一种玻璃扩散板端面点胶设备及点胶方法与流程
[0001]
本发明涉及玻璃扩散板加工技术领域,特别是一种玻璃扩散板端面点胶设备及点胶方法。
背景技术:
[0002]
光扩散板是通过化学或物理的手段,利用光线在行径途中遇到两个折射率相异的介质时,发生折射、反射与散射的物理现象,通过在pmma、pc、ps、pp等基材基础中添加无机或有机光扩散剂、或者通过基材表面的微特征结构的阵列排列人为调整光线、使光线发生不同方向的折射、反射、与散射,从而改变光的行进路线,实现入射光充分散色以此产生光学扩散的效果,光扩散板广泛应用在液晶显示、led照明及成像显示系统中。
[0003]
根据材料分类:玻璃、聚苯乙烯(ps)、聚碳酸酯(pc)、聚乙烯(pe)、聚丙烯(pp)、聚氯乙烯(pvc)、聚对苯二甲酸乙二醇酯(pet)、亚克力(pmma)、丙烯酸(mma)等等透光性聚合材料或合成材料都可以制造成不同用途的扩散材料。
[0004]
而在玻璃扩散板的加工过程中,需要对玻璃扩散板的直边进行油边,用于油边的油墨根据配方决定固化比较慢,常规下需要对该油墨层覆盖一层保护胶,以对油墨层进行保护。目前的点胶工艺一般都是手动作业涂胶,效率比较慢,而且涂胶质量比较差,点胶返工的较多。
技术实现要素:
[0005]
本发明要解决的技术问题是针对上述现有技术的不足,提供一种玻璃扩散板端面点胶设备及点胶方法。
[0006]
为解决上述技术问题,本发明所采取的技术方案是:一种玻璃扩散板端面点胶设备,其包括:工作平台,用于放置待加工的玻璃扩散板,该玻璃扩散板的端面具有直边,直边上下的两角边为倒角边,且该端面覆盖有油墨;压电阀点胶机头,用于将uv胶以微粒状态喷射至玻璃扩散板的端面;uv光照射器,用于对玻璃扩散板的端面上沾附的uv胶进行照射以使uv胶固化;ccd装置,用于对玻璃扩散板的厚度进行检测,以识别玻璃扩散板端面的位置,确定点胶的初始位置和结束位置;驱动装置,用于驱动压电阀点胶机头和uv光照射器同步移动。
[0007]
上述技术方案中,所述工作平台设置有真空吸附定位装置对位于工作平台上的玻璃扩散板进行位置固定。
[0008]
一种玻璃扩散板端面点胶方法,其应用如上述的一种玻璃扩散板端面点胶设备,包括以下步骤:步骤1:通过ccd装置对放置在工作平台并定位的玻璃扩散板进行厚度检测,将检测到的厚度小的位置确定为玻璃扩散板的边缘的倒角边,并从一条直边的中部开始作为点胶的初始位置,相邻两条直边之间的交汇处作为点胶的结束位置,从规划下一条直边的中部作为点胶的初始位置,如此重复直到将所有直边的点胶行程规划完毕,然后等待开始点胶;
步骤2:驱动装置根据点胶行程规划,驱动压电阀点胶机头和uv光照射器一同移动,uv光照射器常开,压电阀点胶机头根据点胶行程规划实施点胶,直到点胶完毕,自动复位。
[0009]
上述技术方案中,在所述步骤2中,一条直边的点胶完毕后,驱动装置驱动uv光照射器按照行程规划再移动至少一遍。
[0010]
上述技术方案中,所述uv光照射器的uv光波长为365nm,对uv胶的曝光量为2000mj/cm
2
。
[0011]
上述技术方案中,所述uv胶固化后的宽度为0.3mm。
[0012]
本发明的有益效果是:通过自动化的点胶设备自动实现对玻璃扩散板的直边油墨层进行点胶,并且采用uv胶作为点胶的胶材,然后在点胶的过程中边点胶边通过uv光照射使得uv胶迅速固化,对油墨层进行更好而快速的保护。
附图说明
[0013]
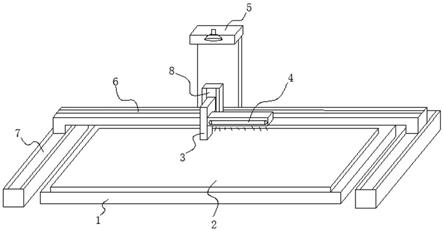
图1是本发明的设备结构示意图。
[0014]
图2是本发明的玻璃扩散板的结构示意图。
[0015]
图3是本发明的点胶方法流程图。
[0016]
图中,1、工作平台;2、玻璃扩散板;3、压电阀点胶机头;4、uv光照射器;5、ccd装置;6、第一驱动装置;7、第二驱动装置;8、第三驱动装置;9、直边;10、倒角边。
具体实施方式
[0017]
为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本申请进行描述和说明。应当理解,此处所描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。基于本申请提供的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。此外,还可以理解的是,虽然这种开发过程中所作出的努力可能是复杂并且冗长的,然而对于与本申请公开的内容相关的本领域的普通技术人员而言,在本申请揭露的技术内容的基础上进行的一些设计,制造或者生产等变更只是常规的技术手段,不应当理解为本申请公开的内容不充分。
[0018]
在本申请中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本申请的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域普通技术人员显式地和隐式地理解的是,本申请所描述的实施例在不冲突的情况下,可以与其它实施例相结合。
[0019]
除非另作定义,本申请所涉及的技术术语或者科学术语应当为本申请所属技术领域内具有一般技能的人士所理解的通常意义。本申请所涉及的“一”、“一个”、“一种”、“该”等类似词语并不表示数量限制,可表示单数或复数。本申请所涉及的术语“包括”、“包含”、“具有”以及它们任何变形,意图在于覆盖不排他的包含;例如包含了一系列步骤或模块(单元)的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可以还包括没有列出的步骤或单元,或可以还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。本申请所涉及的“连接”、“相连”、“耦接”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电气的连接,不管是直接的还是间接的。本申请所涉及的“多个”是指大于
或者等于两个。“和/或”描述关联对象的关联关系,表示可以存在三种关系,例如,“a和/或b”可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。本申请所涉及的术语“第一”、“第二”、“第三”等仅仅是区别类似的对象,不代表针对对象的特定排序。
[0020]
如图1-2所示,一种玻璃扩散板端面点胶设备,其包括:工作平台1,用于放置待加工的玻璃扩散板2,该玻璃扩散板2的端面具有直边9,直边9上下的两角边为倒角边10,且该端面覆盖有油墨;压电阀点胶机头3,用于将uv胶以微粒状态喷射至玻璃扩散板2的端面;uv光照射器4,用于对玻璃扩散板2的端面上沾附的uv胶进行照射以使uv胶固化;ccd装置5,用于对玻璃扩散板2的厚度进行检测,以识别玻璃扩散板2端面的位置,确定点胶的初始位置和结束位置;驱动装置,用于驱动压电阀点胶机头3和uv光照射器4同步移动,驱动装置包括沿x轴移动的第一驱动装置6、沿y轴移动的第二驱动装置7以及沿z轴升降的第三驱动装置8。
[0021]
在一些实施例中,工作平台1设置有真空吸附定位装置对位于工作平台1上的玻璃扩散板2进行位置固定。当然除了使用真空吸附定位装置,还可以采用其他夹治具定位装置。
[0022]
如图3所示,一种玻璃扩散板2端面点胶方法,其包括以下步骤:步骤1:通过ccd装置5对放置在工作平台1并定位的玻璃扩散板2进行厚度检测,将检测到的厚度小的位置确定为玻璃扩散板2的边缘的倒角边10,并从一条直边9的中部开始作为点胶的初始位置,相邻两条直边9之间的交汇处作为点胶的结束位置,从规划下一条直边9的中部作为点胶的初始位置,如此重复直到将所有直边9的点胶行程规划完毕,然后等待开始点胶;步骤2:驱动装置根据点胶行程规划,驱动压电阀点胶机头3和uv光照射器4一同移动,uv光照射器4常开,压电阀点胶机头3根据点胶行程规划实施点胶,直到点胶完毕,自动复位。
[0023]
在uv光的曝光量足够的情况下,依次照射即可实现uv胶的全固化,如果uv光的功率不足,为了加强uv胶的固化效果,可以在步骤2中,一条直边9的点胶完毕后,驱动装置驱动uv光照射器4按照行程规划再移动至少一遍,加强固化效果。
[0024]
在一些实施例中,uv光照射器4的uv光常用波长为365nm,对uv胶的曝光量为2000mj/cm
2
。uv胶固化后的宽度为0.3mm。
[0025]
本发明通过自动化的点胶设备自动实现对玻璃扩散板2的直边9油墨层进行点胶,并且采用uv胶作为点胶的胶材,然后在点胶的过程中边点胶边通过uv光照射使得uv胶迅速固化,对油墨层进行更好而快速的保护。
[0026]
以上的实施例只是在于说明而不是限制本发明,故凡依本发明专利申请范围所述的方法所做的等效变化或修饰,均包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1