停止供气,防止过磷管因后端堵塞超压爆炸。
17.(6)使用压力传感器7时刻检测三通管的蒸气出口处的压力,压力传感器7将检测到的压力传送至控制器,与控制器设定的压力相比较,在磷蒸气阶段,当出现压力明显减小的情况时,关闭供气阀门,停止对泥磷回转炉的加热,防止转锅超压运行。
18.优选的,本发明所述步骤(1)所述泥磷回转炉转速为0.5~3r/min。
19.优选的,本发明步骤(2)所述中高压水冲洗系统冲洗管道的时间为持续冲洗5~10min,冲洗水温50~80℃。
20.本发明的有益效果:(1)本发明提供一种防堵塞的、安全回收泥磷的自动连锁控制系统,所述系统设备的温度控制系统与压力控制系统联锁供气设备配套运行,解决泥磷回收流程中的安全隐患
问题,降低爆炸事故发生的风险,实现了泥磷回收过程的及时断链。
21.(2)本发明同时解决了泥磷回收过程中过磷管堵塞问题,避免了运行前与运行时所需的人工清渣带来的危险,实现了泥磷回收时的自动化清除结垢;真正实现了防止堵塞的安全生产。
附图说明
22.图1为本发明系统的整体流程图。
23.图2为高压冲洗系统连通示意图。
24.图3为安全进料系统示意图。
25.图4为运行阶段温度示意图。
26.图中:1-电机;2-泥磷回转炉;3-过磷管;4-冷凝塔;5-受磷池;6-高压多级泵;7-压力传感器;8-冲洗管;9-红外温度传感器ⅰ;10-红外温度传感器ⅱ;11-红外温度传感器ⅲ;12-红外信号发射器;13-红外信号接收器。
具体实施方式
27.下面通过具体实施例并结合附图,对本发明的技术方案作进一步的具体说明。
28.实施例1一种预防泥磷回收装置超压爆炸的安全控制系统,所述泥磷回收装置包括电机1、泥磷回转炉2、过磷管3、冷凝塔4、受磷池5、高压多级泵6;所述泥磷回转炉2为蒸馏法主要加热设备;通过泥浆泵将泥磷泵入磷回转炉2,且进料最高液面不得高于进料口下沿水平线;防止进料过多导致泥磷回转炉2堵塞的问题,电机1通过转轴与泥磷回转炉2连接,带动泥磷回转炉2转动;泥磷回转炉2的一端与过磷管3连通,过磷管3与冷凝塔4连通,冷凝塔4入口浸入受磷池5液面下方;过磷管3中间设有三通管,三通管的一个出口通过冲洗管8与高压水冲洗系统连通。
29.所述泥磷回转炉2后方设有红外温度传感器ⅰ9,红外温度传感器ⅰ9与控制器连接,控制器与供气阀门连接;所述红外温度传感器ⅰ9将检测到的温度传送至控制器,与控制器设定的温度相比较,实现对供气阀门开关的控制,给予供气阀门一个开启或者关闭的信号。
30.所述过磷管3上方设有红外温度传感器ⅱ10,红外温度传感器ⅱ10与控制器连接,控制器与高压多级泵6的开关连接,所述红外温度传感器ⅱ10将检测到的温度传送至控制器,与控制器设定的温度相比较,实现对高压多级泵6开关的控制,从而控制高压水冲洗系统。
31.所述受磷池5上方设有红外温度传感器ⅲ11,红外温度传感器ⅲ11与控制器连接,控制器与供气阀门连接;所述红外温度传感器ⅲ11将检测到的温度传送至控制器,与控制器设定的温度相比较,实现对实现对供气阀门开关的控制;所述三通管的蒸气出口处设有压力传感器7,压力传感器7与控制器连接,控制器与供气阀门连接,所述压力传感器7将检测到的压力传送至控制器,与压力控制器设定的压力相比较,实现对供气阀门开关的控制。
32.所述泥磷回转炉2的进料口下方设有红外信号发射器12,泥磷回转炉2外罩上设有红外信号接收器13,该红外信号接收器6与继电器连接,继电器与泥浆泵电源连接,实现对
泥浆泵开关的控制;所述红外信号发射器12与红外信号接收器13都有内置电源;所述红外信号发射器12位于进料口正下方,距中心轴下方垂直距离为20cm,当泥磷回转炉2处于的进料口位于锅炉右下方且进料口上方与转锅水平中心轴相切位置时,红外信号接收器6刚好能接收到红外信号发射器12发出的信号本实施例所述控制器单片机。
33.作为本发明的一个优选实施方式,所述高压水冲洗系统通过管道与高位水池连通,所述高压水冲洗系统冲洗管8与三通管尾端连接,三通管主管中心线角度保持在30
°
~45
°
,使高压水进入三通管后呈切向旋流,所述高压水冲洗系统在转锅运行前以及蒸磷阶段后自动喷水,喷水温度为60℃的热水。
34.作为本发明的一个优选实施方式,所述冷凝塔4有两个,冷凝塔4通过管道连通,同样浸入受磷池5液面下方10cm。
35.实施例2一种预防泥磷回收装置超压爆炸的安全控制系统的控制方法,具体包括以下步骤:(1)泥磷回转炉2的进料口下方设有红外信号发射器12,泥磷回转炉2外罩上设有红外信号接收器13,该红外信号接收器6与继电器连接,继电器与泥浆泵电源连接,实现对泥浆泵开关的控制;当且仅当红外信号接收器13接收到信号时,连接泥浆泵电源,可以进料;且进料最高液面不得高于进料口下沿水平线;防止进料过多导致泥磷回转炉2堵塞的问题。
36.(2)使用红外温度传感器ⅰ9时刻监测磷回转炉2的炉壁温度,堵塞时泥磷回转炉温度会持续上升,当炉壁温度高于600℃时停止供气,防止因堵塞导致锅炉超压爆炸。
37.(3)使用红外温度传感器ⅱ10时刻监测过磷管3的温度,红外温度传感器ⅱ10将检测到的温度传送至控制器,与控制器设定的温度相比较,当过磷管温度低于100℃时,控制器控制开启高压水冲洗系统冲洗管道结垢,持续冲洗5min。
38.(4)使用红外温度传感器ⅲ11时刻监测受磷池5中的温度,红外温度传感器ⅲ11将检测到的温度传送至控制器,与控制器设定的温度相比较,所述红外温度传感器ⅲ11时刻检测受磷池5水封温度,当水封温度低于50℃时停止供气,防止过磷管因后端堵塞超压爆炸。
39.(5)使用压力传感器7时刻监测三通管的蒸气出口处的压力,压力传感器7将检测到的压力传送至控制器,与控制器设定的压力相比较,在磷蒸气阶段,当出现压力明显减小的情况时(通常情况下压力是稳定的,如果压力急剧下降则说明有堵塞的情况,例如每分钟下降200kpa),关闭供气阀门,停止对泥磷回转炉的加热,防止转锅超压运行。
40.图4为运行阶段温度示意图,温度是锅炉生产蒸汽质量的重要指标,同时也是保证锅炉正常运行的重要参数,温度也是影响传热过程和设备效率的主要因素。因此温度的检测是保证整个系统安全、经济运行、提高蒸汽的产量和质量,减轻工人的劳动强度、减少工作的安全风险,对改善劳动条件具有极其重要的意义;从图3可以看出,在不改变供气条件的的情况下,泥磷回转炉的各个组件的温度是在一定的范围内起伏的,生成的磷蒸气会带走一部分热量,使得锅炉温度维持稳定。当锅炉堵塞时,磷蒸气在锅炉内部被持续加热,会导致升温异常。通过监测温度可以准确发现堵塞。
41.本方法解决了泥磷回收过程封闭运行,难以控制温度和压力且难以感知泥磷流程堵塞的问题,本方法考虑到所有过程中易堵塞的装着与设备并加以监控,极大的降低了泥磷回收超压爆炸安全风险,实现了安全可控的生产流程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1