利用污水处理厂剩余污泥处理垃圾渗沥液的方法及装置
1.本发明属于城市污染治理领域,尤其涉及一种利用污水处理厂剩余污泥处理垃圾渗 沥液的方法及装置。
背景技术:
2.目前已有的垃圾焚烧厂或垃圾中转站渗沥液废水处理工艺中,因厌氧反应器具有运 行能耗低、有机负荷高、氮磷营养需求少、剩余污泥产量少以及产生沼气能源等优点, 已经在垃圾渗沥液废水处理中得到广泛的应用。而高活性的产甲烷菌是厌氧反应器高效 稳定运行的关键。传统的厌氧反应器采用厌氧颗粒污泥进行接种运行,颗粒污泥来源少, 成本高(≥1200元/吨),易破碎,污泥流失严重,从而影响厌氧反应器运行的稳定性。 因此,为进一步降低投资和运行成本,保证厌氧反应器的运行效能,有必要改进现有工 艺,以解决上述问题。
技术实现要素:
3.发明目的:本发明的目的在于提供一种提高厌氧反应器的运行稳定性和效能,促进 污泥与废水的生化反应的利用污水处理厂剩余污泥处理垃圾渗沥液的方法及装置。
4.技术方案:本发明的利用污水处理厂剩余污泥处理垃圾渗沥液的方法,包括如下步 骤:
5.(1)在厌氧反应器中接种城市污水处理厂剩余污泥;
6.(2)根据进水水质、氨氮和钙离子指标,控制进水cod负荷;
7.(3)厌氧反应器形式为带有外循环的圆柱体钢结构,水力停留时间4.5-6d,cod 容积负荷5-10cod/(m3·
d),控制运行温度30-35℃,厌氧反应器从下到上可划分为布水 区、膨胀污泥床区、三相分离器、污泥斜板沉降区、出水堰、气液分离器;
8.(4)污泥接入厌氧反应器后,利用原水将反应器充满,通过蒸汽或热水循环将反 应器温度升高至30-35℃,开启外循环泵进行水力搅拌混合,当反应器内部水体ph>7.5, vfas<2000mg/l时,则开始连续进水运行;
9.(5)连续进水过程中,厌氧反应器通过提高进水量的方式逐步提高cod负荷,cod 启动负荷为1-3kgcod/(m3·
d);当沼气产率>0.35m3/kgcod、cod去除率大于75%时, 则进一步提高进水量,最终提高至设计cod负荷,则停止进一步提高进水量;
10.(6)厌氧反应器进水由水泵泵入反应器底部,与反应器外循环回流水体在布水器 混合并形成旋流,以切线流态进入污泥床区;
11.(7)废水、污泥以及沼气通过三相分离器进行固液气分离,分离后水体进入污泥 沉降区,通过斜板阻隔,沉降区上升流速≤0.2m/h;
12.(8)反应器中产生的沼气进入顶部的气液分离器,沼气在气液分离器中的停留一 定时间,分离后的沼气进行安全燃烧或资源化利用,沼气上升过程中携带的废水在重力 的作用下通过中间回流管落入反应器底部,形成内循环;在反应器运行过程中,流量、 温度、
ph、沼气流量均通过在线仪器检测。
13.进一步地,步骤(1)中,所述厌氧反应器接种量为10-20kgts/m3,接种污泥含水 率80%-90%。
14.进一步地,步骤(2)中,所述进水水质指标为cod:10000-80000mg/l、bod5: 5000-40000mg/l、氨氮:500-2000mg/l、钙离子:500-1500mg/l、ss:1000-2500mg/l。
15.进一步地,步骤(6)中,所述布水器中布水上升流速0.5-1.0m/h。
16.进一步地,步骤(7)中,所述斜板倾斜角度60-80
°
。
17.进一步地,步骤(8)中,所述沼气在气液分离器中的停留时间为5-10s。
18.本发明还提供一种利用污水处理厂剩余污泥处理垃圾渗沥液的装置,包括调节池、 进水泵、厌氧反应器、循环泵、排泥泵、流量计、温度计和控制系统;厌氧反应器从下 往上可划分为布水区、膨胀污泥床区、三相分离器、污泥斜板沉降区、出水堰、气液分 离器;所述调节池通过进水泵和布水区连接,反应器底部中心连接排泥泵,布水区和膨 胀污泥床区连接有循环泵,控制系统控制整个装置运行。
19.进一步地,所述厌氧反应器高径比2-5,布水器采用倒置圆锥结构,布水区中的布 水板相互叠加,确保进水切线流态的同时,有利于厌氧剩余污泥的沉积和均匀排出。排 泥泵的排泥口设置于布水器的中间位置。
20.进一步地,所述三相分离器底部10-50cm处设置外循环吸水口,均匀布置8-10处, 通过外循环泵回流至反应器底部布水区,外循环泵流量与厌氧反应器的底面积比值为 0.5-1.0。
21.进一步地,所述气液分离器底部通过内回流水管连接至布水区。
22.有益效果:与现有技术相比,本发明具有如下显著优点:本发明通过采用城市污水 处理厂剩余污泥作为接种污泥,并对厌氧反应器结构进行改进(改进布水器、外循环, 增加污泥斜板沉降区),优化反应器启动运行,可使接种成本大大降低,仅为颗粒污泥 的20%。在本发明工艺条件下,厌氧反应器的cod负荷可提高至5-10kgcod/m3.d以 上,是传统厌氧反应器在垃圾渗沥液应用中的2倍以上。原工艺条件下,厌氧工艺的出 水ss通常在5000mg/l以上,甚至高于10000mg/l,通过增加污泥斜板沉降区、外循环 泵吸收口设置于三相分离器下部,可使出水ss低于2000mg/l,有效保留了反应器中厌 氧微生物的数量,并减少了对后续工艺的影响。最后,通过采用倒置圆锥结构的布水器, 可有效排出厌氧反应器内的剩余污泥或钙化后的污泥,防止了布水装置的堵塞,减少了 厌氧反应器污泥死区的形成以及检修维护成本。
附图说明
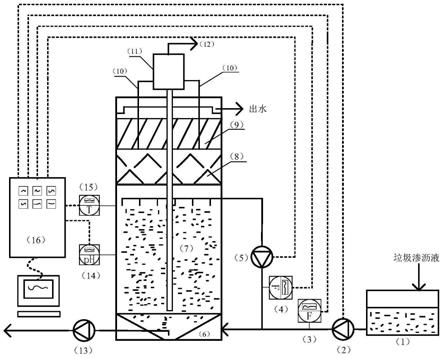
23.图1为本发明的工艺流程图;
24.图2为本发明厌氧反应器剖面图。
具体实施方式
25.下面结合附图对本发明的技术方案作进一步说明。
26.如图1-图2所示,其中1、调节池;2、进水泵;3、进水流量计;4、循环流量计; 5、循环泵;6、布水器;7、膨胀污泥床区;8、三相分离器;9、斜板沉降区;10、沼 气提升管;11、气液分
离器;12、沼气排出口;13、污泥排放泵;14、在线ph仪;15、 在线温度检测仪;16、控制系统;17、进水/循环管;18、进水支管;19、布水器;20、 排泥管;21、内回流管;22、三相分离器;23、污泥斜板沉降区;24、出水管;25、沼 气提升管;26、气液分离器;27、外循环管;28、出水口。
27.发明提供一种利用污水处理厂剩余污泥处理垃圾渗沥液的装置,包括调节池、进水 泵、厌氧反应器、循环泵、排泥泵、流量计、温度计和控制系统;厌氧反应器从下往上 可划分为布水区、膨胀污泥床区、三相分离器、污泥斜板沉降区、出水堰、气液分离器; 所述调节池通过进水泵和布水区连接,反应器底部中心连接排泥泵,布水区和膨胀污泥 床区连接有循环泵,控制系统控制整个装置运行。厌氧反应器高径比2-5,布水器采用 倒置圆锥结构,布水区中的布水板相互叠加,确保进水切线流态的同时,有利于厌氧剩 余污泥的沉积和均匀排出。排泥泵的排泥口设置于布水器的中间位置。三相分离器底部 10-50cm处设置外循环吸水口,均匀布置8-10处,通过外循环泵回流至反应器底部布水 区,外循环泵流量与厌氧反应器的底面积比值为0.5-1.0。气液分离器底部通过内回流水 管连接至布水区。
28.实施例:200m3/d垃圾中转站渗沥液废水厌氧反应器
29.(1)进水水质指标
[0030][0031]
(2)厌氧反应器设计参数
[0032][0033]
(3)接种污泥
[0034]
接种污泥取自就近城市污水处理厂剩余污泥,厌氧反应器接种量为15kgts/m3,接 种污泥含水率85%,厌氧反应器的有效容积为979.68m3,接种污泥总量为97.97吨。污 泥接种完成后利用原水将反应器充满,通过锅炉热水循环将反应器温度升高至30-35℃。 开启外循环泵进行水力搅拌混合,连续循环搅拌7d后,反应器内部水体ph为7.9,vfas 为1600mg/l时,则开始连续进水运行。
[0035]
序号项目数值单位备注1有效容积979.68m3反应器直径8m,高度20m2处理水量200.00吨/d 3单位容积接种量15.00kg/m3干重4总接种量14.70吨干重5接种污泥含水率0.85 压滤后污泥测定6污泥总量97.97吨 [0036]
(4)连续进水
[0037]
厌氧反应器通过提高进水量的方式逐步提高cod负荷,cod启动负荷为 2kgcod/(m3·
d),当沼气产率>0.35m3/kgcod、cod去除率大于75%时,则进一步提高 进水量,经过30d的运行,厌氧反应器的cod负荷值可稳定在6-6.12kgcod/(m3·
d), 经处理后的废水cod低于3500mg/l,cod去除率稳定在85%以上。
[0038]
参数单位污泥驯化负荷提高稳定运行进水量(m3/d)65100-180200cod负荷(kg cod/(m3·
d))23-5.56-6.12水力停留时间(d)155.4-9.84.9运行时间(d)101010
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1