负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统的制作方法
1.本实用新型涉及涉及高氨氮污水处理技术,更具体地说它是一种黑臭废水高氨氮资源化技术,更具体地说它是一种负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统。
背景技术:
2.黑臭水体主要是因为受纳大量生活污水后有机质厌氧分解而形成的一类含高氮磷cod的污染水,氨氮可高达几百ppm,远远超过了地表iv类水质标准。现有混凝技术以其快速沉降和较高的除悬浮物总磷和cod的性能在废水治理中得到广泛的应用,黑臭水体经混凝处理后cod总磷悬浮物通常可达排放要求,但是氨氮不能达标,去除效率仅有15-23%。现有采用a2o生物处理技术虽然能够较好地脱氮,但是占地面积大、处理时间长,对进水水质要求较高,高氨氮废水通常不能满足其进水水质要求;另外,出水氨氮可达一级a排放标准,但是无法达到地表iv类水质标准。现有薄膜蒸馏技术虽然可用于回收氨氮,但是成本高,薄膜微孔的堵塞使其不适用于直接处理高悬浮物黑臭水,以蒸发为主的负压闪蒸技术基于沸点不同进行分离的原理虽然可实现脱水和盐浓缩,但是不低于70℃的进水温度要求耗能较高,且大量水分的蒸出极大影响了氨的回用,增加了成本。
3.因此,开发一种低能耗、水氨高效分离、出水氨氮达到地表iv类水质标准的黑臭水体处理系统很有必要。
技术实现要素:
4.本实用新型的目的是为了提供一种负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统,为一种负压和加热联用高效回收黑臭废水高浓度氨氮的废水资源化系统,通过低温加热与负压联用有效破坏氨和水分子间的氢键作用实现氨的高效回收与再利用,本实用新型工艺安全简单、能耗低、氨回用率高、出水水质好,既解决了高氨氮废水采用常规混凝、生物处理法出水不达标问题,又极大地减少了氨的排放,且吸收液可用于制铵肥。
5.为了实现上述目的,本实用新型的技术方案为:一种负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统,其特征在于:包括自动控温电加热罐、吸收罐、进水泵、计量泵、真空泵和搅拌器;
6.自动控温电加热罐分别与进水管、加碱管连接,其中,进水管上安装进水泵,且伸入自动控温电加热罐底部、位于自动控温电加热罐内的液面下方;加碱管上安装计量泵,且伸入自动控温电加热罐上部、位于自动控温电加热罐内的液面上方;
7.搅拌器安装在自动控温电加热罐上;
8.自动控温电加热罐通过第一抽气管与吸收罐连通;第一抽气管一端位于自动控温电加热罐的液面上方,另一端伸入吸收罐的底部、位于吸收罐的液面下方;
9.吸收罐通过第二抽气管与真空泵连通;
10.第二抽气管位于吸收罐上部、且位于吸收罐内的液面上方;
11.吸收罐与加酸管连接;
12.加酸管上安装计量泵。
13.在上述技术方案中,自动控温电加热罐和吸收罐上均安装放空阀。
14.在上述技术方案中,自动控温电加热罐和吸收罐上均安装ph仪表;
15.自动控温电加热罐下端安装排水管,排水管与集水箱连接;
16.吸收罐下端安装排酸管,排酸管与酸收集罐连接。
17.在上述技术方案中,自动控温电加热罐上安装自动控温加热器;
18.第二抽气管上安装防倒吸装置。
19.在上述技术方案中,自动控温电加热罐上安装插头;自动控温加热器通过插头与自动控温电加热罐连接。
20.(1)相对于现有技术,本实用新型工艺安全简单,氨回用率高达100%,出水氨氮远优于地表iv类水质标准,既解决了高氨氮废水采用常规混凝、生物处理法出水不达标问题,又极大地减少了氨的排放;经本实用新型回收的氨氮可直接干化制成铵肥,实现废物资源化循环利用,且采用本实用新型的氨氮脱除产物硫酸铵做肥料是基于进入水质来源于生活污水,不存在工业上有毒有害物,可以直接做成植物所需肥料;
21.(2)城市黑臭水体处理、垃圾渗滤液处理、工业废水中,氨氮的浓度一般为多少范围值高至几百ppm,低至十几ppm,经本实用新型处理后,出水氨氮浓度《1ppm,可以实现全回收,与时间有关;经本实用新型处理后,氨氮满足四类要求;
22.(3)本实用新型采用简单的搅拌和负压条件使氨逸出,同时加热克服负压导致的温降,两者相辅相成,本实用新型结构简单、操作简便、成本较低;
23.(4)本实用新型仅采用一级氨吸收、且以负压控制气流方向,负压贯穿整个氨氮脱除系统,能有效脱除黑臭废水高浓度氨氮,提高氨氮脱除效率,降低氨氮脱除成本。
附图说明
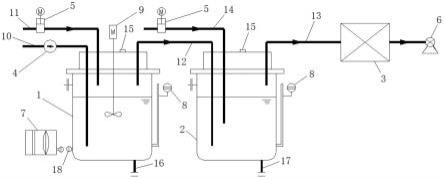
24.图1为本实用新型负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统的结构示意图。
25.图中1-自动控温电加热罐,2-吸收罐,3-防倒吸装置,4-进水泵,5-计量泵,6-真空泵,7-自动控温加热器,8-ph仪表,9-搅拌器,10-进水管,11-加碱管,12-第一抽气管,13-第二抽气管,14-加酸管,15-放空阀,16-排水管,17-排酸管,18-插头。
具体实施方式
26.下面结合附图详细说明本实用新型的实施情况,但它们并不构成对本实用新型的限定,仅作举例而已。同时通过说明使本实用新型的优点更加清楚和容易理解。
27.本实用新型是一种通过低温加热与负压联用有效破坏氨和水分子间的氢键作用实现氨的高效回收与再利用的水处理技术,适用于城市黑臭水体处理、垃圾渗滤液处理以及水体性质与这些相类似的工业废水处理。
28.参阅附图可知:一种负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统,包括自动控温电加热罐1、吸收罐2、进水泵4、计量泵5、真空泵6和搅拌器9;各组件均密封连接;
29.自动控温电加热罐1分别与进水管10、加碱管11连接,其中,进水管10上安装进水泵4,且伸入自动控温电加热罐1底部、位于自动控温电加热罐1内的液面下方;加碱管11上安装计量泵5,且伸入自动控温电加热罐1上部、位于自动控温电加热罐1内的液面上方;废液在进水泵作用下经进水管进入加热罐底部并实现水封,加碱管通过单向逆止阀与计量泵相连,控制加入一定量的碱液;
30.搅拌器9安装在自动控温电加热罐1上;电加热罐内装有电动搅拌装置,实现均匀加热;
31.自动控温电加热罐1通过第一抽气管12与吸收罐2连通;第一抽气管12一端位于自动控温电加热罐1的液面上方,另一端伸入吸收罐2的底部、位于吸收罐2的液面下方;第一抽气管12为自动控温电加热罐1的出气管、且为吸收罐2的进气管;第一抽气管12(即出气管)通过单向阀进入吸收罐底部吸收液内,保证氨气溢出进入碱吸收液;
32.吸收罐2通过第二抽气管13与真空泵6连通;真空泵用于控制系统处于负压条件,降低氨的蒸气压以加速氨的溢出;
33.第二抽气管13位于吸收罐2上部、且位于吸收罐2内的液面上方;第二抽气管13为吸收罐2的出气管,真空泵6通过第二抽气管13对吸收罐2抽真空,且通过第一抽气管12、第二抽气管13对自动控温电加热罐1抽真空;
34.吸收罐2与加酸管14连接;加酸管14即为进酸管,用于向吸收罐内注入强酸吸收液,强酸吸收液在计量泵控制下通过装有单向逆止阀的进酸管进入吸收罐并实现水封;
35.加酸管14上安装计量泵5。
36.进一步地,自动控温电加热罐1和吸收罐2上均安装放空阀15;安装有放空阀,用于控制空气的进出,以便于排液的正常进行。
37.进一步地,自动控温电加热罐1和吸收罐2上均安装ph仪表8;ph连通管外联ph监测仪,监督废液的ph,用于确定是否更换吸收液;
38.自动控温电加热罐1下端安装排水管16,排水管16与集水箱连接;排水管通过单向阀与集水箱相连,利用排水泵排出处理完的水;
39.吸收罐2下端安装排酸管17,排酸管17与酸收集罐连接,排酸管通过单向阀与酸收集罐相连,排放酸液,以便于更换吸收液。
40.进一步地,自动控温电加热罐1上安装自动控温加热器7;电加热用于提供足够的能量破坏氨和水分子间的氢键作用,促进氨的高效溢出;
41.第二抽气管13上安装防倒吸装置3;防倒吸装置装于吸收罐和真空泵之间,防倒吸装置用于防止故障时强酸吸收液在负压状态下流入真空泵而损坏真空泵;排气管连接到防倒吸装置,排气管可使吸收罐上方的气体排入防倒吸装置。
42.进一步地,自动控温电加热罐1上安装插头18;自动控温加热器7通过插头18与自动控温电加热罐1连接。
43.本实用新型所述的负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统的工作方法,通过低温加热和负压联用有效破坏氨和水分子间的氢键作用实现氨的高效回收与再利用,安装好装置,在各部位气密性良好的情况下,首先废液在进水泵控制下进入自动控温电加热罐1、向自动控温电加热罐1内加入强碱液,强酸吸收液进入吸收罐内,在低温加热条件下促使氨溢出并进入吸收罐中的强酸吸收液被吸收,达到规定的吸收时间时更换废
液;吸收液升高至规定的ph时更换;
44.具体方法,包括如下步骤,
45.步骤一:黑臭废水高氨氮资源化装置运行,打开黑臭废水高氨氮资源化装置中的自动控温电加热罐1的放空阀15、进水阀和进水泵4,使废液进入自动控温电加热罐1;关闭进水泵4,关闭放空阀15;
46.步骤二:打开黑臭废水高氨氮资源化装置中的吸收罐2的放空阀15、加酸阀和计量泵5,将强酸吸收液加入吸收罐2中;关闭设置在加酸管14上的加酸阀和计量泵5;
47.步骤三:打开黑臭废水高氨氮资源化装置所有的进气阀、出气阀(分别为设置在第一抽气管12、第二抽气管13上的进气阀、出气阀;其中,第一抽气管12的出进气阀为同一个(即第一抽气管12同时具有近气和出气的功能)),开启真空泵6,开启搅拌器9;
48.步骤四:打开黑臭废水高氨氮资源化装置的加碱阀门和计量泵5,加入碱液,调节废液ph=8-15;关闭设置在加碱管11上的加碱阀和计量泵5;
49.步骤五:开启自动控温电加热罐1的自动控温加热器7进行加热;
50.步骤六:开启自动控温电加热罐1的放空阀15,开启设置在排水管16上的排水阀和排水泵完成排液后关闭排水泵和排水阀;
51.重复上述进水加碱步骤(即重复执行步骤四、五、六;步骤二中的酸吸收液不更换时不用进酸,步骤三的进出气阀换液不用关闭);
52.步骤七:当吸收液升高至规定的ph时更换吸收液;
53.关闭吸收罐进气阀,打开吸收罐的放空阀、排酸阀和排酸泵,完成排液后关闭吸收罐的放空阀、排酸泵和排酸阀,打开吸收罐的加酸阀和计量泵,将强酸吸收液加入吸收罐中;关闭加酸阀和计量泵,打开吸收罐的进气阀,继续氨的吸收(即重复步骤二)。
54.进一步地,在步骤二中,强酸吸收液为浓度1-18mol/l的硫酸溶液,氨容量大,延长连续吸收工作时间,不用频繁更换酸液。
55.进一步地,在步骤四中,碱液为1-10mol/l氢氧化钠溶液,可溶盐调节ph使氨以nh3存在。
56.进一步地,在步骤五中,加热温度0-80℃,低温水蒸气溢出少,节能;
57.加热罐中每次加入废液后进行抽气工作,抽气时间1-60min。
58.进一步地,在步骤五中,加热温度优选为70度,低温水蒸气溢出少,节能。
59.进一步地,在步骤七中,当吸收液ph升高至ph=0-7时更换吸收液,保证最大吸收,避免氨溢失到空气中、污染空。
60.为了能够更加清楚的说明本实用新型所述的负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统与现有技术相比所具有的优点,工作人员将这两种技术方案进行了对比,其对比结果如下表:氨回用率、出水氨氮含量、氨的排放量、是否能实现氨氮的资源化利用
[0061][0062]
由上表可知,本实用新型所述的负压低温加热联用回收黑臭废水高浓度氨氮的资源化系统与现有技术相比,氨回用率高达100%,出水氨氮远优于地表iv类水质标准,且能实现氨氮的资源化利用。
[0063]
以下通过具体实施例,进一步阐明本实用新型,但不以任何方式限制本实用新型。
[0064]
实施例1
[0065]
以混凝出水为进水水质:氨氮286mg/l,tp0.376mg/l,cod
cr
125mg/lo2。用浓度为1-18mol/l硫酸吸收液吸收,控制电加热罐温度20-80℃,加热吸收1-30min后,进水中氨氮去除率达100%。可见,本实用新型可有效地回收水体中的氨氮。
[0066]
实施例2
[0067]
进水水质:氨氮302mg/l,tp 13.35mg/l,cod
cr
5420mg/lo2。用浓度为1-18mol/l硫酸吸收液吸收,控制电加热罐温度20-80℃,加热吸收1-30min后,进水中氨氮去除率达99.97%。可见,本实用新型可有效地回收废水中的氨氮。
[0068]
实施例3
[0069]
以混凝出水为进水水质:氨氮300mg/l,tp 6.54mg/l,cod
cr
578mg/lo2。用浓度为1-18mol/l硫酸吸收液吸收,控制电加热罐温度20-80℃,加热吸收1-30min后,进水中氨氮去除率达100%。可见,该装置可有效地回收废水中的氨氮。
[0070]
由此可见,本实用新型可有效地回收水体中的氨氮,生成的硫酸铵可做氮肥使用,实现氨氮资源化利用的目的。
[0071]
其它未说明的部分均属于现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1