涂覆室的制作方法
1.本发明涉及一种涂覆室,该涂覆室用于涂覆长形元件,比如在高架输送线上悬挂在竖直位置的挤出型钢。
2.引言
3.在连续涂覆系统中的涂覆室用于涂覆输送线上的元件。通常,这些元件平移通过涂覆室,在涂覆室中通过静电喷枪对这些元件喷涂上涂料粉末。由于静电作用,涂料粉末附着至要涂覆的元件的表面上。
4.ep 2897740 b1讨论了目前,涂覆室通常是侧面、底部和顶部均封闭的平行六面体形隧道的形状。高架输送线穿过隧道入口和出口处的两个开放表面。将要涂覆的元件悬挂在输送线上,并且暴露于涂覆室内的静电喷枪的喷雾之下。位于侧面和顶部的抽吸入口用于提取未沉积在元件上的粉末。
5.这种室存在几个缺点。例如,由于粉末在室中的分布不均匀而导致所得涂层厚度变化,所得涂层可能质量差。在截面复杂的元件中存在粉末渗透到型材的凹槽中的问题。由于大量的粉末没有沉积在元件上,并且仍然悬浮在空气中或室的内表面上,由此需要复杂且不卫生的清洁方法,因此这种室也是不高效的。另一个问题是,由于空气流动和惯性力,这些元件容易受到不期望的摆动运动的影响,摆动运动会降低所得涂层的质量。
6.ep 2897740 b1提出了一种克服这些缺点中的一些缺点的涂覆室。所提出的室具有由三个侧面示意性地标识的三角形平面。元件经由一侧进入和离开室(即采取弯曲或成角度的路线穿过室)。剩余两个侧面与竖直抽吸入口相交。两组喷枪中的一组喷枪设置在元件进入室的点和从室出去的点中的每个处。入口点和入口点处的喷枪分别在元件的行进方向上或在元件的行进方向的反方向上。以此方式,提供了用于推动粉末经过元件并且进入抽吸入口的空气流。
7.附加地,与竖直抽吸入口相交的两侧中的每一侧都包括“输送带”壁,该壁将沉积在壁上的粉末转移至刮刀,该刮刀去除了这种沉积的粉末。
8.ep 2897740 b1的室具有几个缺点。该室需要输送线有弯曲部/角度。当元件围绕该弯曲部行进时,这会产生元件发生不期望的惯性运动的风险。当要涂覆的元件较大时,这个问题会加剧。此外,与这个室相容的元件的宽度受到相对狭窄的几何形状的限制。从ep 2897740 b1的图可以清楚地看出这一点。此外,当仅一组喷枪喷涂时,室内的流型不对称,这可能导致涂覆分布不均匀。
9.本发明旨在克服现有喷漆室的缺点。
10.还期望提供一种具有比现有喷漆室更高效的抽吸系统的喷漆室。
技术实现要素:
11.根据本发明的第一方面,提供了一种用于要涂覆的元件的涂覆室。涂覆室包括在相对的竖直侧面之间的通路,要涂覆的元件被输送通过该通路。在通路的一个端部处存在入口,在通路的另一个端部处存在出口。涂覆室进一步包括:输送线,所述输送线用于支撑
所述要涂覆的元件并且被配置为沿着直路径将这些元件从入口输送到出口;以及抽吸系统。该通道的相对侧是关于该路径对称的。用于向元件喷涂涂料粉末的喷枪组对称地设置在直路径的两侧。抽吸系统包括彼此相对安装在该通路的每个相对竖直侧面上的竖直抽吸入口,该抽吸系统被配置成通过每个相对的竖直抽吸入口提供相等量的抽吸。
12.使用在每个端部具有入口和出口的通道使得元件能够通过喷漆室而不受输送路径的弯曲部所产生的尺寸限制。此外,仅需要使室的宽度与要涂覆的元件的宽度相似。相比之下,三角形的喷漆室必须足够宽,以在室的一侧上包括入口和出口(因此,宽度与并排的两个元件的宽度相似)。
13.使用直的输送线(沿着直路径)减少了在要涂覆的元件沿着输送线移动时、特别是当这些元件可枢转地悬挂时引入到要涂覆元件中的惯性运动量。特别地,减小了在与运动方向垂直的方向上的惯性运动。这与包含“v”形输送线的替代性室相反,其中,这种惯性运动随着元件方向的改变而发生。
14.提供抽吸力以提取任何未附着到要涂覆的元件上的多余涂料粉末。抽吸系统减少了要么悬浮在涂覆室中、要么从涂覆室中飘出、要么附着到涂覆室的壁上的涂料粉末颗粒的量。在通道的每一侧上提供相等水平的抽吸力有助于减少要输送的元件的运动,因为元件不会由于室中的空气流而在任一方向上被拉动。相等水平的抽吸力还有助于确保元件通过室时粉末均等分布在元件上。
15.可选地,每个竖直抽吸入口基本上沿着室的整个高度延伸。
16.可选地,涂覆室包括用于将要涂覆的元件钩挂到输送线上的系统,该钩挂系统被配置用于水平平移和悬挂输送处于竖直位置的要涂覆的元件。
17.可选地,该喷枪组具有沿着竖直轴线的往复和受控的移动,以使得喷枪组能够配置成沿着要涂覆的元件的整个高度范围喷涂涂料粉末。
18.可选地,该抽吸系统被配置为在该通路中产生关于该路径基本上对称的空气流。
19.对称的空气流使粉末颗粒更均匀地分布在要涂覆的元件周围。
20.可选地,每个竖直抽吸入口被分成位于抽吸源的两侧上的上部部分和下部部分,每个竖直抽吸入口进一步包括一个或多个可移动挡板,该可移动挡板被配置为将一定量的抽吸力从该抽吸源转向到每个竖直抽吸入口的上部部分或下部部分。
21.可移动挡板使抽吸力转向到室的特别竖直限定的部分。这确保了高效利用从抽吸源获得的抽吸力。例如,当元件的顶部部分被涂覆时,需要在室的对应顶部部分处产生高的抽吸力。在这种情况下,很少或不需要在室的底部部分提供吸力。将抽吸力转向到室的相关侧向部分通过避免了不必要的抽吸力被施加到室的不需要的部分上,而提高了抽吸系统的效率。
22.另一优点是减小了所需的抽吸力。因此,可能存在于抽吸入口下游的部件和系统(比如过滤器和电机)可以更小,并且需要的能量更少。
23.可选地,该室的界定该通道的侧面的外壁和内壁包括柔性材料的截面闭合片材,该截面闭合片材插入在机动可旋转辊上并被机动可旋转辊保持张紧,该机动可旋转辊使该片材旋转经过清洁装置,其中,该清洁装置被配置为去除沉积在该柔性材料上的多余涂料粉末。
24.该清洁装置可以包括清洁系统。该清洁系统可以包括被配置为从柔性材料上刮下
粉末的刮刀。
25.可选地,该通道的每一侧都包括基本上沿着该喷漆室的高度延伸的两个柔性材料片材,并且其中,每个竖直抽吸入口被设置在每一侧的两个柔性材料片材之间。
26.每个竖直抽吸入口的这种设置使多余的粉末被吸向旋转通过清洁装置的柔性材料片材之一。
27.可选地,该可旋转辊被配置成当该喷枪被设置成将粉末喷涂在该元件的位于竖直抽吸入口的下部部分的侧向的部分时并且当基本上所有的可用抽吸力都转向到竖直抽吸入口的下部部分时旋转。
28.已经发现,仅以这种方式接合辊使得清洁装置更有效。
29.可选地,该通道的每个相对的竖直侧面在纵向上是直的并且与该路径平行。
30.可选地,这些喷枪组包括位于该入口附近的第一喷枪组以及位于该出口附近的第二喷枪组。
31.可选地,喷漆室进一步包括具有开放的顶部的清洁箱,该清洁箱被配置为接纳这些喷枪组中的任何喷枪组,其中,这些喷枪组各自可操作成旋转至向下位置,以便将喷枪组的喷嘴插入到清洁箱中。清洁箱可以被配置为提供空气股流,空气股流朝向喷枪组的被插入的喷嘴,以清洁喷嘴。
32.例如,当要改变涂料粉末的颜色时,这提供了喷嘴的自动清洁。因此,由于可能已经沉积在喷嘴表面上的先前颜色的涂层粉末而导致的粉末污染的风险降低。
33.根据本发明的第二方面,提供了一种在涂覆室中涂覆元件的方法,该方法包括以下步骤:
34.‑
将要涂覆的元件穿过相对的竖直侧面之间的通路从该通路的一个端部处的入口输送到该通路的另一个端部处的出口,这些元件沿着输送线沿直路径被输送,其中,该通道的相对侧是关于该路径对称的;
35.‑
操作喷枪组以向元件喷涂涂料粉末,这些喷枪组对称地设置在该直路径的两侧;
36.‑
操作抽吸系统,该抽吸系统包括彼此相对安装在该通路的每个相对竖直侧面上的竖直抽吸入口,该抽吸系统用于通过每个相对的竖直抽吸入口提供相等量的抽吸。
37.可选地,要涂覆的元件被悬挂在竖直位置。
38.可选地,该方法进一步包括将静电喷枪组沿着竖直轴线移动以便沿着要涂覆的元件的高度的任何部分喷涂粉末涂料的步骤。
39.可选地,该抽吸系统在该通路中产生关于该路径基本上对称的空气流。
40.可选地,每个竖直抽吸入口被分成位于抽吸源的两侧上的上部部分和下部部分,并且进一步包括移动每个竖直抽吸入口的一个或多个挡板以调节从抽吸源施加到上部部分或下部部分上的抽吸力的量的步骤。
41.可选地,该室的界定该通道的侧面的外壁和内壁包括柔性材料的截面闭合片材,该截面闭合片材插入在机动可旋转辊上并且被机动可旋转辊保持张紧,该方法进一步包括将这些片材旋转经过清洁装置的步骤,其中,该清洁装置被配置为去除沉积在该柔性材料上的多余涂料粉末。
42.可选地,该方法进一步包括当将喷枪被设置成将粉末喷涂到元件的位于抽吸入口的上部部分和下部部分之一的侧向的部分时旋转这些可旋转辊的步骤。
43.可选地,该方法进一步包括旋转喷枪至向下位置以便将每个喷枪组的喷嘴插入到清洁箱中并且通过将空气股流朝向清洁箱内的被插入的喷嘴来清洁被插入的喷嘴以清洁喷枪组的喷嘴的步骤。
附图说明
44.图1是根据本发明的实施例的喷漆室的示意性平面视图。
45.图2是图1的喷漆室的纵向侧视图。
46.图3是图1和图2的喷漆室的侧向侧视图。
47.图4是图1至图3的喷漆室的等距视图。
48.图5是用于调节施加至根据图1至图4的喷漆室的竖直抽吸入口的上部部分或下部部分的抽吸力的挡板的等距剖视图。
49.图6是柔性片材的一个端部的近视图,该柔性片材安装在可旋转辊上,这些可旋转辊限定了包括图1至图4的喷漆室的清洁装置的室的侧面。
50.图7是根据本发明的实施例的喷漆室的一组喷枪的近视等距视图。
51.图8a至图8c是根据本发明的实施例的在喷嘴清洁操作的不同阶段中的一组喷枪和相关联的清洁箱的等距视图。
具体实施方式
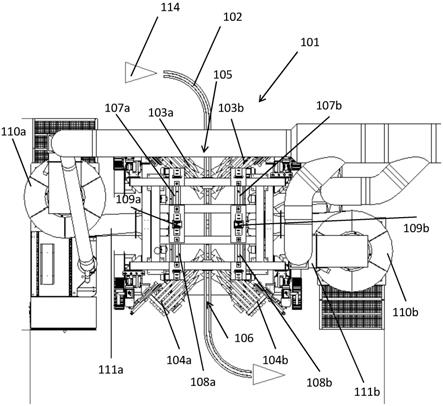
52.参照图1,存在用于接纳和涂覆要涂覆的元件(未示出)的涂覆室101。输送线102在室入口105进入涂覆室101,并且在室出口106离开涂覆室101。输送线102是直的,同时该输送线在涂覆室101内。箭头114指明元件(未示出)沿着输送线102的移动方向。
53.室101的侧面由一侧上的壁107a、107b和另一侧上的壁108a、108b限定。侧面关于由在室101内的输送线102的部分形成的路径对称。
54.竖直抽吸入口109a、109b分别位于壁107a、108a与壁107b、108b之间。抽吸入口关于输送线102彼此对称。竖直抽吸入口109a、109b面向室101,用于将空气和悬浮的多余粉末颗粒从室101中吸出。在所示的实施例中,竖直抽吸入口109a、109b经由管道111a、111b连接至旋风抽吸系统110a、110b。将了解的是,任何已知的抽吸系统可以用于向竖直抽吸入口109a、109b提供抽吸动力。
55.在输送线102的一侧上安装有喷枪组103a、104a。相对的喷枪组103b、104b关于输送线102与喷枪组103a、104a对称地安装。在所示的实施例中,喷枪103a、103b靠近入口105安装,并且朝向输送线102的移动方向成角度。喷枪104a和104b靠近出口106安装,并且朝向与输送线移动方向相反的方向成角度。将了解的是,在其他实施例中,喷枪可以相对于输送线102在纵向上位于不同的位置处。对喷枪组供给粉末涂料,以经由粉末进料管线(未显示)进行喷涂。
56.在使用中,在箭头114的方向上沿着输送线102输送要涂覆的元件(未示出)。元件悬挂在输送线102的下方,并且沿着基本上水平的轴线平移。在元件进入室101之后,用来自喷枪组103a、103b的涂料粉末喷涂这些元件。因此,元件的后部和侧向部分被涂覆。在元件离开室101之前,用来自喷枪组104a、104b的涂料粉末喷涂这些元件。因此,元件的后部和侧向部分被涂覆。离开喷漆室之后,至少要对元件的所有竖直表面进行涂覆。
57.在实施例中,粉末涂料和元件带静电以彼此吸引,由此有助于涂覆过程。
58.竖直抽吸入口109a和109b各自提供相等量的抽吸力。因此,当该元件穿过时,该元件不会被拉向室102的任一侧。由于喷枪组103a、103b、104a、104b和竖直抽吸入口109a、109b关于输送线102对称地设置,所以室101内的空气流是基本上对称的。这提供的是将基本上均匀的粉末涂料施加至元件的所有表面。
59.参照图2,从纵向侧视图示出了具有与参考图1讨论的相同附图标记的特征。附加地,示出了要在室101内涂覆的元件113,并且示出了位于室101的顶部附近的喷枪组104c、104d。所有喷枪组可在竖直方向上移动,以便沿着元件113的整个竖直高度喷涂粉末。室101特别适合于粉末涂覆具有相当长的长度的长形元件。室101可以大约9米高,并且能够容纳在6到8米长范围内的要涂覆元件。有利地,室101仅需要足够宽,以使元件在喷枪组之间通过。
60.在实施例中,室101包括上部部分201和下部部分202。对上部部分和下部部分(例如,相对于竖直抽吸入口109a、109b)的提及涉及分别位于室的上部部分和下部部分的侧向的部分。
61.参照图3,从侧向侧视图示出了具有与参考图1讨论的相同附图标记的特征。在所示实施例中,分支到竖直抽吸入口109b的竖直抽吸歧管301朝向室101的顶部和底部锥形化。这确保了所提供的抽吸压力跨室101的高度基本保持恒定。
62.参照图4,从等距视图中示出了具有与参考先前附图所讨论的相同的附图标记的特征。附加地,示出了通过管道附接至旋风抽吸系统110a和110b的粉末收集单元112。粉末收集单元112收集多余的粉末,多余的粉末被吸入竖直抽吸入口109a、109b中。
63.参照图5,示出了可移动的挡板501,该挡板位于竖直抽吸入口109b(或109a)和抽吸源503的接合部处。挡板501在箭头502所指明的方向是可移动的。竖直抽吸入口109b被挡板被分成上部部分和下部部分。当挡板处于图5所示的位置时,抽吸源503从竖直抽吸入口109b的上部部分吸入空气,由此将抽吸力转向到室101的对应上部部分。挡板可移动至不同的位置(未示出),以将抽吸源503配置成从竖直抽吸入口109b的下部部分吸入空气,由此将抽吸力转向到室101的对应下部部分。以此方式,来自抽吸源503的可用抽吸力可以集中在竖直抽吸入口109b的不同部分处。因为不需要在整个竖直抽吸入口109b上同时抽吸,所以这减少了抽吸源所需的动力(并且因此,相关联的抽吸电机、过滤器等的大小)。
64.在实施例中,挡板位于竖直抽吸入口109a、109b的竖直中点处,以便当转向到任一部分时,在每个部分的长度上施加相等水平的抽吸力。
65.在其他实施例(未示出)中,可以有多个挡板和/或(一个或多个)挡板的移动程度不同。可以精确配置在竖直抽吸入口109b的不同部分处的抽吸力水平。例如,施加至竖直抽吸入口109b的顶部上的抽吸力可能较高而施加至竖直抽吸入口109b的底部上的抽吸力可能较低。竖直抽吸入口109b可以被分成多个部分,并且该多个部分的选择可以通过挡板移动到这些部分的边界处来加以配置以施加抽吸力。为了确保维持关于输送线102对称的空气流,优选将任何挡板对称地设置在每个相对的竖直抽吸入口109a、109b上。
66.参照图6,室101的壁各自包括柔性片材601,该柔性片材张紧地缠绕在上部辊(未示出)和底部辊602上。提供了一种清洁装置,以用于在柔性片材通过辊旋转时清洁片材。在所描绘的实施例中,柔性片材601被拖曳过撞击柔性片材601的刮刀603。当操作粉末喷枪
时,多余的涂料粉末附着至面向室内部的柔性片材上。柔性片材旋转经过刮刀603去除了至少一部分这种多余的涂料粉末,由此清洁了室101的壁的内表面。竖直抽吸入口109b设置在构成室101的一侧的两个这种柔性片材之间。室101中多余的涂料粉末被吸向竖直抽吸入口,因此也被吸向以上面讨论的方式清洁的室101的壁。
67.已经发现,当基本上所有可用的抽吸力集中在室101的下部部分时,清洁装置是最有效的(即,当喷枪104位于室101的下部部分的侧向时,通过将抽吸力转向到竖直抽吸入口109a、109b的下部部分)。因此,在使用中,优选的是,仅当喷枪在室101的下部部分中操作时,柔性片材601才旋转。
68.参照图7,清洁箱701a和701b被设置在喷枪组104a、104b下方。箱701a和701b包含用于在箱(未示出)内吹送高压(例如高于大气压)空气的装置。可以致动活塞702a和702b以旋转喷枪104a、104b,使得喷枪组的喷嘴插入到清洁箱701a和701b中。在将喷嘴插入到箱701a、701b中之后,通过鼓风装置或鼓风机(未示出)在喷嘴处吹送空气,由此清洁沉降在喷嘴上的多余粉末涂料,例如,如果要使用不同颜色的粉末,该多余粉末可能会污染未来的粉末涂料。
69.参照图8a至图8c,喷枪组104a、104b在喷涂时处于基本水平的位置(如图8a所示)。如图8b所示,在清洁喷嘴之前,将喷枪组104a、104b旋转成是基本上竖直的。喷枪组104a、104b随后插入到如图8c所示的清洁箱701a、701b中。然后通过清洁箱701a、701b(未示出)内的鼓风装置,喷嘴吹送高压空气。空气的吹送去除了沉降在喷嘴上的多余粉末颗粒,由此对这些喷嘴进行了清洁,并且降低了颜色更换后之前使用的粉末造成污染的风险。在通过鼓风装置清洁喷嘴之后,将喷枪从清洁箱701a、701b中提升出去并且旋转回到水平位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1