一种取向电工钢连续退火刷洗装置的制作方法
本技术涉及电工钢,具体是一种取向电工钢连续退火刷洗装置。
背景技术:
1、取向电工钢冷轧之后表面会残留部分物质,主要为油污、铁粉和松散杂质。我们需要将取向电工钢表面的残留物除去,否则钢带表面残留的各种杂质在退火过程中将形成碳质污斑,影响成品性能,还会造成退火炉内炉辊结瘤。因此清洗装置是电工钢连续退火机组的重要设备之一。
2、现有的电工钢刷洗工艺一般包括碱洗和水洗两个部分,碱洗主要发生“脱脂”过程,之后通过水洗将钢带表面清洗干净。中国专利文献公开号cn213596413u公开了一种取向硅钢脱碳退火线清洗装置,里面就描述了对电工钢的清洗工艺,然而在现有的清洗工艺中,刷洗辊一般会配合喷淋设备进行工作,然而喷淋设备无法保证能够喷淋到钢带表面的全部区域,这会让碱洗过程中的皂化反应无法充分发挥效果,因此我们想要对现有的刷洗装置进行改进。
技术实现思路
1、本实用新型的目的在于提供一种取向电工钢连续退火刷洗装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
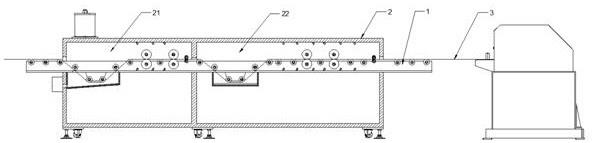
3、一种取向电工钢连续退火刷洗装置,包括:输送机架、箱体、碱洗腔和水洗腔,所述箱体内部被分隔成碱洗腔和水洗腔两个部分,所述输送机架用于输送钢带,并且输送机架从所述箱体中穿过,并且依次经过碱洗腔和水洗腔,所述输送机架所对应的所述碱洗腔和所述水洗腔的两个区域上均转动安装有多个导向辊、刷洗辊和挤干辊,所述导向辊对钢带起到支撑导向的作用,所述刷洗辊用于对钢带进行刷洗,所述挤干辊用于在钢带离开碱洗腔和水洗腔时挤干钢带表面携带的液体;
4、所述箱体在碱洗腔和水洗腔的入口位置均设置有浸润槽,所述输送机架在浸润槽对应的位置设置偏移的导向辊,通过对应的所述导向辊将钢带导向浸润槽内,使钢带能够浸泡在浸润槽内,所述钢带经过浸润槽之后又通过对应的导向辊调整回水平输送线状态,所述箱体外部设有两个废液槽分别连通上述两个浸润槽。
5、作为本实用新型进一步的方案:所述刷洗辊设置在碱洗腔、水洗腔的中间段位置,并且碱洗腔和水洗腔在刷洗辊所在的区域固定安装朝向钢带的喷淋组件,碱洗腔内的喷淋组件用于喷洒碱洗液,水洗腔内的喷淋组件用于喷洒清水。
6、作为本实用新型进一步的方案:所述挤干辊设置在位于碱洗腔、水洗腔的出口位置。
7、作为本实用新型进一步的方案:所述导向辊在输送机架上从前往后均匀间隔分布。
8、作为本实用新型进一步的方案:所述刷洗辊成对设置,具有若干对,每对刷洗辊分别对称安装在钢带的上下两侧。
9、作为本实用新型进一步的方案:所述喷淋组件同样在钢带上下两侧均有设置,并且在刷洗辊之前,在刷洗辊所在的区域内、以及在刷洗辊之后均设置喷淋组件。
10、作为本实用新型进一步的方案:所述浸润槽底部倾斜设置,并且倾斜方向朝向废液槽。
11、与现有技术相比,本实用新型的有益效果是:本实用新型通过设置浸润槽,能够在对钢带碱刷洗之前先进行浸泡,让碱洗液充分浸润钢带表面的全部区域,碱洗产生的皂化反应能够去除油膜和污物,之后一边刷洗一边喷淋,让清洗效果更好,同时在水洗之前同样经过清水浸泡,可以先去除残余的碱洗液,再进行水洗。
技术特征:
1.一种取向电工钢连续退火刷洗装置,其特征在于,包括:输送机架(1)、箱体(2)、碱洗腔(21)和水洗腔(22),所述箱体(2)内部被分隔成碱洗腔(21)和水洗腔(22)两个部分,所述输送机架(1)用于输送钢带(3),并且输送机架(1)从所述箱体(2)中穿过,依次经过碱洗腔(21)和水洗腔(22),所述输送机架(1)对应所述碱洗腔(21)和所述水洗腔(22)的两个区域上均转动安装若干个导向辊(11)、刷洗辊(12)和挤干辊(13),所述导向辊(11)对钢带(3)起到支撑导向的作用,所述刷洗辊(12)用于对钢带(3)进行刷洗,所述挤干辊(13)用于在钢带(3)离开碱洗腔(21)和水洗腔(22)时挤干钢带(3)表面携带的液体;
2.根据权利要求1所述的一种取向电工钢连续退火刷洗装置,其特征在于:所述刷洗辊(12)设置在碱洗腔(21)、水洗腔(22)的中间段位置,并且碱洗腔(21)和水洗腔(22)在刷洗辊(12)所在的区域固定安装朝向钢带(3)的喷淋组件(14),碱洗腔(21)内的喷淋组件(14)用于向所述钢带(3)喷洒碱洗液,水洗腔(22)内的喷淋组件(14)用于向所述钢带(3)喷洒清水。
3.根据权利要求1所述的一种取向电工钢连续退火刷洗装置,其特征在于:所述挤干辊(13)设置在碱洗腔(21)、水洗腔(22)的出口位置。
4.根据权利要求1所述的一种取向电工钢连续退火刷洗装置,其特征在于:所述导向辊(11)在输送机架(1)上从前往后均匀间隔分布。
5.根据权利要求2所述的一种取向电工钢连续退火刷洗装置,其特征在于:所述刷洗辊(12)成对设置,具有若干对,每对刷洗辊(12)分别对称安装在钢带(3)的上下两侧。
6.根据权利要求2所述的一种取向电工钢连续退火刷洗装置,其特征在于:所述喷淋组件(14)同样在钢带(3)上下两侧均有设置,并且在刷洗辊(12)之前,在刷洗辊(12)所在的区域内、以及在刷洗辊(12)之后均设置喷淋组件(14)。
7.根据权利要求1所述的一种取向电工钢连续退火刷洗装置,其特征在于:所述浸润槽(23)底部倾斜设置,并且倾斜方向朝向废液槽(24)。
技术总结
本技术公开了一种取向电工钢连续退火刷洗装置,包括:输送机架、箱体、碱洗腔和水洗腔,所述箱体内部被分隔成碱洗腔和水洗腔两个部分,所述输送机架用于输送钢带,并且输送机架从所述箱体中穿过,所述输送机架上安装有若干个导向辊、刷洗辊和挤干辊,所述导向辊对钢带起到支撑导向的作用,所述箱体在碱洗腔和水洗腔的入口位置均设置有浸润槽,所述输送机架在浸润槽对应的位置设置偏移的导向辊,将钢带导向浸润槽,使钢带能够浸泡在浸润槽内,所述钢带经过浸润槽之后又被导向辊调整回水平输送线状态,所述箱体外部设有废液槽连通所述浸润槽。本技术在对钢带碱刷洗之前先进行浸泡,让碱洗液充分浸润钢带表面的全部区域,清洗效果更好。
技术研发人员:郑苹,郭宇
受保护的技术使用者:江阴森豪金属科技有限公司
技术研发日:20221216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!