一种氨氮废水脱氮处理系统及方法
1.本发明属于废水脱氮处理技术领域,具体涉及一种氨氮废水脱氮处理系统及方法。
背景技术:
2.食品加工、厌氧消化、酶制剂等行业会产生大量低碳氮比的氨氮废水,氨氮是水中氮素污染物的主要存在形式,大量氨氮废水进入水体不仅引起水体富营养化、造成水体黑臭,造成水处理的难度和成本加大,对水生生物、人体健康乃至生态系统都会产生毒害作用,给生态文明建设带来巨大困扰。
3.氨氮一直是废水处理的难题,目前对氨氮废水的处理方法主要有物理法(如加碱吹脱法、蒸汽吹脱法和吸附法)、化学法(如化学沉淀法、化学氧化法、电解法、离子交换法和蒸汽汽提)及生物法等。每种方法都存在一定的缺陷,目前较为常用的方法为生物法,主要采用硝化一反硝化原理,通过活性污泥将氨氮先好氧氧化为硝酸盐,再厌氧还原为氮气,该类工艺处理能力大、处理效率高、出水水质好、环境友好。然而该类方法处理氨氮废水尤其是低碳氮比废水时,常常需要投加大量碳源、反应速度较慢、工艺流程复杂、处理设备多、成本高、产泥量大且运行管理复杂。因此,开发一种流程简单、成本低廉、管理方便的新型高效低碳氮比氨氮废水处理系统极为必要。
技术实现要素:
4.本发明要解决的技术问题在于克服现有技术中处理氨氮废水需投加大量碳源、反应速度较慢、工艺流程复杂、处理设备多、成本高、产泥量大和运行管理复杂的缺陷,从而提供一种氨氮废水脱氮处理系统及方法。
5.为此,本发明提供了以下技术方案,
6.本发明提供了一种氨氮废水脱氮处理系统,包括脱氮反应池;
7.种子菌液池底部通过管道和第一阀门跟所述脱氮反应池顶部连接;
8.酸液储备池底部通过管道和第二阀门跟所述种子菌液池连接且通过管道和第四阀门跟所述脱氮反应池顶部连接;
9.碱液储备池底部通过管道和第三阀门跟所述种子菌液池连接且通过管道和第五阀门跟所述脱氮反应池顶部连接;
10.纳米铁储备池通过管道和第六阀门跟所述脱氮反应池顶部连接;
11.进水口通过管道和第七阀门跟所述脱氮反应池的一侧连接;
12.出水口通过管道和第八阀门跟所述脱氮反应池的另一侧连接。
13.可选的,所述种子菌液池内设置有第一液位计、第一温度计、第一ph计、第一溶氧测定仪、第一曝气头和第一加热器。
14.可选的,所述脱氮反应池内设置有第二液位计、第二温度计、第二ph计、第二溶氧测定仪、第二曝气头、第二加热器和填料。
15.可选的,所述第一曝气头连接第一流量计和第一鼓风机;
16.所述第二曝气头连接第二流量计和第二鼓风机。
17.可选的,所述填料为软性纤维填料、半软性填料、多孔悬浮球填料中的一种或多种。
18.可选的,所述酸液储备池中为200-300g/l的盐酸溶液;
19.和/或,所述碱液储备池中为500-600g/l的氢氧化钠溶液。
20.本发明还提供了一种采用上述氨氮废水脱氮处理系统的废水处理方法,包括以下步骤,
21.(1)微生物扩增:将脱氮微生物和扩增液体培养基在所述种子菌液池内进行曝气扩增、静置;
22.(2)挂膜驯化:将所述填料投加到所述脱氮反应池内,然后将所述种子菌液池底部沉淀的固态菌体加到脱氮反应池中,氨氮废水开始间歇进水,废水量达到所述脱氮反应池有效容积的第一液位15-20%,停止进水,反应10-14h。之后继续进水至第二液位25-30%,停止进水,反应10-14h。而后依次进水至第三液位35-40%、第四液位45-50%、第五液位55-60%、第六液位65-70%、第七液位75-80%和第八液位85-90%,达到每一目标液位处均停止进水,并反应10-14h后再进水至下一液位,直至达到第八液位不再进水,反应20-24h,测定系统内氨氮浓度去除率达到98%以上,完成挂膜;
23.(3)步骤(2)中所述脱氮反应池挂膜完成后,停止曝气,沉淀1-3h后排出上清液。之后再次添加步骤(2)中氨氮废水至第八液位85-90%,反应15-24h,设定反应温度22-30℃、ph 6.5-7.5溶解氧0.8-4.0mg/l和纳米铁浓度0.5-3mg/l,测定系统内氨氮浓度去除率达到98%以上,停止曝气,沉淀1-3h后排出上清液,并再次进水至第八液位进行继续反应。期间如此往复,批次运行。
24.可选的,氨氮废水中氨氮浓度45-450mg/l,cod 100-700mg/l,碳氮比为(1.6-2.3):1
25.可选的,步骤(1)中所述曝气扩增的温度为25-33℃,ph值为6.5-7.5,溶解氧为1-5mg/l,曝气扩增时间为15-30h;
26.和/或,步骤(1)中静置时间为1-3h。
27.可选的,所述脱氮微生物为实验室筛选培养的在低碳氮比条件下具有高效脱氮性能的微生物菌液,其筛选条件如下:氨氮浓度50-400mg/l,碳氮比为(1.5-2.2):1,碳源为葡萄糖、乙酸、甲醇、乙醇,mgso4·
7h2o浓度80-100mg/l,kh2po4浓度0.5-1.0mg/l、na2hpo4浓度1.0-1.9mg/l、纳米铁浓度0.3-2.5mg/l,ph为7.2
±
0.1,温度30
±
1℃;
28.和/或,所述扩增液体培养基的配方为胰蛋白胨6-10g/l,酵母提取物3-5g/l,氯化钠8-10g/l。
29.本发明提供的技术方案,具有如下优点,
30.1.本发明方法采用的是能适应低碳比氨氮废水的高效脱氮微生物,在不补充外加碳源的情况下对较宽氨氮浓度范围的废水均能实现高效生物脱氮。
31.2.本发明采用的脱氮微生物促进剂纳米铁投加量少、成本低、环境友好无污染。
32.3.本发明采用实际低碳氮比氨氮废水梯度液位上升来进行挂膜冲击,提高挂膜稳定性以及耐曝气和水流剪切力的能力。
33.4.本发明提供的方法处理时间短,处理后水中总氮含量低,成本低廉,适合大规模推广。
附图说明
34.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
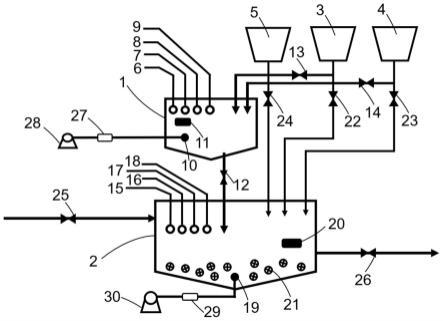
35.图1是本发明氨氮废水脱氮处理系统的结构示意图。
36.附图标记:1、种子菌液池;2、脱氮反应池;3、酸液储备池;4、碱液储备池;5、纳米铁储备池;6、第一液位计;7、第一温度计;8、第一ph计;9、第一溶氧仪;10、第一曝气头;11、第一加热器;12、第一阀门;13、第二阀门;14、第三阀门;15、第二液位计;16、第二温度计;17、第二ph计;18、第二溶氧仪;19、第二曝气头;20、第二加热器;21、填料;22、第四阀门;23、第五阀门;24、第六阀门;25、第七阀门;26、第八阀门;27、第一流量计;28、第一鼓风机;29、第二流量计;30、第二鼓风机。
具体实施方式
37.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
38.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
39.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
40.实施例1
41.本实施例提供了一种氨氮废水脱氮处理系统,
42.该系统包括脱氮反应池2,种子菌液池1底部通过管道和第一阀门12跟所述脱氮反应池2顶部连接;酸液储备池3底部通过管道和第二阀门13跟所述种子菌液池1连接且通过管道和第四阀门22跟所述脱氮反应池3顶部连接;碱液储备池4底部通过管道和第三阀门14跟所述种子菌液池1连接且通过管道和第五阀门23跟所述脱氮反应池2顶部连接;纳米铁储备池5通过管道和第六阀门24跟所述脱氮反应池2顶部连接;进水口通过管道和第七阀门25跟所述脱氮反应池的一侧连接;出水口通过管道和第八阀门26跟所述脱氮反应池3的另一
侧连接。
43.种子菌液池1内设置有第一液位计6、第一温度计7、第一ph计8、第一溶氧测定仪9、第一曝气头10和第一加热器11,第一曝气头10连接第一流量计27和第一鼓风机28。
44.脱氮反应池2内设置有第二液位计15、第二温度计16、第二ph计17、第二溶氧测定仪18、第二曝气头19、第二加热器20和填料21。所述第二曝气头19连接第二流量计29和第二鼓风机30。
45.实施例2
46.本实施例中,处理对象为某奶制品加工厂生产废水的厌氧消化沼液,目的是实现该沼液中氨氮的高效去除,其中该沼液中氨氮浓度48mg/l,cod浓度110mg/l,总氮浓度55mg/l,具体包括如下步骤:
47.1)微生物扩增:将高效脱氮微生物菌液和扩增液体培养基(胰蛋白胨8g/l,酵母提取物4g/l,氯化钠8g/l)投入种子菌液池1,直至液位达到种子菌液池1有效容积的70%,高效脱氮微生物菌液和扩增液体培养基的体积比为1:100。其中,高效脱氮微生物菌液为实验室筛选培养的在低碳氮比条件下具有高效脱氮性能的微生物菌液,其培养条件如下:氨氮浓度50mg/l,碳氮比2:1,碳源为葡萄糖,mgso4·
7h2o浓度80mg/l,kh2po4浓度0.5mg/l、na2hpo4浓度1.0mg/l、纳米铁浓度0.8mg/l,ph为7.2,温度30℃。通过第一加热器11调节温度为30℃,通过酸液储备池3和碱液储备池4以及其配套的阀门调节ph为7.2,通过控制第一鼓风机28、第一流量计27以及第一曝气头10保持溶解氧为2.0mg/l。其中,酸液储备池3内为200g/l的盐酸溶液,碱液储备池4内为500g/l的氢氧化钠溶液。扩增时间为20h,扩增结束,停止曝气,静置3h。
48.2)挂膜驯化:将多孔悬浮球填料21投加到脱氮反应池2内,填充体积为反应池有效容积的15%。种子菌液池扩增结束后的底部沉淀固态菌体通过第一阀门12和管道进入脱氮反应池2,填充体积为添加填料后的反应池有效容积的13%。氨氮废水通过管道和第七阀门25开始间歇进水,废水量达到反应池有效容积的第一液位15%,停止进水,反应10h。之后继续进水至第二液位25%,停止进水,反应10h。而后依次进水至第三液位35%、第四液位45%、第五液位55%、第六液位65-70%、第七液位75-80%和第八液位85%,达到每一目标液位处均停止进水,并反应10h后再进水至下一液位,直至达到第八液位不再进水,反应20h,测定系统内氨氮浓度去除率达到98.5%、cod去除率95.4%,完成挂膜。整个过程通过第二加热器20控制反应池温度为25℃,通过酸液储备池3和碱液储备池4以及其配套的阀门调节ph为7.2,通过控制第二鼓风机30、第二流量计29以及第二曝气头19控制溶解氧为1.0mg/l,通过纳米铁储备池5及其配套阀门24控制纳米铁浓度1.0mg/l,脱氮微生物在多孔悬浮球填料21表面附着生长,期间不排水。
49.3)批次运行:步骤2)中反应池挂膜完成,停止曝气,沉淀2h,通过管道和第八阀门26排出上清液。之后再次添加步骤2)中氨氮废水至第八液位85%,反应20h,控制反应温度25℃、ph 7.2、溶解氧1.0mg/l和纳米铁浓度1.0mg/l,测定系统内氨氮浓度去除率达到98.6%、cod去除率98.9%,停止曝气,沉淀2h,通过管道和第八阀门26排出上清液,并再次进水至第八液位进行继续反应。期间如此往复,批次运行。
50.实施例3
51.本实施例中,处理对象为某酶制剂生产废水,目的是实现该废水氨氮的高效去除,
其中该废水中氨氮浓度403mg/l,cod浓度695mg/l,总氮浓度425mg/l,具体包括如下步骤:
52.1)微生物扩增:将高效脱氮微生物菌液和扩增液体培养基(胰蛋白胨10g/l,酵母提取物5g/l,氯化钠10g/l)投入种子菌液池1,直至液位达到种子菌液池1有效容积的80%,高效脱氮微生物菌液和扩增液体培养基的体积比为1.5:100。其中,高效脱氮微生物菌液为实验室筛选培养的在低碳氮比条件下具有高效脱氮性能的微生物菌液,其培养条件如下:氨氮浓度400mg/l,碳氮比1.8:1,碳源为葡萄糖,mgso4·
7h2o浓度100mg/l,kh2po4浓度0.8mg/l、na2hpo4浓度1.2mg/l、纳米铁浓度2.0mg/l,ph为7.2,温度30℃。通过第一加热器11调节温度为30℃,通过酸液储备池3和碱液储备池4以及其配套的阀门调节ph为7.3,通过控制第一鼓风机28、第一流量计27以及第一曝气头10保持溶解氧为3.0mg/l。其中,酸液储备池3内为280g/l的盐酸溶液,碱液储备池4内为550g/l的氢氧化钠溶液。扩增时间为22h,扩增结束,停止曝气,静置2h。
53.2)挂膜驯化:将软性纤维填料21投加到脱氮反应池2内,填充体积为反应池有效容积的20%。种子菌液池1扩增结束后的底部沉淀固态菌体通过第一阀门12和管道进入脱氮反应池2,填充体积为添加填料后的反应池有效容积的18%。氨氮废水通过管道和第七阀门25开始间歇进水,废水量达到反应池有效容积的第一液位20%,停止进水,反应12h。之后继续进水至第二液位30%,停止进水,反应12h。而后依次进水至第三液位40%、第四液位50%、第五液位60%、第六液位70%、第七液位80%和第八液位90%,达到每一目标液位处均停止进水,并反应12h后再进水至下一液位,直至达到第八液位不再进水,反应24h,测定系统内氨氮浓度去除率达到98.8%、cod去除率98.6%,完成挂膜。整个过程通过第二加热器20控制反应池温度为28℃,通过酸液储备池3和碱液储备池4以及其配套的阀门调节ph为7.1,通过控制第二鼓风机30、第二流量计29以及第二曝气头19控制溶解氧为1.0mg/l,通过纳米铁储备池5及其配套阀门24控制纳米铁浓度2.0mg/l,脱氮微生物在软性纤维填料21表面附着生长,期间不排水。
54.3)批次运行:步骤2)中反应池挂膜完成,停止曝气,沉淀3h,通过管道和第八阀门26排出上清液。之后再次添加步骤2)中氨氮废水至第八液位90%,反应24h,控制反应温度30℃、ph 7.3、溶解氧3.0mg/l和纳米铁浓度2.0mg/l,测定系统内氨氮浓度去除率达到98.2%、cod去除率98.6%,停止曝气,沉淀2-3h,通过管道和第八阀门26排出上清液,并再次进水至第八液位进行继续反应。期间如此往复,批次运行。
55.测试例
56.测试实施例2和3处理后排放水的的氨氮浓度、cod浓度和总氮浓度浓度:
57.氨氮浓度的测试方法为:中华人民共和国国家环境保护标准《水质氨氮的测定纳氏试剂分光光度法(hj 535—2009)》;
58.cod的测试方法为:中华人民共和国国家环境保护标准《水质化学需氧量的测定重铬酸盐法(hj 828—2017)》;
59.总氮浓度的测试方法为:中华人民共和国国家标准《水质总氮的测定碱性过硫酸钾消解紫外分光光度法(hj 636—2012)》。
60.测试结果如下:
[0061] 氨氮浓度(mg/l)cod浓度(mg/l)总氮浓度(mg/l)实施例10.75.11.7
实施例24.89.77.2
[0062]
通过上表可以看出:实施例2处理后排放水的氨氮浓度、cod浓度和总氮的浓度分别为0.7、5.1和1.7mg/l,实施例3处理后排放水的的氨氮浓度、cod浓度和总氮浓度分别为4.8、9.7和7.2mg/l氨氮,氨氮和cod去除效果良好,且总氮残留低。
[0063]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1