非圆形滤芯芯材及其复卷方法与流程
1.本发明是涉及一种用于分离流体中悬浮颗粒的非圆形滤芯芯材及其复卷方法,尤指一种用于卡车的跑道型滤芯的芯材及其复卷方法。
背景技术:
2.现有技术的滤芯包含有一滤芯框及一装设于滤芯框中的芯材,其中芯材包含有一波浪状分离材及一平面分离材,该两分离材交错层叠地卷绕成圆筒状,并夹设出多个形状大小相同的轴向通道,其中半数通道于轴向一端涂布有一端面密封胶层,另外半数的通道于轴向另一端涂布有另一端面密封胶层,借此欲过滤的流体从一端进入通道内,撞击到端面密封胶层后会直接通过波浪状分离材或平面分离材以移动到另一通道得以离开芯材,而流体通过分离材时,分离材便会发挥过滤的效果而使流体中的粉尘附着于分离材上。
3.请参阅图15所示,然而前述芯材制作时,首先在平面分离材91的顶面及波浪状分离材92的底面之间,沿着波浪状分离材92的一侧边921上胶93,此次上胶使分离材91、分离材92黏合在一起,接着再于波浪状分离材92的顶面沿着波浪状分离材92的另一侧边922上胶,并同时卷绕分离材91、分离材92,此次上胶使分离材91、分离材92得以保持在卷绕后的形状。而两次的上胶便会形成前述的两个端面密封胶层。
4.请参阅图16所示,然而前述的两次上胶,均未黏合到分离材91的端部侧911、分离材92的端部侧923,波浪状分离材92的端部侧923垂直于前述侧边921、侧边922,且端部侧911、端部侧923于卷绕后会位于芯材的中心最内侧,分离材91的端部侧911、分离材92的端部侧923也需要上胶密封,以避免流体通过最内侧的通道时,会直接从旁边(未黏合的端部侧911、端部侧923之间)流出而未通过任一分离材,也就是所谓的旁通。
5.然而要于分离材91的端部侧911、分离材92的端部侧923上胶黏合,因厚度狭小,约仅是两张纸的厚度,因此具有一定的作业难度,故机器难以极为准确地对该处上胶;因此现有技术中是人工拿着胶枪沿着该端部侧911、端部侧923上胶94黏合来密封端部侧911、端部侧923的间隙。封住之后才开始进行卷绕。然而如此作业具有以下缺点:
6.第一,人工上胶代表芯材的卷绕制作无法全自动化,换言之,每一颗芯材卷绕前都要让设备停下让人工上胶,上胶完才开始卷绕,人工作业越多,则停顿次数越多且停顿时间越久,因而降低制作效率。
7.第二,纵使人工得以延着厚度狭小的端部侧911、端部侧923上胶,但仍不便操作而有一定的作业难度,因此上胶速度慢,而影响整体效率。
8.第三,人工上胶也可能因人工熟练度不同而导致品质参差不齐。
9.第四,上胶过程中往往会使用较大量的胶以确实封住间隙,但是大量的胶也容易在上胶过程中不断往下滴落至地上,除了造成工作环境脏乱及造成浪费外,分离材上不断滴落的胶也可能降低了密封的效果,因此纵使想涂布多一点的胶来强化密封效果,也会因为胶一直滴下而难以达到其目的。
10.因此,现有技术的两分离材的端部的上胶方式,实有待加以改良。
技术实现要素:
11.有鉴于前述的现有技术的缺点及不足,本发明的目的是提供一种非圆形滤芯芯材及其复卷方法,其可通过全自动化的方式达到确实的上胶密封。
12.为达到上述的发明目的,本发明所采用的技术手段为设计一种非圆形滤芯芯材的复卷方法,其中,该非圆形滤芯芯材的复卷方法包含以下步骤:
13.结合波浪状分离材及平面分离材:用以分离悬浮污染物的平面分离材具有一平面端部侧;用以分离悬浮污染物的波浪状分离材具有多个波峰、相对的一第一出入侧及一第二出入侧、相对的一第一侧面及一第二侧面、及一波浪端部侧,该波浪端部侧连接该第一出入侧及该第二出入侧;于该波浪状分离材的该第一侧面涂布一第一端面密封胶层,该第一端面密封胶层沿着该第一出入侧涂布,并使该平面分离材通过该第一端面密封胶层黏合于该波浪状分离材的该第一侧面上;
14.涂布封边胶层:接着于该波浪状分离材的该第二侧面涂布一第二端面密封胶层及一封边胶层;该第二端面密封胶层沿着该波浪状分离材的该第二出入侧涂布;该封边胶层朝向该第一出入侧及该第二出入侧地涂布,且该封边胶层连接该第二端面密封胶层;
15.卷绕:将该波浪状分离材以所述波浪端部侧朝向所述封边胶层翻折,且将该平面分离材以该平面端部侧朝向该封边胶层翻折,并使该波浪端部侧及该平面端部侧埋入于该封边胶层中,借此黏合该波浪端部侧及该平面端部侧,接着该波浪状分离材及该平面分离材继续交错层叠地卷绕,并通过该第二端面密封胶层黏合固定成卷绕后的形状。
16.如上所述的非圆形滤芯芯材的复卷方法,其中,开始卷绕时,朝向所述封边胶层翻折所述波浪状分离材及所述平面分离材时,所述波浪端部侧及所述平面端部侧埋入于所述封边胶层的正中央。
17.如上所述的非圆形滤芯芯材的复卷方法,其中,开始卷绕时,以两夹片分别从所述第一出入侧及所述第二出入侧夹设相黏合的所述波浪状分离材及所述平面分离材,且各所述夹片的宽度对应于所述封边胶层的中央与所述波浪端部侧之间的距离的一半。
18.如上所述的非圆形滤芯芯材的复卷方法,其中,涂布封边胶层时,以一胶枪朝向所述第一出入侧移动及涂布,接着再使所述胶枪朝向所述第二出入侧移动及涂布以形成所述封边胶层,最后所述胶枪静止不动,相黏合的所述波浪状分离材及所述平面分离材共同朝向所述波浪端部侧及所述平面端部侧移动,而所述胶枪持续涂布以形成所述第二端面密封胶层。
19.为达到上述的发明目的,本发明进一步提供一种非圆形滤芯芯材,其中,该非圆形滤芯芯材包含有用以分离悬浮污染物的一平面分离材及一波浪状分离材;该平面分离材具有一端部侧;该波浪状分离材具有多个波峰、相对的一第一出入侧及一第二出入侧、相对的一第一侧面及一第二侧面、及一波浪端部侧,该波浪端部侧连接该第一出入侧及该第二出入侧;该波浪状分离材的该第一侧面沿着该第一出入侧涂布有一第一端面密封胶层;该波浪状分离材的该第二侧面沿着该第二出入侧涂布有一第二端面密封胶层;该平面分离材通过该第一端面密封胶层黏合于该波浪状分离材的该第一侧面上;该波浪状分离材及该平面分离材交错层叠地卷绕,并通过该第二端面密封胶层相黏合;
20.该波浪状分离材的该第二侧面涂布有一封边胶层,该封边胶层朝向该第一出入侧及该第二出入侧地延伸,且该封边胶层连接该第二端面密封胶层;该波浪状分离材及该平
面分离材交错层叠地卷绕后,该波浪端部侧及该平面端部侧埋入于该封边胶层中,并借此黏合该波浪端部侧及该平面端部侧。
21.如上所述的非圆形滤芯芯材,其中,所述封边胶层朝向所述第一出入侧的一端延伸至所述第一出入侧。
22.如上所述的非圆形滤芯芯材,其中,所述封边胶层朝向所述第一出入侧的一端与所述第一出入侧间隔设置。
23.如上所述的非圆形滤芯芯材,其中,所述波浪状分离材的所述第二侧面设有一压合部,所述压合部沿着所述第一出入侧延伸,并且自所述第一出入侧延伸至部分的所述第一端面密封胶层处,所述压合部的各所述波峰被下压而共同朝顺时钟方向或逆时钟方向倾倒;所述压合部自所述第一出入侧朝向所述第二出入侧延伸的距离大于或等于所述封边胶层的朝向所述第一出入侧的端部与所述第一出入侧之间的距离。
24.如上所述的非圆形滤芯芯材,其中,所述封边胶层朝向所述第二出入侧的一端延伸至所述第二端面密封胶层。
25.如上所述的非圆形滤芯芯材,其中,所述波浪状分离材及所述平面分离材交错层叠地卷绕前,所述封边胶层的宽度介于10mm至20mm之间。
26.如上所述的非圆形滤芯芯材,其中,所述第二端面密封胶层包含有一第一段及一第二段,所述封边胶层位于所述第一段及所述第二段之间且连接所述第一段及所述第二段,所述第一段延伸至所述波浪端部侧,所述第一段与所述第二出入侧之间的距离大于所述第二段与所述第二出入侧之间的距离。
27.本发明的优点在于,通过在卷绕前先于第一折之处涂布一定量且具有一定宽度的封边胶层,接着开始卷绕的第一折便会让两分离材的两端部侧同时埋入于封边胶层中,借此封边胶层便可有效黏合两端部侧,以避免流体旁通。相较于现有技术将胶体涂布于分离材的边缘(端部侧)而胶体非常容易流下至地面,本发明的封边胶层是涂布于波浪状分离材的一侧面上,故就算涂布的量较大,也不会有从端部侧流下来的问题,因此封边胶层的胶可确实用于密封来加强密封效果,而不会如现有技术纵使增加胶量反而会更容易流下到地上,而没有办法强化密封效果还造成浪费及污染环境。
28.最后,本发明仅是于卷绕前,先于波浪状分离材的一侧面上的特定处预先涂布封边胶层,便可于卷绕时自动达到黏合,因此涂布封边胶层的作业简单且快速,而能有效提升效率,并且因作业简单故可由机械进行而无需由人工来作业,故本发明有利于全自动化的制造,而降低因切换至人工作业的停顿次数及降低人工作业的时间,因此能更进一步提升效率。最后,本发明通过降低人工作业,还可有效控制产品品质以避免因不同人的熟练度不同而导致产品参差不齐。
附图说明
29.以下附图仅旨在于对本发明进行示意性说明和解释,并不限定本发明的范围。其中:
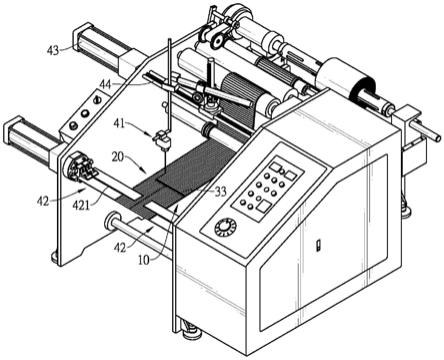
30.图1是本发明的非圆形滤芯芯材的复卷方法使用的复卷机的外观示意图。
31.图2是本发明的非圆形滤芯芯材的复卷方法的结合两分离材步骤的示意图。
32.图3是本发明的非圆形滤芯芯材的复卷方法的涂布封边胶层步骤的示意图。
33.图4至图6是本发明的非圆形滤芯芯材的复卷方法的涂布封边胶层步骤的动作示意图。
34.图7至图9是本发明的非圆形滤芯芯材的复卷方法的复卷步骤的动作示意图。
35.图10是本发明的非圆形滤芯芯材的复卷方法的第一次翻折后的主视示意图。
36.图11是图10的部分放大图。
37.图12是本发明的非圆形滤芯芯材的复卷方法的成品的端视示意图。
38.图13是本发明的非圆形滤芯芯材的复卷方法的流程图。
39.图14是本发明的非圆形滤芯芯材的复卷方法的另一实施例的比较示意图。
40.图15是现有技术的复卷方法的两分离材的端部侧上胶后的示意图。
41.图16是图15的部分放大图。
具体实施方式
42.以下配合附图及本发明的较佳实施例,进一步阐述本发明为达成预定发明目的所采取的技术手段。
43.请参阅图13所示,本发明的非圆形滤芯芯材的复卷方法包含以下步骤:结合波浪状分离材及平面分离材s1、涂布封边胶层s2及卷绕s3。本发明的非圆形滤芯芯材,较佳指的是跑道型的滤芯芯材,但也可为椭圆形等其他形状,仅要不是圆形即可。
44.结合波浪状分离材及平面分离材s1:请参阅图2所示,首先准备用以分离悬浮污染物的一平面分离材10及一波浪状分离材20;平面分离材10于延伸方向的一侧为一平面端部侧11;波浪状分离材20于延伸方向的一侧为一波浪端部侧23,此外,波浪状分离材20具有相对的一第一出入侧21及一第二出入侧22,波浪端部侧23连接第一出入侧21及第二出入侧22,且波浪端部侧23较佳为垂直第一出入侧21及第二出入侧22,但不以此为限;波浪状分离材20具有相对的一第一侧面24及一第二侧面25,并且波浪状分离材20具有多个波峰26,各波峰26凸出于第一侧面24及第二侧面25;
45.于波浪状分离材20的第一侧面24涂布一第一端面密封胶层31,第一端面密封胶层31沿着第一出入侧21涂布,并使平面分离材10通过第一端面密封胶层31黏合于波浪状分离材20的第一侧面24上。要说明的是,第一端面密封胶层31沿着第一出入侧21涂布,并不是指第一端面密封胶层31与第一出入侧21很接近或相贴靠,而是指第一端面密封胶层31的涂布方向与第一出入侧21的延伸方向一致,但涂布方向与延伸方向也不以完全相同为限;在本实施例中,第一端面密封胶层31与第一出入侧21为间隔设置,且第一端面密封胶层31的涂布方向与第一出入侧21的延伸方向相互平行。
46.涂布封边胶层:请参阅图3及图7所示,接着于波浪状分离材20的第二侧面25涂布一第二端面密封胶层32及一封边胶层33。第二端面密封胶层32沿着波浪状分离材20的第二出入侧22涂布;如同前述,第二端面密封胶层32与第二出入侧22无须很接近或相贴靠。封边胶层33朝向第一出入侧21及第二出入侧22地涂布,且封边胶层33连接第二端面密封胶层32。
47.封边胶层33朝向第一出入侧21及第二出入侧22地涂布,并非指封边胶层33延伸到第一出入侧21、第二出入侧22,而是指封边胶层33的涂布方向,封边胶层33的涂布方向较佳为垂直第一出入侧21、第二出入侧22,但不以垂直为限。此外,在本实施例中,请参阅图3及
图6所示,封边胶层33朝向第一出入侧21的一端延伸至第一出入侧21,封边胶层33朝向第二出入侧22的一端仅延伸至第二端面密封胶层32而未延伸到第二出入侧22。
48.请参阅图1、图3及图5所示,在本实施例中,以一胶枪41来涂布封边胶层33及第二端面密封胶层32,并且配合可朝平面端部侧11、波浪端部侧23移动的平面分离材10及波浪状分离材20,因此胶枪41仅需能朝向第一出入侧21及第二出入侧22直线来回移动即可(例如通过伺服电机43及螺杆44),而无须使胶枪41能二维移动,但不以此为限,在其他实施例中,也可改为胶枪41可二维移动。
49.请参阅图4所示,涂布封边胶层33时,胶枪41移动至第一出入侧21及第二出入侧22之间的中央处然后静止不动,然后平面分离材10、波浪状分离材20共同朝平面端部侧11、波浪端部侧23移动,因此持续涂布的胶枪41的胶便会从波浪状分离材20的波浪端部侧23开始延伸,请参阅图5所示,直到平面分离材10、波浪状分离材20移动至第一次翻折的距离d1的两倍时(波浪端部侧23到第一次翻折线l1的距离d1的两倍,同时也是封边胶层33的中央线l2),平面分离材10、波浪状分离材20停止移动,此时上的胶形成第二端面密封胶层32的第一段321。
50.接着胶枪41朝向第一出入侧21移动及涂布,然后平面分离材10、波浪状分离材20共同朝平面端部侧11、波浪端部侧23移动一点,接着再使胶枪41朝向第二出入侧22移动及涂布,借此以形成封边胶层33。本实施例通过来回涂布以使封边胶层33具有较大的宽度,但不以来回涂布为限,还可通过控制胶枪41的出胶量等方式来增大封边胶层33的宽度等等,此外,若能提高上胶位置的精确度,也可无须增加封边胶层33的宽度等等。在本实施例中,封边胶层33的宽度w1为大约两个波峰的宽度(两个波峰之间定义为一个波峰的宽度),且在本实施例中,一个波峰的宽度介于5mm至10mm之间,且较佳为7.8mm,因此封边胶层33的宽度w1介于10mm至20mm之间,且较佳为15.6mm,但不以此为限。
51.请参阅图6所示,最后胶枪41静止不动,平面分离材10、波浪状分离材20继续共同朝向平面端部侧11、波浪端部侧23移动,而胶枪41持续涂布以形成第二端面密封胶层32的第二段322。在其他实施例中,前述上胶流程也可通过能二维移动的胶枪41来完成。
52.卷绕s3:请参阅图7、图8及图10所示,将平面分离材10以平面端部侧11、波浪状分离材20以波浪端部侧23朝向封边胶层33翻折,并使平面端部侧11、波浪端部侧23埋入于封边胶层33中,借此黏合波浪端部侧23及平面端部侧11。请参阅图8、图9及图12所示,接着平面分离材10、波浪状分离材20继续翻折以交错层叠地卷绕,并且平面分离材10、波浪状分离材20通过第二端面密封胶层32黏合固定成卷绕后的形状。到此即完成芯材的复卷,此时芯材的两端分别是入口端及出口端,而波浪状分离材20的第一出入侧21可以是芯材的出口端也可以是入口端,可视情况而定。
53.请参阅图8及图11所示,前述的平面端部侧11、波浪端部侧23埋入于封边胶层33中,是指封边胶层33会扩到平面端部侧11、波浪端部侧23的两侧(如图11中的左右两侧),平面端部侧11、波浪端部侧23不见得在封边胶层33的正中央,但在本实施例中,平面端部侧11、波浪端部侧23确实是埋入于封边胶层33的正中央(请参考图7的中央线l2)。
54.请参阅图1、图7及图8所示,在本实施例中,翻折卷绕时,以两夹片42分别从第一出入侧21及第二出入侧22夹设相黏合的平面分离材10、波浪状分离材20,各夹片42的中央有一道缝421,平面分离材10、波浪状分离材20穿过该缝421中;各夹片42的宽度w2对应于封边
胶层33的中央与波浪端部侧23之间的距离d2的一半(如图7所示),此处的对应指的是等于或略小于,总之只要夹片42的形状及尺寸能让平面分离材10、波浪状分离材20第一次翻折后,平面端部侧11、波浪端部侧23会刚好落入封边胶层33内即可。在本实施例中,第二端面密封胶层32分成第一段321及第二段322,并且第一段321比第二段322更远离第二出入侧22,就是为了避免夹片42从第二出入侧22夹设平面分离材10、波浪状分离材20时会沾黏到第二端面密封胶层32的第一段321,因此若改为其他方式来翻折卷绕平面分离材10、波浪状分离材20,则第二端面密封胶层32也可无须分成第一段321及第二段322,而为一直线延伸。
55.此外,前述的平面端部侧11、波浪端部侧23埋入于封边胶层33中借此黏合平面端部侧11、波浪端部侧23,并非指整段的波浪端部侧23及整段的平面端部侧11都要埋入于封边胶层33中以完整黏合,如同前述,封边胶层33的两端都可以分别与第一出入侧21、第二出入侧22间隔设置,仅要平面端部侧11、波浪端部侧23埋入封边胶层33中的部分有相互黏合密封即可。封边胶层33朝向第二出入侧22的一端仅需延伸至第二端面密封胶层32,是因为在第二端面密封胶层32之外的部分尚未开始过滤,因此没有旁通的问题。
56.请参阅图14所示,在另一实施例中,封边胶层33a朝向第一出入侧21a的一端可与第一出入侧21a间隔设置,且较佳的间隔距离d4介于3mm至10mm(包含3mm及10mm),但不以此为限。封边胶层33a无须延伸至第一出入侧21a,是因为波浪状分离材20a的第二侧面25a设有一压合部27a,压合部27a沿着第一出入侧21a延伸,并且自第一出入侧21a延伸至部分的第一端面密封胶层处,压合部27a的波峰26a被下压而共同朝顺时钟方向或逆时钟方向倾倒。压合部27a自第一出入侧21a朝向第二出入侧22a延伸的距离d3大于或等于封边胶层33a的朝向第一出入侧21a的端部与第一出入侧21a之间的距离d4,在本实施例中,较佳的延伸距离d3介于5mm至10mm(包含5mm及10mm),但不以此为限。
57.换言之,封边胶层33a朝向第一出入侧21a的端部比压合部27a的边界更接近第一出入侧21a,由于压合部27a的波峰26a被下压,因此轴向通道于压合部27a之处原本便会旁通,因此封边胶层33a无须延伸至第一出入侧21a,而仅需延伸至与压合部27a的边界切齐或比压合部27a的边界更接近第一出入侧21a即可。
58.请参阅图2及图11所示,此外,在本实施例中,平面分离材10与波浪状分离材20黏合时,较佳使平面端部侧11及波浪端部侧23切齐,但不以此为限,两者也可稍微错开或角度可不完全相同,只要埋入后封边胶层33后,封边胶层33可以黏合且封住平面端部侧11、波浪端部侧23的间隙即可。
59.本发明的非圆形滤芯芯材即为前述方法所制作的芯材,芯材的构造均已于前述制作步骤中说明,故在此不重复赘述。
60.本发明通过在卷绕前先于第一次翻折之处涂布一定量且具有一定宽度的封边胶层33,接着开始卷绕的第一次翻折便会让平面分离材10的平面端部侧11、波浪状分离材20的波浪端部侧23同时埋入于封边胶层33中,借此封边胶层便可有效黏合平面端部侧11、波浪端部侧23,以避免流体旁通。
61.并且封边胶层33是涂布于波浪状分离材20的一侧面(第二侧面25)上,故就算涂布的量较大,胶也不会从平面端部侧11、波浪端部侧23流下来,因此封边胶层33的胶可确实用于密封来加强密封效果,也可避免造成环境脏乱。
62.最后,本发明仅是于卷绕前,先于波浪状分离材20的一侧面(第二侧面25)上的特
定处预先涂布封边胶层33,便可于卷绕时自动达到黏合,因此涂布封边胶层33的作业简单且快速,而能有效提升效率,并且因作业简单故可由机械进行而无需由人工来作业,故本发明有利于全自动化的制造,而降低因切换至人工作业的停顿次数及降低人工作业的时间,因此能更进一步提升效率。最后,本发明通过降低人工作业,还可有效控制产品品质。
63.以上所述仅是本发明的较佳实施例而已,并非对本发明做任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何所属技术领域中的普通技术人员,在不脱离本发明技术方案的范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1