一种锂电池正极材料焙烧系统与焙烧方法与流程
1.本技术属于锂电池材料制备技术领域,具体涉及一种锂电池正极材料焙烧系统与焙烧方法。
背景技术:
2.随着新能源产业的高速发展,高容量锂电池成为新能源科技的发展热点。作为影响锂电池容量关键部分的正极材料,更是目前技术攻关的重点。其中,焙烧是完成锂离子电池正极材料合成的关键步骤,前躯体只有经过焙烧后,才能形成锂离子电池正极材料所需要的材料组分和结构、晶型等。
3.传统的焙烧方法,无论是固定托盘焙烧、还是旋转炉体焙烧,首先都需要将正极材料前躯体容器加热到正极材料合成所需的温度环境。而这种温度环境通常都是相当高的,比如,对于高镍正极材料,其焙烧温度至少在800℃以上。这种高焙烧温度对加热器的材料与形态、焙烧炉体的保温、焙烧容器的材质选择,都提出了极高的要求,比如,在实验室中,800℃以上的旋转焙烧所使用的炉体,需要采用致密刚玉材料等。
4.即使如此,为了满足前躯体焙烧时获得更完整的结构和晶型等,在焙烧过程中,还需要富氧的环境,而在富氧且高温的环境下,炉体的耐热性、抗氧化腐蚀性,就尤为重要了。为此,业界不得不采用昂贵的陶瓷类耐高温抗氧化腐蚀材料作为炉体,但仍然存在炉体破裂、富氧气体渗透到外壳体导致外腔壳体腐蚀损坏等问题。焙烧过程中的温度均匀性,是获得量产批量生产的保证,致密成块的正极材料前躯体,焙烧过程中温度均匀性较好,但是显然会烧结成为板结块体,焙烧后不得不再次破碎制粉,提高了其生产成本、能耗等,而产品质量同时面临着再次加工导致的劣化风险。
技术实现要素:
5.本技术提供了一种锂电池正极材料焙烧系统与焙烧方法,能够有效提高正极材料前躯体的加热效率和加热均匀性,大幅降低焙烧温度,并消除了焙烧结块,从而减少了生产成本和能耗。
6.第一方面,本发明实施例提供的一种锂电池正极材料焙烧系统,包括真空腔室、抽真空系统、工艺气体输入系统、加热器、托盘支架、辅助阳极、支架导电接线、等离子体电源和辅助阳极接线,其中,所述抽真空系统设置于所述真空腔室的下侧,所述工艺气体输入系统设置于所述真空腔室的上部,所述加热器安装于所述真空腔室中,所述托盘支架与所述真空腔室相互绝缘,所述托盘支架上安装有托盘,所述托盘支架通过所述支架导电接线与所述等离子体电源的负极相连,所述辅助阳极安装于所述托盘的上部且与所述托盘间形成一间隙,所述辅助阳极通过所述辅助阳极接线电连接于所述等离子体电源的正极,所述等离子体电源的正极通过所述辅助阳极接线与所述真空腔室的腔壁相连。
7.优选地,所述间隙的距离为1mm-30cm之间。
8.优选地,所述辅助阳极与所述托盘的形状相匹配,且所述辅助阳极完全覆盖于所
述托盘的顶面上方。
9.优选地,所述托盘支架为一个,且所述托盘支架能够绕所述真空腔室的中心进行公转。
10.优选地,所述托盘支架为多个,且每个所述托盘支架能够绕所述真空腔室的中心进行公转且能够自传。
11.优选地,所述抽真空系统包括真空机组、真空管道和真空测量器。
12.优选地,所述工艺气体输入系统包括气体流量控制器和气体管道。
13.优选地,所述等离子体电源的正极和负极均通过绝缘端子接入所述真空腔室。
14.第二方面,本发明实施例提供的一种锂电池正极材料焙烧方法,应用于上述锂电池正极材料焙烧系统,所述焙烧方法包括:
15.s10:将装有正极材料前驱体的所述托盘固定安装于所述托盘支架上,通过所述抽真空系统将所述真空腔室内的气体压强抽真空到10-3-10-1
pa以下;
16.s20:启动所述加热器,将所述真空腔室内的温度升高到200℃-1000℃;
17.s30:通过所述工艺气体输入系统往所述真空腔室中通入o2、ar或n2,直至所述真空腔室内的压强为0.1pa-10kpa;
18.s40:通过所述等离子体电源向所述托盘支架通电,通电的电压为200v-1000v、电流密度为0.1ma-1a/cm,通电时间为1-30小时,直至所述正极材料前驱体焙烧完成;
19.s50:依次关闭所述等离子体电源、所述工艺气体输入系统和所述抽真空系统,向所述真空腔室通入保护性气体,待气压达到一个大气压强后,再取出所述托盘,得到焙烧完成的正极材料。
20.本发明实施例提供的技术方案具备以下有益效果:
21.本发明实施例首先通过所述抽真空系统对所述真空腔室进行抽真空,然后启动所述加热器进行升温,接着通过所述工艺气体输入系统往所述真空腔室中通入o2、ar或n2,再通过所述等离子体电源向所述托盘支架通电,直至所述正极材料前驱体焙烧完成。焙烧是在氧气环境下对正极材料前躯体进行离子轰击加热,由于存在氧离子,其反应速率更快、反应更完整。所述托盘支架通电后直接作用于正极材料前躯体实现加热,加热效率更高,可大幅度降低焙烧温度。所述辅助阳极安装于所述托盘的上部并通过所述辅助阳极接线电连接于所述等离子体电源的正极,使得加热更加均匀,消除了焙烧结块,从而减少了生产成本和能耗。
22.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
23.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
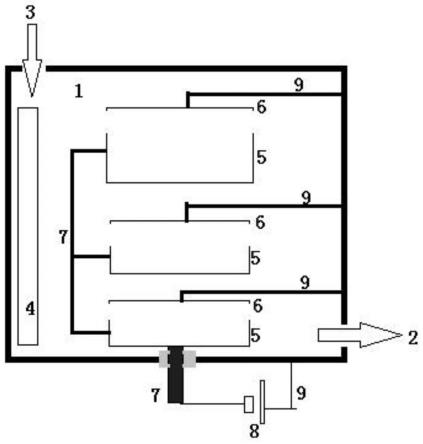
24.图1是本发明实施例的一种锂电池正极材料焙烧系统的剖面结构示意图。
25.图中附图标记为:
26.真空腔室1;抽真空系统2;工艺气体输入系统3;加热器4;
27.托盘支架5;辅助阳极6;支架导电接线7;等离子体电源8;
28.辅助阳极接线9。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。此外,在本技术的描述中,除非另有说明,“多个”的含义是指至少两个。
31.实施例1
32.图1为本发明实施例提供的锂电池正极材料焙烧系统的剖面结构示意图。该锂电池正极材料焙烧系统可以包括真空腔室1、抽真空系统2、工艺气体输入系统3、加热器4、托盘支架5、辅助阳极6、支架导电接线7、等离子体电源8和辅助阳极接线9。
33.具体地,所述抽真空系统2设置于所述真空腔室1的下侧,用于将所述真空腔室1内的气体压强抽真空。所述工艺气体输入系统3设置于所述真空腔室1的上部,用于往所述真空腔室1中通入o2、ar或n2。所述加热器4安装于所述真空腔室1中,用于将所述真空腔室1内的温度升高。
34.本实施例中,所述托盘支架5与所述真空腔室1相互绝缘。所述托盘支架5上安装有托盘,所述托盘用于盛装正极材料前驱体。所述托盘支架5通过所述支架导电接线7与所述等离子体电源8的负极相连,并通过所述等离子体电源8向所述托盘支架5通电,以对所述正极材料前驱体进行焙烧。
35.焙烧是在氧气环境下对正极材料前躯体进行离子轰击加热,由于存在氧离子,其反应速率更快、反应更完整。所述托盘支架5通电后直接作用于正极材料前躯体实现加热,加热效率更高,可大幅度降低焙烧温度。
36.当所述托盘支架5为一个时,所述托盘支架5能够绕所述真空腔室1的中心进行公转。当所述托盘支架5为多个时,每个所述托盘支架5能够绕所述真空腔室1的中心进行公转且能够自传。
37.进一步地,所述辅助阳极6安装于所述托盘的上部且与所述托盘间形成一间隙。所述辅助阳极6通过所述辅助阳极接线9电连接于所述等离子体电源8的正极,所述等离子体电源8的正极通过所述辅助阳极接线9与所述真空腔室1的腔壁相连。如此,使得所述正极材料前驱体加热更加均匀,消除了焙烧结块,从而减少了生产成本和能耗。
38.优选地,所述辅助阳极6安装于所述托盘的外围,所述辅助阳极6与所述托盘正对的表面之间的间隙距离为1mm-30cm之间。
39.另外,所述辅助阳极6与所述托盘的形状相匹配,且所述辅助阳极6完全覆盖于所述托盘的顶面上方。所述辅助阳极6与所述真空腔室1的腔体连接,所述辅助阳极6一般处于固定状态,不需要转动。
40.而所述等离子体电源8具有直流高压、脉冲高压和中频输出等形式,以满足加热需要。所述等离子体电源8的正极和负极均通过绝缘端子连接所述真空腔室1。实施时,所述等离子体电源8的正极和负极可与所述真空腔室1的底部连接,也可以与所述真空腔室1的顶部或侧面连接。
41.在其它实施例中,所述等离子体电源8的正极和负极的连接关系可以相互调换。即所述等离子体电源8的正极与所述支架导电接线7连接、负极通过所述辅助阳极接线9与所述辅助阳极6连接。
42.其中,所述真空腔室1的大小主要根据需要放入的所述托盘的大小和数量进行确定。例如,所述托盘的数量为1-8个,所述托盘可以安装于同一个托盘支架5上,也可以安装于不同的多个托盘支架5上。就所述托盘的大小而言,比如采用直径1cm、高1mm的托盘,或者是直径10m、高10cm的压辊。所述真空腔室1的直径为300mm、500mm、800mm、1m、2m、3m,甚至更大;高度为300mm、500mm、800mm、1m、2m、3m、5m、8m、12m,甚至更高。
43.为了满足抽真空的指标需要,所述抽真空系统2包括真空机组、真空管道和真空测量器。与此同时,为了达到工艺气体的输入需要,所述工艺气体输入系统3包括气体流量控制器和气体管道。
44.本发明实施例提供的一种锂电池正极材料焙烧方法,可应用于上述锂电池正极材料焙烧系统。其中,所述焙烧方法主要包括以下步骤:
45.步骤s10:将装有正极材料前驱体的所述托盘固定安装于所述托盘支架5上,通过所述抽真空系统2将所述真空腔室1内的气体压强抽真空到10-3-10-1
pa以下。
46.步骤s20:启动所述加热器4,将所述真空腔室1内的温度升高到200℃-1000℃。
47.步骤s30:通过所述工艺气体输入系统3往所述真空腔室1中通入o2、ar或n2,直至所述真空腔室1内的压强为0.1pa-10kpa。
48.步骤s40:通过所述等离子体电源8向所述托盘支架5通电,通电的电压为200v-1000v、电流密度为0.1ma-1a/cm,通电时间为1-30小时,直至所述正极材料前驱体焙烧完成。
49.步骤s50:依次关闭所述等离子体电源8、所述工艺气体输入系统3和所述抽真空系统2,向所述真空腔室1通入保护性气体,待气压达到一个大气压强后,再取出所述托盘,得到焙烧完成的正极材料。
50.需要说明的是,焙烧是在氧气环境下对正极材料前躯体进行离子轰击加热,由于存在氧离子,其反应速率更快、反应更完整。所述托盘支架5通电后直接作用于正极材料前躯体实现加热,加热效率更高,可大幅度降低焙烧温度。所述辅助阳极6安装于所述托盘的上部并通过所述辅助阳极接线9电连接于所述等离子体电源8的正极,使得加热更加均匀,消除了焙烧结块,从而减少了生产成本和能耗。
51.实施例2
52.请参阅图1所示,所述真空腔室1采用不锈钢腔体,所述真空腔室1的内径为1.1米、高度为1.2米。所述托盘的直径为0.8m、高度为0.1m。所述托盘共有3个,分别上下排列安装于所述托盘支架5上,相邻托盘之间的间距为0.2m。对应地,所述辅助阳极6为3个,且位于所述托盘的正上方,所述辅助阳极6的形状正好均匀覆盖所述托盘的表面,所述辅助阳极6与所述托盘表面间的间隙距离为0.1m。所述托盘与辅助阳极6均采用高镍不锈钢制造。所述等
离子体电源8的正极和负极均通过所述真空腔室1的底部导入,且为水冷纯铜棒材。所述等离子体电源8的正极与所述辅助阳极6、真空腔室1均连接,所述等离子体电源8的负极与所述托盘连接。另外,所述抽真空系统2采用旋片机械泵,所述工艺气体输入系统3采用气体流量计,有氩气和氧气两路。
53.本发明实施例提供的一种锂电池正极材料焙烧方法,可应用于上述锂电池正极材料焙烧系统。其中,所述焙烧方法主要包括以下步骤:
54.步骤s10:将装有正极材料前驱体的所述托盘固定安装于所述托盘支架5上,所述正极材料前驱体的厚度为2mm。
55.通过所述抽真空系统2将所述真空腔室1内的气体压强抽真空到0.05pa以下。
56.步骤s20:启动所述加热器4,将所述真空腔室1内的温度升高到250℃。
57.步骤s30:通过所述工艺气体输入系统3往所述真空腔室1中通入o2、ar或n2,直至所述真空腔室1内的压强为5kpa。其中,氩气和氧气的流量比为ar:o2=1:1。
58.步骤s40:通过所述等离子体电源8向所述托盘支架5通电,通电的电压为550v、电流密度为1ma/cm2,通电时间为6小时,直至所述正极材料前驱体焙烧完成。
59.步骤s50:依次关闭所述等离子体电源8、所述工艺气体输入系统3和所述抽真空系统2,向所述真空腔室1通入氩气,待气压达到一个大气压强后,再取出所述托盘,得到焙烧完成的正极材料。
60.需要说明的是,焙烧是在氧气环境下对正极材料前躯体进行离子轰击加热,由于存在氧离子,其反应速率更快、反应更完整。所述托盘支架5通电后直接作用于正极材料前躯体实现加热,加热效率更高,可大幅度降低焙烧温度。所述辅助阳极6安装于所述托盘的上部并通过所述辅助阳极接线9电连接于所述等离子体电源8的正极,使得加热更加均匀,消除了焙烧结块,从而减少了生产成本和能耗。
61.综上所述,本发明实施例首先通过所述抽真空系统2对所述真空腔室1进行抽真空,然后启动所述加热器4进行升温,接着通过所述工艺气体输入系统3往所述真空腔室1中通入o2、ar或n2,再通过所述等离子体电源8向所述托盘支架5通电,直至所述正极材料前驱体焙烧完成。焙烧是在氧气环境下对正极材料前躯体进行离子轰击加热,由于存在氧离子,其反应速率更快、反应更完整。所述托盘支架5通电后直接作用于正极材料前躯体实现加热,加热效率更高,可大幅度降低焙烧温度。所述辅助阳极6安装于所述托盘的上部并通过所述辅助阳极接线9电连接于所述等离子体电源8的正极,使得加热更加均匀,消除了焙烧结块,从而减少了生产成本和能耗。
62.以上所述,仅是本发明较佳的实施方式,并非对本发明的技术方案做任何形式上的限制。凡是依据本发明的技术实质对以上实施例做任何简单修改,形式变化和修饰,均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1